Дистанционно-управляемая линия
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
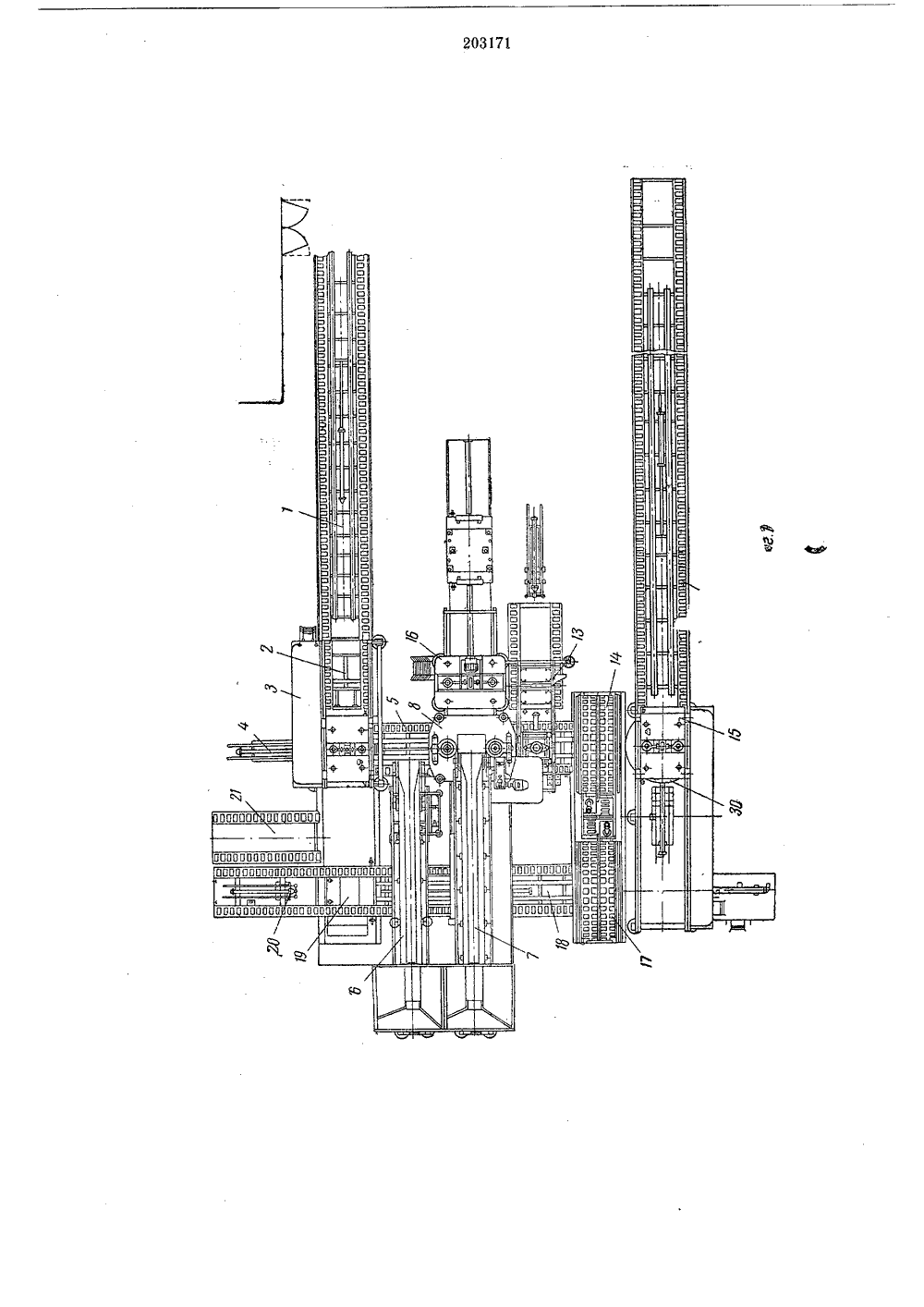
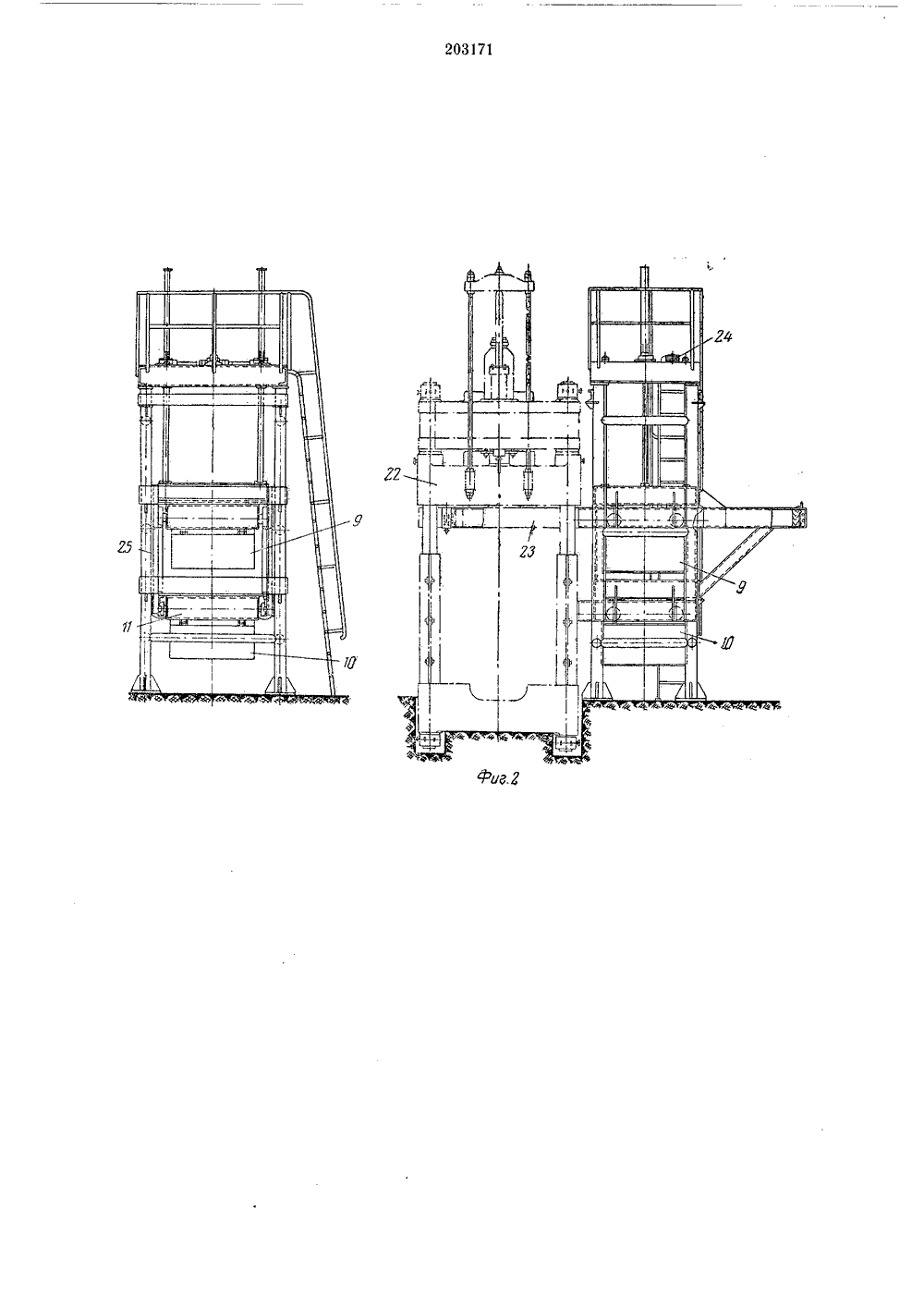
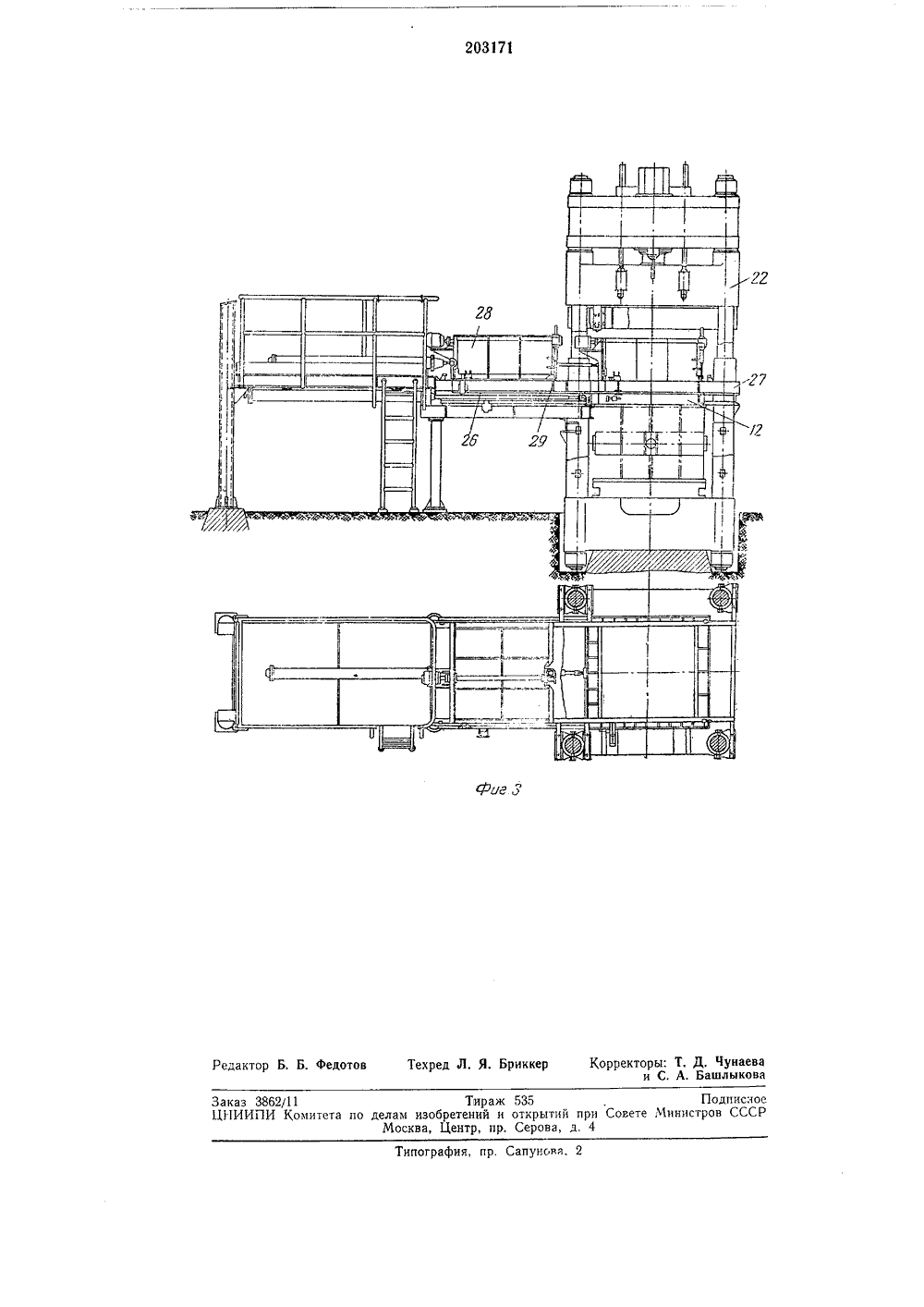
ОПИСАНИЕ 203171ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистицеских РеспубликЗависимое от авт. свидетельства М Кл. 31 с 29/01 Заявлено 02.1.1963 (.Ъ 811353/22-2) вкиисоединением з МПК В 220 ПриоритетОпубликовано 281 Х.1967. Бюллетень2 Комитет по делам изобретений и открытий при Содртв Министров СССР, Г, Рацет аявит ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЬ 1 Х ПОЛУфОРММЕТОДОМ ПРЕССОВАНИЯ Известна формовочная линия для изготов. ления литейных форм методом прессования, состоящая из шагающего транспортера, установщика опок, плавающей модельной оснастки, сталкивателя, устройства для подачи в опоку формовочной смеси, пресса с пуансонами, механизма протяжки моделей и перестановщика готовых форм.Предлагаемая дистанционно-управляемая линия отличается тем, что в ней смонтированы два транспортера, один,из которых подает облицовочную, другой - наполнителыную или единую смесь, причем под вторым устансвлен дозатор переменной емкости, снабженный производящим возвратно-поступателыно: движение в вертикальной плоскости шибером, связанным с приводом, а для ввода в действие пуансонов пресс снабжен подъемником с несколькими пуансонами на тележках. Для разделения операции кантования и протяжки модели между прессом и шагающим транспортером готовых полуформ установлены последовательно кантователь и протяженная тележка с захватами, что позволяет повысить производительность и изготовлять полуформы р азной,высоты.На фиг, 1 дан общий вид линии сверху; на фиг, 2 - подъемник тележек пуансонов, вид сбоку; на фиг. 3 - дозатор, вирд сбоку.В линию входят: транспортер подачи пустых опок 1, подъемник 2, поднимающий опоки высотой менее 600 .млю, установщик 3 опокна подмодельную плиту, сталкиватель 4,транспортер рабочей ветви линии 5, устройство подачи облицовочной смеси 6 (на случайнеобходнмости), устройство подачи наполнительной смеси 7, пресс 8, пуансоны 9 и 10,тележки пуансонов 11, механизм разравнивания и среза смеси 12, механизм установки10 поддонов 13, кантователь форм 14, механизмпротяжки 15, механизм подъема тележекпуансонов 16, кантователь моделей 17, транспортер возврата моделей 18, трансбордер 19,рольганги моделей 20 и 21,15 Устройство подачи облицовочной смеси 6состоит из бункера и горизонтального ленточного транспортера, а устройство подачи наполнительной смеси 7 - из такого же бункераи наклонного ленточного транспортера.20 На подвижной траверсе 22 пресса 8 поперек направления движения опоки по конвейеру укреплены два швеллера 23, на которыенакатываются тележки пуансонов 11.Тележка пуансона 11 представляет собой25 сварную коробчатую, раму с приводом внутри,Катки тележки спрофилированы для передвикения по внутренним полкам швеллера.Опорная металлоконструкция механизмаподъема тележек пуансонов 16, установленнаяЗО рядом с прессом, представляет собой порталс приводом 24 наверху для перемещения пс вертикали подъемной рамы 25 с несколькими 3 еленками пуансонов 11,При определенном положении подъемной рамы 25 та или иная пара швеллеров попадает в стычек со швеллерами 28 на траверсе пресса, и тележка 11 может переместиться с подъемника 16 на пресс 8 и обратно,С противоположной стороны пресса 8 по отношению к механизму подъема тележек пуансонов 16 расположен механизм разравнивания и среза смеси 12. Над рамкой среза укреплен лист 26, продолжением которого служит нииняя плоскость наполнительной рамки 27. Пс этому листу и рамке перемещается с помощью пневматического цилиндра ксроб 28, размер которого соответствует размеру опоив в свету, К низу боковых стенок короба, пе имеюгцего ни крышки, ни дна, приварены опоры, которыми он лежит на направляющих, идущих вдоль листа 26 и образующих под прессом боковые стенки наполни ч елыной рамки, Задняя стенка корсоа ниже боковых и доходит до листа 26. Передняя стенка 29 - шиоер - несколько выше боковых, Она перемещается по вертикали, чгс дает возмсжность регулировать высоту уплотняемой формовочной смеси для опок различной высоты.Работает линия следующим образом.Транспортер 1 подает пустые опоки на псдъемник 2, откуда устанонщик 8 переносит опояску в крайнее левое положение и опускает ее на модельную оснастку, поданную трансбордером 19. Комплект (модельная плита, опока) передается сталкивателем 4 на транспортер рабочей ветви 5, куда транспортер б подает облицовочную смесь в опоку, а затем комплект поступает под пресс 8. Туда же подаются рамка среза 12 и короб 28, после чего транспортер 7 подает наполнительную смесь через отверстие в транерсах в опоку с находящейся над ней наполнительной рамкой 27 и коробом 28. По окончании засыпки короб 28 выдвигается пз-под пресса 8, разравнивая смесь и освобождая место для тележки П с фигурным пуансоном 9, Спрессовав смесь, тележка с пуансоном возвращается на механизм подъема пуансонов 16, на котором они сменяются. Вторичное прессование производится после досыпки смеси плоским пуансо 25 30 35 40 45 50 4ком 10. Рамка 12 среза возвращается в исходное положение и при этом срезает избыток смеси с верхнего лада опоки. Механизм установки поддонов 18 накрывает выданный из-под пресса 8 отформованный комплект поддоном, затем комплект кантуется на 180 в кантователе форм 14 и передается на поворотный круг 80 транспортера выдачи готовых пслуформ 81, При этом модельная плита, лежащая на опоке, наезжает пазами на захваты механизма протяжки 15, извлекается рамой с захватами из опоки и транспортируется к кантователю моделей 17. Отсюда окантованная на 180 модель переправляется транспортером 18 к трансбордеру 19. Если модель нужна для повторнои раооты, трансбордер подает ее под установщик опок 3. Модель, которая больше не нужна, передается на роль- ганг 20, а с рольганга 21 на трапсбордер 19 передается модель, необходимая для дальнеишего использования.Работой линии управляют с двух пультов.Предмет изобретения,цистанционпо-упраьляемая линия для изготовления литейных полуформ методом прессования, включающая шагающий транспортер для подачи опок, подъемный стол, установщик опок, плавающую модельную оснастку, пресс с пуансонами, устройство для подачи в опоку формовочной смеси, механизм тля наложения поддонов и шагающий транспсртер для готовых полуформ, отличающаяс тем, что, с целью повышения производительности и обеспечения изготовления полуформ разной высоты, в ней смонтированы два транспортера, один из которых предназначен для подачи облицовочной, а второй - наполыпельной или единой смесей, причем под вторым транспортером установлен дозатор псременнои емкости, снабженный производящим возвратно-поступательное движение в вертикальной плоскости шибером, связанным с приводом, а для ввода в работу пуансонов гресс снабжен подъемником с несколькимн пуансонами на тележках, при этом для разделения операции кантования и протяжки модели между прессом и шагающим транспортером готовых полуформ установлены последовательно кантователь и протяжная тележка с захватами,Редактор Б. Б. федотов Техред Л, Я. Бриккер Корректоры: Т. Д, Чунаеваи С. А. БашлыковаЗаказ 3862/11 Тираж 535 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква, Центр, пр. Серова, д. 4Типография, пр. Сапунова, 2
СмотретьЗаявка
811353
И. С. Исаев, А. Г. Веденов, А. А. Карабчевский, В. Г. Рац, А. Г. Куликов, А. Я. Шуткевич, Г. М. Яфет
МПК / Метки
МПК: B22D 47/02
Метки: дистанционно-управляемая, линия
Опубликовано: 01.01.1967
Код ссылки
<a href="https://patents.su/5-203171-distancionno-upravlyaemaya-liniya.html" target="_blank" rel="follow" title="База патентов СССР">Дистанционно-управляемая линия</a>
Устройство для измерения влажности сыпучей смеси на ленте транспортера

Номер патента: 1376026
Опубликовано: 23.02.1988
Авторы: Безносик, Галушкевич, Горбенко, Кеворков
МПК: G01N 27/02
Метки: влажности, ленте, смеси, сыпучей, транспортера
...ленты,вследствие чего смесь покрывает электроды 17 на постоянную высоту, обеспечивая постоянство площади поперечного сечения Б слоя смеси между электродами 17, Принудительное вращениекорпуса с электродами 17 при помощиэлектропривода 4, например, со скоростью 1 об/мин относительно скребков 19 и токосъемников 18 обеспечивает очистку как поверхности электродов, так и межэлектродной поверхности. При этом сопротивление междуэлектродами 17 имеет ограниченнуювеличину, зависящую от свойств смесии др, (например, 1 - 10 кОм), а навыходе измерительно-преобразовательной схемы 2 имеется сигнал (например0 - 3 В), при котором пороговый эле"мент 3 находится в состоянии, когдаэлектропривод 4 включен и электроды18 очищаются.При прерывании потока...
Машина для приготовления мазеобразной смеси, предназначенной для изготовления выплавляемых литейных моделей

Номер патента: 100252
Опубликовано: 01.01.1955
Автор: Черкащенко
МПК: B22C 7/02, C04B 33/02
Метки: выплавляемых, литейных, мазеобразной, моделей, предназначенной, приготовления, смеси
...жИДгКОСтЬЮ, ПСРЕМЕЩИЕт;Я ПОР)ЬС НЬ:Э,используемый в качестве мсИ 1 Кц.,Кидкость подается в резервуарнасосок 4 и подогревается н)г) ;,. -телем 5,Соосно с цилпндОмрсполох:.".нпневматический прпводнй )иИнд6, поршень 7 которого сосд)1:)еп и.:помощи штока 8 с порп)нем Поршень 3 (фиг, 2 и 3) сост 1цз двух жестко скрепленных диско.:9 н 1(. Какдьй диск снабжен сквоз -ны:1 п 7 образнымц кИ)1)ы)п 1. Ввыточке диск 9 помон)сна цовооотн 1 я дОковс 1 я заслони)1 1-, спабкс:1 н ерти 1 З, г)а;ю, о;,мц соответственно каналам 11. Стержень 14, прикреплен ьи, 1;с:тру1)ри ) .) снлвлеиныс к(н 1 нонсн.ты смеси про явливак)тся через кагалы 1 и отверстия 13, обеспечивая персмсшивание их, а следовательно, и Высоку)0 ).чнородность дн+)ной с; с си.Пос.)с...
Конструкция крепления пуансона вертикального прошивного пресса

Номер патента: 117792
Опубликовано: 01.01.1958
Автор: Балакин
МПК: B21J 13/02, B30B 15/02
Метки: вертикального, конструкция, крепления, пресса, прошивного, пуансона
...рабочей траверсы 1, укрепленной на колоннах пресса 2, на соосность матрицы 3 и пуансона 4 применено свободное плавающее крепление пуансона к траверсе, При этом на рабочую траверсу для крепления пуансона ввинчивается боек 5 с шаровой поверхностью, передающий давление торцу пуансона 4, свободно подвешенного к бурам бойка б при помощи четырех тяг 6 и подвески 7. Крепление пуансона к подвеске осуществляется при помощи разъемного вкладыша 8, охватывающего выточку верхнего конца пуансона.И 117792 НапраВление пуансона ВО Вре 1151 1 рошнвкн Осущсствляегс 51 цилпндрической или конической направля 1 ощей втулкой 9, входящей в соответствующее гнездо матрицы д.Таким образом, центрирование пуансона относительно матрицы в процессе прошивки...
Качающийся выбивной пресс для выбивки опок выдавливанием

Номер патента: 117922
Опубликовано: 01.01.1958
Автор: Шмяков
МПК: B22D 29/00, B22D 33/04
Метки: выбивки, выбивной, выдавливанием, качающийся, опок, пресс
...применены столы с выступами, соответствующими свободному от крестовин сечению опок, и цилиндры с захватами для раскрытия опок и выдавливания земли надвиганием опок на столы. Такая конструкция позволяет производить раскрытие опок с крестовинами и выбивку их механизированным путем.На чертеже представлен качающийся выбивной пресс в разрезе.Пресс снабжен верхним столом 1 и нижним столом 2, укрепленными на направляющих 3, Распаровочные цилиндры 4 снабжены поршнями с штоками 5, на конце которых укреплены захваты б опок.Автоматическая выбивка опок производится путем продавливания прессом земли и отливок. Опоки 7 подаются рольганговой тележкой 8 к прессу и захватываются захватами б, При включении цилиндров 4 верхняя опока 9 подается вверх, а...
Станок для обработки сопрягаемых поверхностей заготовок типа пуансонов и колец пресс-форм для прямоугольных электронно-лучевых трубок
Номер патента: 132096
Опубликовано: 01.01.1960
Авторы: Иванов, Никитушкин
МПК: B24B 19/20
Метки: заготовок, колец, поверхностей, пресс-форм, прямоугольных, пуансонов, сопрягаемых, станок, типа, трубок, электронно-лучевых
...19 и коробки скоростей 20 за счет пары шестерня - рейка 21, Контактирование ролика 16 с копиром 6 обеспечивается пружинами 22.В корпусе 23 измерительного прибора закреплен шпиндель 24 с настроечной гайкой 25. Следящий ролик 26, посаженный на шпиндель 24, прижимается к копиру 6 пружиной 27. Вокруг оси 28, закрепленной в шпинделе, может поворачиваться рычаг 29, несущий на одном конце щуп 30 для обрабатываемой, поверхности, прижимаемый к ней пружиной 31, и воздействующий вторым концом на индикатор 32.Перед началом работы измерительный прибор настраивается, т, е. устанавливается строго фиксированное взаимное положение щупа 30 и следящего ролика 26, а шкала индикатора ставится на нулевое деление. В этом положении разница размеров...
Предыдущий патент: Устройство для дозирования жидкого металла
Следующий патент: Обвязка ванной стекловаренной печи
Случайный патент: Судовая рулевая машина