Способ получения длинномерных профилей из стружки алюминиевых сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
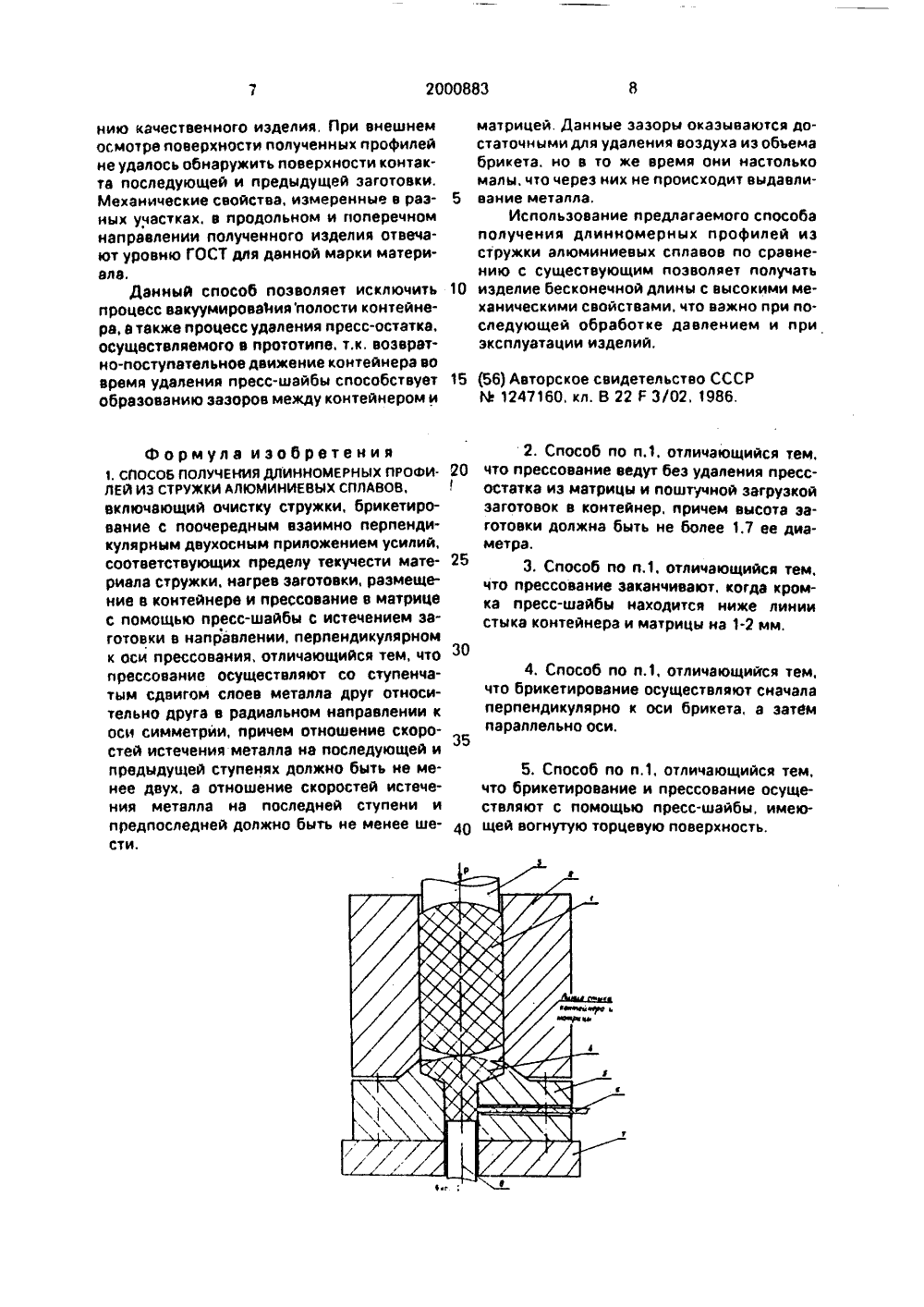
(5 СЮ Комитет Российской Федерации(76) Шестаков НикоВиктор Николаеви кЛемзаков Андрей РуАнатольевич(54) СПОСОБ ПОЛПРОФИЛЕИ ИЗ СТСПЛАВОВ 37-38ай Александрович;ТимофеевЖуков Олег Владимирович,ольфович; Канышев Юрий УЧЕНИЯ ДЛИННОМЕРНЬ УЖКИ АЛЮМИНИЕВЫХ сть изобретения. в процесге работы ают, брикетируют, нагревают и прес(в) ЙБ (1 п 2000883 Х 3 (51) Я В 22 ГЗ 02 В 22 РЗ 20 суют через многоканальную матрицу. При этом процесс прессования брикета из стружки в матрице осуществляют ступенчато. Процесс брикетирования и пресссвания производят с помощью пресс- шайбы имеющей вогнутую торцевую поверхность. Кроме этого прессование ведут без удаления пресс-остатка из канала матрицы, а удаляют только пресс-шайбу и, после загрузки последующей заготовки в контейнер, повторяют цикл прессованиа При этом получается длинномерное изделие с механическими свойствами, отвечающими требова- ниями ГОСТ 1 4 зпф-лы,Зип5 1 О 15 20 25 30 35 40 45 50 55 Изобретение относится к порошковой металлургии. в частности к получению цлинномерных компактных изделиЯ из металлической стружки при помощи горячей деформации,Известен способ получения конструкционйых профилей иэ отходов алюминия, заключающийся в том, что предварительно спрессованную заготовку нагревают, затем помещают в контейнер пресса. после чего вакуумируют полость контейнера и выдавливают заготовку через матрицу. Наиболее близким техническим решением является способ получения деталей из металлической стружки, включающей очистку стружки, ее брикетирование, нагрев заготовки и прессование, причем брикетирование проводят с поочередным взаимно-перпендикулярным двухосным приложением усилий, соответствующих пределу текучести материала стружки.Недостатком данного способа является то, что он не определяет последовательности приложения усилий и вследствие этого не обеспечивает применимости способа для получения качественных брикетов. Второй недостаток данного способа заключается в том, что прутки, полученные горячим прес- сованием, отличаются неудовлетворительным уровнем механических свойств в поперечном направлении по сравнению с продольным направлением, т.е. возникает анизотропия свойств. Кроме этого при данном способе прессования не удается получить длинномерные изделия, т,к.прессование ведут с последующим удалени ем пресс-остатка. Таким образом, длина го 1 ового иэделия определяется только объемом брикета без объема пресс-остатка.При прессовании без удаления пресс-остатка 1,одна заготовка выдавливается вслед эа другой), не удается получить качественного изделия, т,к, на его поверхности образуются полости с воздухом. Данные полости образуются вследствие того, что после проведения процесса прессования первой заготовки оказываются перекрытыми частицами металла все зазоры в матрице и в местах соприкосновения матрицы и контейнера, Поэтому при прессовании второй и последующих заготовок, не происходит отвода воздуха из полости брикета. что ведет к снижению качества получаемого полуфабриката. Для отвода воздуха. скап.ливающегося в пустотах заготовки, на практике используют ваккумную установку, т.е. прессование ведут в вакууме. Однако применение вакуумной установки сильно ус. ложняет устройство для прессования, увеличивается трудоемкость и энергоздтраты при получении профилей из стружковых заготовок,Цель изобретения состоит в повышении качества иэделий. расширении технологических воэможностей и снижении трудоемкости получения дпинномерных профилей из стружки алюминиевых сплавов,Поставленная цель достигается тем. что стружку очищают, брикетируют. нагревают и прессуют через многоканальную матрицу, При этом процесс прессования брикета иэ стружки в матрице осуществляют ступенчато, сдвигая слои металла друг относительно друга в радиальном направлении к оси симметрии (в поперечим направлении к направлению течения металла), причем отношение скоростей истечения металла на последующей и предыдущей ступенях должно быть не менее 2. а отношение скорости истечения металла на последней ступени к скорости истечения на предпоследней ступени должно быть не менее б,Если отношение скорости истечения металла на последующей ступени к скорости истечения металла на предыдущей ступени будет менее двух, то изменения физико-механических свойств по сравнению с прототипом не происходит. Если отношение скорости истечения на последней ступени к скорости истечения на предпоследней ступени будет менее б, то не достигается требуемый по ГОСТУ уровень механических свойств материала. Сопоставительный анализ предлагаемого решения с прототипом, показывает, что предлагаемый способ отличается от известного тем, что прессование изделия ведут беэ удаления пресс-остатка из канала матрицы, а удаляют только пресс-шайбу и. после загрузки последующей заготовки в контейнер, повторяют цикл прессования, При этом получается длинномерное иэделие с механическими свойствами. отвечающими требованиям ГОСТ. Длина получаемого иэделия определяется количеством и обьемом отпрессованных заготовок.Кроме того предлагаемый способ отличается от известного тем, что процесс брикетирования и прессования производят с помощью пресс-шайбы, имеющей торцевую поверхность, Тем самым. во время прессования. удается увеличить время образования контакта между первой и второй заготовками, что е свою счередь способствует отводу воздухд из г бьемд второго брикета и улучшение кдчестед свдрки двух заготовок уже нд этапе рдсорессовывдния заготовки в кдндле тнтейч дЭкспериментально установлено, что вмомент прессования воздух успевает полностью удалиться из объема брикета в томслучае, если высота исходного брикета составляет не более 1,7 диаметра брикета (д), 5В противном случае на поверхности получаемого иэделия образуются полости с возду.хом, что снижает качество изделия ипротиворечит цели изобретения, Кроме этого в процессе проведения экспериментальных работ удалось установить, чтостабильность процесса прессования повышается в случае, если цикл прессования останавливается в тот момент, когда нижняякромка пресс. шайбы будет находиться на 15расстоянии 1-2 мм ниже линии стыка контейнера и матрицы. 8 этом случае острыекромки пресс-шайбы очищают о 1 чдсгицпрессуемого металла линию стыка контейнера и матрицы, тем самым создавая возможность для лучшего отвода воздуха изобъема брикета при следующем цикле прессования,Предлагаемое решение отличдется отпрототипа еще и тем что брикетирование 25осуществляют поэтапно, причем нэ перволэтапе прессуют перпендикулярно Оси брикета, а на втором этапе произ,одвт подпрессовку боковыми цилиндрам 1 ор;евбрикета. Предлагаемдв последователь. 30ность приложения у:илий должна Гбьтьобеспечена по следующим Глвно."1 сл.последовательность будет ндруГГонд т,е,вначале усилие будет приложено вдоль осибрикета, то возникающие нд контэктнои поверхности силы трения привед,т к образованию неравноплотности по длине бокетэ,причем более низкая плотность наблюдается в средней по длине чдстбрикета(см.фиг,2), Приложеие в дальнейшем усилий 40в поперечном направлении не приводит кнеобходимому уплотнению в средней частибрикета и, при последующих транспортировках брикета к нагревательному устройству ломается.Таким образом, предлагаемы, спосгбсоответствует критерию "новизна", Приизучении других технических решений вданной области техники признаки, оличэющие предлагаемое изобретение от прототипа, не были выявлены и поэтому ониобеспечивают заявляемому техническомурешению соответствие "существенные отличия",На фиг.1 похдэднд схвмд прессования 55длинномерных про 11 лв 1 из стружки алюминиевых сплавов нд Г 1 иг 2 эпюра распределения плотноси по высоте брикетапри нарушении здявлавлой последовательности приложения увив 1 х с 10 оонэм брикетэ, нд фиг,З внешнии вд пр 1 филРй поГуцедньх из стружки дло" ниевьх сглдвов.Нэ фиг,1 обоэндчено 1 . стружковдя здготовкд, распоп .женндя в канале контей.нера: 2 - контсйнер; 3 - пресс-шайба для прессования 4 - пресс-остаток, полученный от поессования пеовой заготовки. 5 - лэтрицэ; б - изделие, полученное после прессования, 7 - подкладная плита гидрэвлическоо пресса; 8- выталкиватель прессОСТЭ 1 кдСгособ осуществляется следующим образол, Нагретая стружковэя заготовка 1 помещается в канал контейнера 2 и проддэливается гуансоном 3 вместе с прес осгсткоГл 4 ,ерез очко в матрице 5.Истг е 0 готового издслия 6 происходит ПГд Грг,: л углом к направлению движения гуднс 8 ся конструкция крепится на стоге гидравлического прессд 7, Пои необходимастпрегс-остаток удаляется при помощи вы;дл;ивлтеля 8 Сп,соб осуцествляли с использьвдниел стружке длю лневых гпласов ",.П 1, АЛ 9, АЛ 5, АД 1, После бггик;гировэния стру.кки в штлмпе с четырех- сторон,им прилож".ниом усилия получали цьидгвс:ую отру,ккгвуг 1 здготоеку с вы, Г. 11 соцдм,; ,"лй:Г 1 мм ПОСГе ндгре.зд .;Ргь пт 1," температуры горячей ПЛД:1 И .ГО 1 Г;,ОГ 1 ЗЦ; И ОСУЩЕС. ВЛЯЛ г;:".го н 1. по схе :. по:дзэой на фиг 1 1 л)О" дя "лверхоь ь кГнтРйне" и мдтрР,ь иг 1 л ГлпРозтр, пвякуо к тРлпРрдтург д р.той ттрукговпй з:, оговх,.Г;сер- м.; льО установ ,Г 10, тО ест заготовка и прссс э;Гдток коот Г,о. гГ т реьуо пг 1. Гность перпендикугярн,о оси прессогд, я, то нэ поаерхиссти ослеуащой здг 010 гк 1 образуотся здкрьтьг. полости с вг, духо, то снижлет к:,чест 1 о полудемо. го из,-,еля, ЕслГ Гке поверхность гресс-ос. ТЯГКД и ПОСЛЕДУЮЩЕЙ ДГПТ ЯКИ Г 1"1 Е 01 в Г1 У к Г У Г 3 ГО Р и Ус1.Г и Г Г 0 , С 1 д . т с Я и 0 л ДТ Ь ДЛИН НОГЙ 0 НОЕ ИЗДЕ.Р Г КД.ЕСТ- в ной псверх Остью и вы.,экими Г .ХДН 1 ЕГКИГЛИ СЬО СтдаИ. ЦИКЛ ГГ)ЕССОВД- ния осгслт иэ следу 01 х -тдпог здгрузка В -, ТейНЕР ПЕРВОЙ ЗДРОтОВКПРЗССОВДНИЕ 13 Д,ЛЯ; ОТВОД ПУНСОНЭ В ИСХОДОР ГОЛО жени,. Отвод кГ:нтгйнерд; дэле 1 прессад 1 г.ы в обрдзовавштесГрогтрлнстео между котейнером и 1 дтрлци Разврат .,он тейнера в исходное положен:рузкд ггс ГРдуое здг 1"ОРки и прессгг-Г, е. 8 Г 0,"1 ГТ КДСДНИЯ ПРЕДЬДУИЕЙ И ПОСЛ".ДУЮ ЦЕ 1 Л ГОТОВКИ ПРОИСХОДИТ ВЫТЕСГГ 1 ВОЗ духа сндчдлд в прострдГствг Глждувуля гГГ.1 овьами. д здтеГи в злап ГРж, ь",Г ТРйнГ,Гмдтрицей, что пр 1 оодГ тлуР2000883 матрицей. Данные зазоры окаэываются достаточными для удаления воздуха из обьема брикета, но в то же время они настолько малы, что через них не происходит выдавли вание металла.Использование предлагаемого способаполучения длинномерных профилей иэ стружки алюминиевых сплавов по сравнению с существующим позволяет получать 10 иэделие бесконечной длины с высокими механическими свойствами, что важно при последующей обработке давлением и при эксплуатации иэделий. 15 (56) Авторское свидетельство СССР М 1247160, кл. В 22 Р 3/02, 1986, нию качественного иэделия, При внешнем осмотре поверхности полученных профилей не удалось обнаружить поверхности контакта последующей и предыдущей заготовки. Механические свойства, измеренные в разных участках, в продольном и поперечном направлении полученного иэделия отвечают уровню ГОСТ для данной марки материала.ДанныИ способ позволяет исключить процесс вакуумировайия полости контейнера, а также процесс удаления пресс-остатка, осущвствляемого в прототипе, т,к, возвратно-поступательное движение контейнера во время удаления пресс-шайбы способствует образованию зазоров между контейнером и Формула изобретения 1. СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ ИЗ СТРУЖКИ АЛЮМИНИЕВЫХ СПЛАВОВ, включающий очистку стружки, брикетирование с поочередным взаимно перпендикулярным двухосным приложением усилий, соответствующих пределу текучести материала стружки, нагрев заготовки, размещение в контейнере и прессование в матрице с помощью пресс-шайбы с истечением заготовки в направлении, перпендикулярном к оси прессования, отличающийся тем, что прессование осуществляют со ступенчатым сдвигом слоев металла друг относительно друга в радиальном направлении к оси симметрии, причем отношение скоростей истечения металла на последующей и предыдущей ступенях должно быть не менее двух, а отношение скоростей истечения металла на последней ступени и предпоследней должно быть не менее шести. 2025303540 2. Способ по п.1. отличающийся тем, что прессование ведут без удаления пресс- остатка иэ матрицы и поштучной загрузкой заготовок в контейнер, причем высота заготовки должна быть не более 1,7 ее диаметра.3. Способ по п,1, отличающийся тем, что прессование заканчивают. когда кромка пресс-шайбы находится ниже линии стыка контейнера и матрицы на 1-2 мм,4, Способ по п.1, отличающийся тем, что брикетирование осуществляют сначала перпендикулярно к оси брикета, а затем параллельно оси,5. Способ по п.1, отличающийся тем, что брикетирование и прессование осуществляют с помощью пресс-шайбы, имеющей вогнутую торцевую поверхность.2000883 80,с Составитель Н.ШестаковРедактор Н.Семенова Техред М.Моргентал Корректор С, Шекмар Заказ 3101 Тираж Подписное НПО "Поиск" Роспатента113035, Москва, Ж, Раушская наб., 45 Производственно-издательский комбинат "Патент", г, Ужгород, ул. Гагарина 101
СмотретьЗаявка
5015730, 05.12.1991
Шестаков Николай Александрович; Тимофеев Виктор Николаевич Жуков Олег Владимирович; Лемзаков Андрей Рудольфович; Камышев Юрий Анатольевич
Шестаков Николай Александрович, Тимофеев Виктор Николаевич, Жуков Олег Владимирович, Лемзаков Андрей Рудольфович, Канышев Юрий Анатольевич
МПК / Метки
Метки: алюминиевых, длинномерных, профилей, сплавов, стружки
Опубликовано: 15.10.1993
Код ссылки
<a href="https://patents.su/5-2000883-sposob-polucheniya-dlinnomernykh-profilejj-iz-struzhki-alyuminievykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения длинномерных профилей из стружки алюминиевых сплавов</a>
Способ определения характера течения металла заготовки при прессовании

Номер патента: 662225
Опубликовано: 15.05.1979
Авторы: Былов, Дубренская, Рахманов
МПК: B21J 5/00
Метки: заготовки, металла, прессовании, течения, характера
...(24 штуки) размером Ф 110 Х 200 мм из алюминиевого сплава, содержащего 1,4% магния, были разрезаны (каждая) в диаметральной плоскости с образованием: двух полуцилиндров. На плоскости одной из половин каждой заготовки нанесена координатная сетка. Кроме того, были изготовлены 24 диска - шайбы диаметром 110 мм и высотой 30 мм из алюминиевого сплава, легированного медью и магнием. Содержание меди во всех шайбах составляло 0,5%, а содержание магния в них было различным и находилось в пределах 0,5 - 10%. Для матерйала заготовок и для материала каждой шайбы определились значения предела текучести при температуре 400 С.Два,полуцилиндра, составляющие каждую заготовку, сцепляли один с другим и с одной из шайб припомощи штырей, Каждая сборная...
Цилиндрическая сборная заготовка для прессования многослойных изделий

Номер патента: 515545
Опубликовано: 30.05.1976
Авторы: Волин, Журавлев, Карсанов, Скоркина, Чижов
МПК: B21C 23/22
Метки: заготовка, многослойных, прессования, сборная, цилиндрическая
...слоя 3,0 мм и внутреннего слоя 1,0 мм разнотолщинцость составляет 10 - 15%.При определении прочности сцепления слоез кольца от биметаллических труб сплющиваются без разрушения до соприкосновения внутренних стенок, что свидетельствует о вы сокой прочности сцепления разнородных металлов.П р и м е р 2. Сборная заготовка для прессования биметаллических труб из жаропрочного ниобиевого сплава ВН 5 АЭ (системы КВ - МО - Ег - С) и жаростойкого ниобиевого сплава ВН 7 (системы КВ - Т 1 - А 1).Втулку 1 (сплав ВН 5 АЭ) и втулку 2 (сплав ЗН 7) изготавливают из прессованных прутков токарной обработкой. После тщательной промывки и протирки втулку 2 вставляют во втулку 1.Наружный диаметр сборной заготовки 83 мм. Шайбу 3 из сплава ВН 5 АЭ...
Приспособление для прессования стружки

Номер патента: 29180
Опубликовано: 28.02.1933
Автор: Румянцев
МПК: B30B 11/04, C22B 1/24
Метки: прессования, стружки
...соединении ее со штоком пресса, является йрес- совальной доской.Изображенное на чертеже в йерспективном виде приспособление для: прессования стружки состоит из металлического ящика 7 прямоугольной или квадратной формы, открытого снизу и сверху. В нижней своей части ящик с двух своих противоположных. сторон снабжен отверстиями, прямоугольной формы, в которые вставляются бруски 2 - 2 и 3 - 3, служащие для поддерживания в ящике вкладного дырчатого дна 4, Последнее может вкладываться в ящик сверху и укладывается на .бруски 2 и 3, а вынимается вниз по вынимании брусков 2 и 3. С двух противоположных стородящик снабжен ручками 77, 72 для его переноски. Сверху ящика расположена крышка 5, состоящая из плиты,.входящей внутрь ящика, при чем в,...
Заготовка для прессования изделий из порошка

Номер патента: 1266656
Опубликовано: 30.10.1986
Авторы: Бурмистров, Замараев, Мансуров, Хамитов
МПК: B22F 3/20
Метки: заготовка, порошка, прессования
...шайбы выше 0,5 П является нецелесообразным 20 из-за непроизводительного расходаполезного объема корпуса и материала задней шайбы. Изобретение относится к порошковой металлургии, в частности к изготовлению длинномерных изделий прессованием порошка, размещенного внутри герметичного контейнера.Цель изобретения - упрощение технологического процесса.На,фиг, 1 показана схема заготовки для прессования изделий; нафиг. 2 - вариант заготовки, показанной на фиг. 1; на фиг. 3 - схема про"цесса прессования изделия иэ заготовки, показанной на фиг, 2,Заготовка для прессования иэделийиз порошка содержит корпус 1 с полостью 2, заполненной прессуемым порошком, передней 3 и задней 4 шайбами (крышками), Между внутреннимиторцами шайб 3 и 4 и порошком...
Пресс для обработки листового металла

Номер патента: 1303017
Опубликовано: 07.04.1987
Автор: Дитрих
МПК: B21D 28/36
Метки: листового, металла, пресс
...пресса, Матрица 5, ось которой совпадает с осью давления пресса, установлена на опоре 20.Диски 2 и 3 снабжены зубчатыми . венцами 21, взаимодействующими с шестернями 22, связанными с валом 23 при помощи привода 24. Для точной установки дисков 2 и 3 предусмотрены болты 25, установленные с возможностью взаимодействия с втулками 26. Платформа 16 смонтирована на направляющей штанге 27 и связана с цилиндром 28. Узел подачи обрабатываемого материала в рабочую зону выполнен в виде цанги 29, Обрабатываемый материал обозначен позицией 30.Пресс для обработки листового металла работает следующим образом,Обрабатываемый материал 30, захваченный цангой 29, подается в рабочую зону пресса. При этом пластины 19 координатного стола, лежащие на пути...
Предыдущий патент: Способ получения дисперсно-упрочненной меди
Следующий патент: Способ изготовления изделий из металлических порошков и установка для его осуществления
Случайный патент: Чугун