Устройство для изготовления гофрированных рукавов из полимеров
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
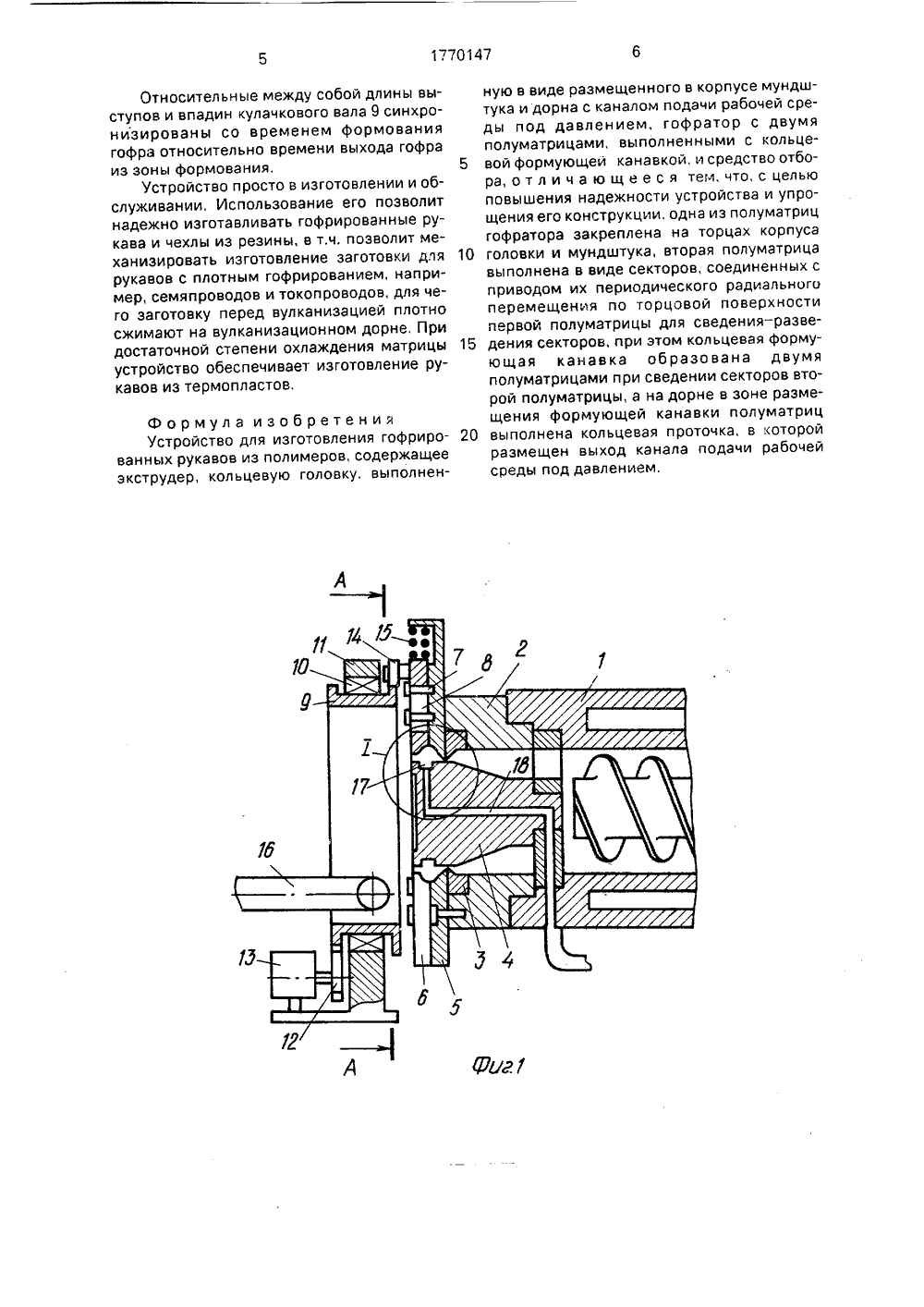
адгезионного материала и уплотнительным кольцом из упругого материала, покрытым антиадгезионной пленкой, расположенным в месте полного смыкания полуматриц гофратора,Недостатком устройства является ненадежность использования ею при изготовлении рукавов из резины из-за большого расстояния между экструдированием и формовкой при гофрировании, т.кс одной стороны, остывание резины увеличивает упругость материала при формовке, а с другой стороны, из-за малой каркасности резины в сравнении с термопластами перемещение ее по длинному дорну крайне ненадежно, особенно в начале изготовления, Кроме того, недостатком известной установки является сложность и связанная с этим малая надежность конструкции в целом и большие габариты,Цель изобретения - повышение надежности устройства и упрощение его конструкции.Поставленная цель достигается тем, что одна из полуматриц гофратора закреплена на торцах корпуса головки и мундштука, вторая полуматрица выполнена в виде секторов, соединенных с приводом их периодического радиального перемещения по торцовой поверхности первой полуматрицы для сведения разведения секторов, при этом кольцевая формующая канавка образована двумя полуматрицами при сведении секторов второй полуматрицы, а на дорне в зонэ размещения формующей канавки полуматриц выполнена кольцевая проточка, в которой размещен выход канала подачи рабочей среды под давлением,На фиг.1 изображен общий вид устройства; на фиг,2 - сечение А - А на фиг.1; на фиг,3 - то же в положении разведенных секторов полуматрицы; на фиг.4 узелна .фиг,1; на фиг.5 - то же, в положении разведенных секторов полуматрицы.Устройство для изготовления гофрированных рукавов из полимеров содержит экструдер 1, кольцевую головку, выполненную в виде размещенного в корпусе 2 мундштука 3 и дорна 4. Гофратор выполнен в виде двух полуматриц 5 и 6, Одна из полуматриц 5 неподвижно закреплена на торцах корпуса 2 головки и мундштука 3. Вторая полуматрица 6 выполнена в виде секторов, смонтированных посредством пальцев 7, размещенных в направляющих пазах 8 первой полуматрицы 5, на торцовой поверхности первой полуматрицы 5, Сектора установлены с возможностью периодического радиального возвратно-поступательного перемещения по торцовой поверхности первой полуматрицы 5 для сведения-разведения секторов посредствомпривода, имеющего кулачковый полый вал9, размещенный на подшипниках 10 в кор 5 пусе 11 привода, передачу 12, мотор 13,ролики 14 подвижных секторов и пружины15 Устройство содержит также средство 16отбора с приводом (на черт. не показан),Кольцевая формующая гофры канавка обра 10 зована двумя полуматрицами 5, 6 прифГдении секторов второй полуматрицы 6, Ана дорне 4 в зоне размещения формующейканавки полуматриц 5, 6 выполнена кольцевая проточка 17, в которой размещен выход15 канала 18 подачи рабочей среды, например,сжатого воздуха, под давлением.Устройство работает следующим образом.Устанавливают кулачковый вал 9 в поло 20 жение разведенных секторов полуматрицы6, включают экструдер, выдавливаемая резиновая масса формируется в кольцевой головке в виде трубы 19, включают подачусжатого воздуха в кольцевую проточку 17,25 способствующего надежному перемещению трубы 19 по дорну 4 на средство 16отбора, вместе со сжатым воздухом подаютПАВ для предотвращения слипания трубы19, таким образом получают участки рукава30 без гофр. С наступлением установ вшегосярежима экструдирования рукава включаютмотор 13 привода секторов полуматрицы 6,при повороте кулачкового вала 9, когда ролики 14 под действием пружин 15 попадают35 во впадины кулачкового вала 9, сектора полуматрицы 6 сходятся радиально и пережимают экструдируемую трубу 19 на дорне 4,после чего под действием сжатого воздухаиз кольцевой проточки 17 постоянно экстру 40 дируемая труба 19 раздувается и формируется в гофр в кольцевой формующейканавке, образованной полуматрицей 5 исекторами полуматрицы 6; когда ролики 14попадают на выступы кулачкового вала 9,45 сектора полуматрицы 6 расходятся л делаютвозможным выход образовавшегося гофраиз зоны формования (см, фиг,5), сжатый воздух в проточке 17 способствует этому. Придальнейшем повороте кулачкового вала 950 ролики 14 попадают в следующие впадиныи цикл формования следующего гофра повторяется, Далее средство 16 передает полученный рукав к средствам термообработкирукава (на чертеже не показаны),55Скорость вращения кулачкового вала 9синхронизирована со скоростью экструдирования. С увеличением количества секторов полуматрицы 6 скорость кулачкового вала 9 уменьшается.Относительные между собой длины выступов и впадин кулачкового вала 9 синхронизированы со временем формования гофра относительно времени выхода гофра из зоны формования.Устройство просто в изготовлении и обслуживании, Использование его позволит надежно изготавливать гофрированные рукава и чехлы из резины, в т.ч. позволит механизировать изготовление заготовки для рукавов с плотным гофрированием, например, семяпроводов и токопроводов, для чего заготовку перед вулканизацией плотно сжимают на вулканизационном дорне, При достаточной степени охлаждения матрицы устройство обеспечивает изготовление рукавов из термопластов. Формула изобретения Устройство для изготовления гофрированных рукавов из полимеров, содержащееэкструдер, кольцевую головку, выполненную в виде размещенного в корпусе мундштука и дорна с каналом подачи рабочей среды под давлением, гофратор с двумя полуматрицами, выполненными с кольце вой формующеи канавкой, и средство отбора, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности устройства и упрощения его конструкции, одна из полуматриц гофратора закреплена на торцах корпуса 10 головки и мундштука, вторая полуматрицавыполнена в виде секторов, соединенных с приводом их периодического радиального перемещения по торцовой поверхности первой полуматрицы для сведения - разве дения секторов, при этом кольцевая формующая канавка образована двумя полуматрицами при сведении секторов второй полуматрицы, а на дорне в зоне размещения формующей канавки полуматриц 20 выполнена кольцевая проточка, в которойразмещен выход канала подачи рабочей среды под давлением,роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101г аказ 3702 ТиражВНИИПИ Государственного комитета по изобрет113035, Москва, Ж, Раушс Подписноеям и открытиям при ГКНТ С наб 4/5
СмотретьЗаявка
4910652, 15.02.1991
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ РЕЗИНОВОЙ ПРОМЫШЛЕННОСТИ
ЮРОВ НИКОЛАЙ СЕМЕНОВИЧ, ШИРЯЕВ ВИКТОР АЛЕКСАНДРОВИЧ, СМИРНОВ ЮРИЙ ПАВЛОВИЧ, СТЕБУНОВ ЮРИЙ ПАВЛОВИЧ, СМИРНОВ АРКАДИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B29C 53/22, B29C 59/02, B29D 23/18
Метки: гофрированных, полимеров, рукавов
Опубликовано: 23.10.1992
Код ссылки
<a href="https://patents.su/5-1770147-ustrojjstvo-dlya-izgotovleniya-gofrirovannykh-rukavov-iz-polimerov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления гофрированных рукавов из полимеров</a>
Устройство для съема резинотканевого рукава с дорна

Номер патента: 471209
Опубликовано: 25.05.1975
Авторы: Воробьев, Магид, Шапиро, Шмуйлович
МПК: B29C 33/46, B29C 33/72, B29D 23/00
Метки: дорна, резинотканевого, рукава, съема
...10 по ее направляющим ползунами 11, на которых закреплены обхватывающие рукав 3 на дорне 2 петли 12 троса 13.Каретка 9 выполнена подвижной от пневмоцилиндра 14 с толкателем 15 ц снабжена установленным соосно с дорном 2 упором 16, расположенным на штоке пневмоцилиндра 17 ц противовесом 18 возврата каретки 9. Конусная головка 6 для подачи давления в рукав 3 расположена на траверсе 19 трехпозиционных пневмоцилцндров 20.Устройство работает следующим образом.Дорн 2 с рукавом 3 укладывают на опорныеролики 1 и зажимают пневмозажнмами 4 для предотвращения осевого смещения.471209. 1 О 3 /5 При включении трехпозиционных пневмоцилиндров 20 сменная конусная головка 6 входит в зазор между рукавом 3 и дорном 2, Одновременно подают воздух в...
Кулачковая муфта для передачи вращения валу на заданные углы

Номер патента: 189256
Опубликовано: 01.01.1966
Автор: Мангутов
МПК: F16D 11/10, F16H 27/10
Метки: валу, вращения, заданные, кулачковая, муфта, передачи, углы
...ко Известны кулачковые муфты дл ращения валу на заданные угл олумуфт которых подпружинена направлении. Однако они не имею фиксирующего полумуфту после е, а включающий элемент расп уфты в виде сервопривода. Така ция муфт усложняет их монтаж и На неподвижном основании 8 смонтированфиксирующий элемент в виде ролика 9, который в момент выключения западает в торцовые впадины 10 полумуфты 2, предотвращая 5 тем самым угловое смещение полумуфты и ведомого вала. Количество впадин на полумуфте 2 ограничено ее быстродействием.Для реверса полумуфты впадины расположены симметрично. Перекосы полумуфты 2 10 устраняются посредством двух роликов, расположенных диаметрально противоположно, При подаче импульса на включение включающий силовой...
Устройство для обработки кулачковых валов

Номер патента: 1036501
Опубликовано: 23.08.1983
МПК: B24B 19/12
Метки: валов, кулачковых
...тормоз. Кроме того, навтулке подшипника копирного вала выполнены торцовые зубья с односторонним наклоном, зацепляющиеся с аналогичными зубьями полумуфты 16, установленной на шлицах копирного вала 7.Пружина 17 служит для замыкания муфты, а конечный выключатель 18 взаимодт".йствует с буртом полумуфты 16 приее размыкании, Приводной двигатель 19связан с копирным валом 7 передачейи шарнирами Гука (на Фиг. 1 не показаны ) для обеспечения передачи враще"ния к копирному валу 7 совершающемукачательное Формообразующее движение.Конечный выключатель 18 подсоединенк счетчику 2 П импульсов, например шаговому искателю, выходы которого связаны с блоком 21 путевых выключателейи реверсивным пускателем 22 двигателя 19Кулацки обрабатываемой детали...
Устройство для совмещения деталей в виде вала и втулки

Номер патента: 1247957
Опубликовано: 30.07.1986
МПК: H01G 13/00, H05K 3/00
Метки: вала, виде, втулки, совмещения
...3, спутника-носителя 4, упругого элемента 5, выполненного, например, в виде плоской пружины сотогнутыми лепестками шайбы б, стопорного кольца 7, фиксатора 8, фиксирующая часть которого выполненав виде шаровой опоры и трех регулируемых упоров 9,Устройство работает следующимобразом.Из накопителя, например вибролотка, вибробункера или кассеты не показан) механизмом 1 вертикального(относительно шаровой опоры) перемещения собираемых деталей напримерприсоской деталь 2 переносится вкрайнее положение сборки, Транспортирующий механизм 3 со спутником-носителем 4 совершает перемещение нашаг, фиксатор 8 с шаровой опоройвходит в гнездо Фиксации спутниканосителя 4, имеющего три степенисвободы, Фиксирует в горизонтальномположении и перемещает...
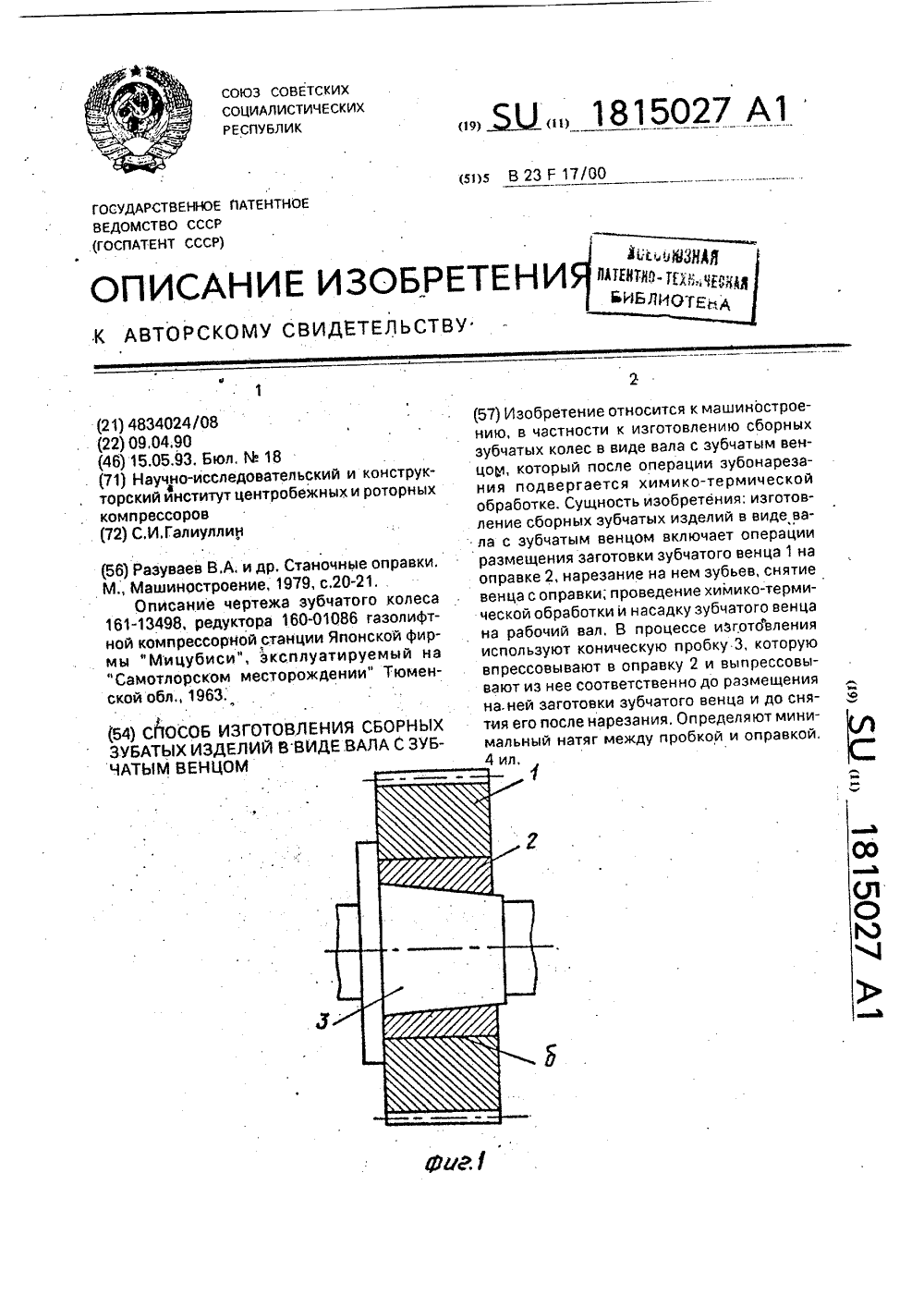
Способ изготовления сборных зубчатых изделий в виде вала с зубчатым венцом
Номер патента: 1815027
Опубликовано: 15.05.1993
Автор: Галиуллин
МПК: B23F 17/00
Метки: вала, венцом, виде, зубчатым, зубчатых, сборных
...послеконической пробки, мм,На фиг,1 показан зубчатый венец изделия после операции насадки его на оправкуи нарезания зубьев; на фиг.2 - оправка после операции впрессовки в нее коническойпробки; на фиг,З - зубчатый венец изделияпосле операции нарезания зубьев и выпрессовки конической пробки; на фиг,4 -зубчатое изделие после операции химикотермической обработки зубчатого венца инасадки его на рабочий вал,После насадки зубчатого венца на рабочий вал с рабочим натягом - д происходитувеличение диаметра зубчатого венца. Дляисключения влияния указанного явления наточность изготовления изделия нарезку зубчатого венца выполняют после насадки егона оправке с тем же рабочим натягом.из вк то где Нпь - минимальный натяг между оправкой и...
Предыдущий патент: Пеногенерирующая установка для приготовления и нанесения быстротвердеющей полимерной пены
Следующий патент: Устройство для посадки бортовых колец на сборочный барабан
Случайный патент: Контрольно-измерительное устройство сигн