Способ получения литейной остастки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1734923
Автор: Колонтаевский





Текст
Способ получения литейной оснастки осуществляют следующим образом,Нагретую до температуры пластического деформирования оболочку И устанавливают на формообразующую поверхность Я.Вакуумируют поверхность Ч и производят смещение с помощью шарика 12, который установлен в держатель 15 и удерживается здесь за счет вакуумирования полости Р, При этом в каналы Н подается разделительный состав, а в каналы М - газообразный теплоноситель.Способ формирования формообразующей поверхности и с компенсацией веса нормализованного элемента вакуумированием является более предпочтительным, так как позволяет полностью компенсировать вес нормализованного элемента, что повышает технолочность.Способ формирования формообразующей поверхности изменяемой конфигурации предпочтителен для способов литья, в которых формообразующее устройство непосредственно формирует отливку - литье в металлические формы, а также для процессов формообразования, в которых модельная оснастка должна быть газопроницаемой, напримерр вакуумная формовка.Способ формования формопбразующей поверхности, включающий установку оболочки, наиболее предпочтителен для способов литья, предъявляющих высокие требования к шероховатости формообразующей поверхности.Гибкий производственный модуль для получения отливок литьем в кокиль, оснащенный средствами автоматизации технологического процесса, выполнен в виде карусельной установки и содержит установленные на кокильной машине механизм 16 сборки и раскрытия кокиля, формообразующие поверхности которого содержат формообразующие поверхности изменяемой конфигурацией, установленное на позиции заливки заливочное устройство 17, установленный на позиции объема механизм 18 для извлечения отливки. установленный на позиции изменения конфигурации формообразующих поверхностей, оснащенный устройством 19 числового программного управления, рабочий орган которого установлен с возможностью перемещения по трем координатам.Гибкий производственный модуль для получения разовых песчано-глинистых форм и стержней, оснащенный средствами автоматизации технологического процесса, включает замкнутый контур 20 изготовления форм и замкнутый контур 21 изготовления стержней, Замкнутый контур 205 10 15 20 25 30 35 40 45 50 55 содержит связанные между собой рольгангами механизм 22 сборки модельной плиты с полуформой, поступившей с позиции выбивки, механизм 23 заполнения полученного объема формовочной смесью, механизм 24 управления смеси, механизм 25 разделения модельной плиты с полуформой, которую затем направляют на позицию сборки, а модельную плиту - на позицию оснащенного устройством числового программного управления механизма 26 для изменения конфигурации формообразующей поверхности модельной плиты. Механизм 26 для изменения конфигурации формообразующей поверхности содержит устройство для установки модельной плиты из исходного положения в положение для изменения конфигурации и обратно, устройство для подготовки формообразующей поверхности, которая включает удаление имеющейся оболочки деструкцией и выравнивание формообразующей поверхности, устройство подготовки и установки термопластической оболочки, устройство для осуществления способа деформирования формообразующей поверхности, включающего установку оболочки,Гибкий производственный модуль работает следующим образом.При поступлении команды из автоматизированной системы управления технологическим процессом соответствующая модельная плита (плиты) направляется на позицию механизма 26 для изменения конфигурации, где после подготовительных операций и операции установки оболочки осуществляется формирование заданной формообразующей поверхности методом обкатывания в соответствии с управляющей программой устройства числового программного управления. Затем модельная плита направляется на позицию 22 сборки, С целью сокращения времени переналадки производства формирование формообразующей поверхности может быть выполнено для комплекта сменных модельных плит с последующей заменой рабочего модельного комплекса.Аналогичные операции выполняются для формования формообразующих поверх- костей стержневого ящика,По предлагаемому способу формообразующее устройство работает следующим образом.При необходимости изменения конфигурации формообразующей поверхности регулировкой силового воздействия привода 5 устанавливают величину усилия, при котором сила трения между нормализованными элементами 3 препятствует их самопроизвольному смещению. Послеформирования заданной формообразующей поверхности устанавливают величину усилия таким, чтобы предотвратить смещение нормализованных элементов в процессе эксплуатации. Регулировка силового воздействия может быть выполнена автоматически. В связи с незначительными перемещениями стенок обечайки при различных нагрузках предпочтительным является устройство, изображенное на фиг.2, как более дешевое и простое в изготовлении, более надежное в эксплуатации. Смещение нормализованных элементов производят, например, методом обкатывания сферой или роликом с помощью рабочего органа, который перемещается по заданной программе. Смещение может быть выполнено автоматически. Вследствие частичной компенсации веса нормализованного элемента вакуумом уменьшается необходимая величина, сжимающего усилия, силы трения, усилия смещения со стороны рабочего органа, что позволяет повысить точность величины смещения. После окончания формирования заданной поверхности регулировкой силового привода устанавливают величину сжимающего усилия, препятствующего самопроизвольному смещению нормализованных элементов впроцессе эксплуатации.Способ получения литейной оснастки,включающий установку пластиковой обо 5 лочки, позволяет упростить процесс формирования, так как здесь совмещеныоперации получения заданной конфигурации формообразующей поверхности и оболочки, а также закрепления оболочки на10 концах нормализованных элементов, исключается операция засыпки сыпучим материалом; так как нормализованные элементыустановлены вплотную друг к другу.Формула изобретения15 Способ получения литейной оснастки,включающий установку игольчатых элементов в обечайку, формирование рабочей поверхности и наложение на нее оболочки, о т л ич а ю щ и й с я тем, что, с целью упрощения20 технологического процесса, оболочку выполняют из термопластического материала,нагревают и перед формированием рабочейповерхности накладывают снизу на игольчатые элементы, а с другой стороны игольча 25 тых элементов подводят вакуум, при этомформирование рабочей поверхности осуществляют воздействием на оболочку рабочиморганом, перемещаемым по заданной программе,301734923 и Составитель Е,БудановРедактор Н.Гунько Техред М,Моргентал Коррект емчик ул,Гагарина, 10 Производствен но-издател ьский комбинат "Патент", г. Уж ф Заказ 2096 Тираж ВНИИПИ Государственного комитета и 113035, Москва, ЖПодписноеобретениям и открытиям при ГКНТ СССРаушская наб., 4/5
СмотретьЗаявка
4188198, 28.01.1987
КАШИРСКИЙ ЛИТЕЙНЫЙ ЗАВОД "ЦЕНТРОЛИТ"
КОЛОНТАЕВСКИЙ ЛЕВ ИВАНОВИЧ
МПК / Метки
МПК: B22C 7/00
Опубликовано: 23.05.1992
Код ссылки
<a href="https://patents.su/5-1734923-sposob-polucheniya-litejjnojj-ostastki.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения литейной остастки</a>
Чувствительный элемент частотного преобразователя усилий и способ определения области приложения усилий в чувствительном элементе преобразователя усилий

Номер патента: 1400246
Опубликовано: 30.08.1990
Авторы: Емельянова, Зотов, Кожухова, Серов
МПК: G01L 1/18
Метки: области, преобразователя, приложения, усилий, частотного, чувствительном, чувствительный, элемент, элементе
...с ко 11 пенс 11 руащего дырочкогоэнергетического уровня в эоцу проводимости, что вызывает уменьшение сопротивления и дальнейшее увеличеиие:напряженности пс 51 я в этом месте, аэто, в свою очередь, соответственно увеличивает количество носителей, переходяц 7 кх Б зону проводимости Про исходит лавинообразный процесс, приБодяп 51 й к полному выбросу электро нов с дырочкых энергетических уровней компенсации в зону проводимости, Структура переходит в состояние отрицательного днеренцкального сопротивления, в ней Образуется шнур така, .Сопротинлекне чувствительногоэлемента в шкуре резко падает до двух порядков. Капряжекцость электрического поля резко возрастает. Прн этом йапряжение, приложенное к чувствительному элементу пвактически полностью...
Устройство формирования радиосигналов с заданным законом изменения частоты

Номер патента: 374694
Опубликовано: 01.01.1973
Авторы: Вайсман, Карнаушевский, Солодарь
МПК: H03B 23/00
Метки: заданным, законом, изменения, радиосигналов, формирования, частоты
...работу - на фиг. 2.1 О Устройство формирования радиосигналовс заданным законом изменения частоты содержит последовательно соединенные задающий генератор 1 и фазосдвигающее устройство 2, к управляющему входу которого под ключены последовательно соединенные генератор напряжения заданной формы 3 и интегратор 4, Управляющий вход интегратора 4 подключен к источнику опорного напряжения 5 через последовательно соединенные нуль орган б и сбрасывающий 1 ключ 7. Второй входнуль-органа б подключен к выходу интегратора 4374694 фиг 1 рой вход нуль-органа б, на первый вход которого подается опорное напряжение У с которым сравнивается выходное напряжение интегратора, В момент равенства Уоп= Бинт нуль-орган б вырабатывает короткий импульс (1=, (см....
Устройство для сбора клеток с поверхности слизистых оболочек

Номер патента: 1074536
Опубликовано: 23.02.1984
Авторы: Арзуманян, Барышев, Кузьмин, Лебедев, Першин, Скрябин
МПК: A61M 1/00
Метки: клеток, оболочек, поверхности, сбора, слизистых
...участка слизистой оболочки.Цель изобретения - сбор клетокс локального участка.Эта цель достигается тем, что вустройство для сбора клеток с поверхности слизистых оболочек, содержащеедвухкамерный насос с трубками длянагнетания и отсасывания жидкости,емкость для сбора смыва и рукоятку,дополнительно снабжено сферическимсъемным наконечником с распылителем,а емкость для сбора смыва шарнирносоединена с трубкой для нагнетанияжидкости с возможностью ее поворотав поперечном направлении.На фиг. 1 изображено предлагаемое устройство, вид спереди; нафиг. 2 - то же, вид сверху,Устройство состоит иэ насоса 1,наконечника 2, мателлических трубок3 и 4, Трубка 3 одним концом соединена с полостью 5 насоса 1, другойее конец эапаян, имеет отверстия...
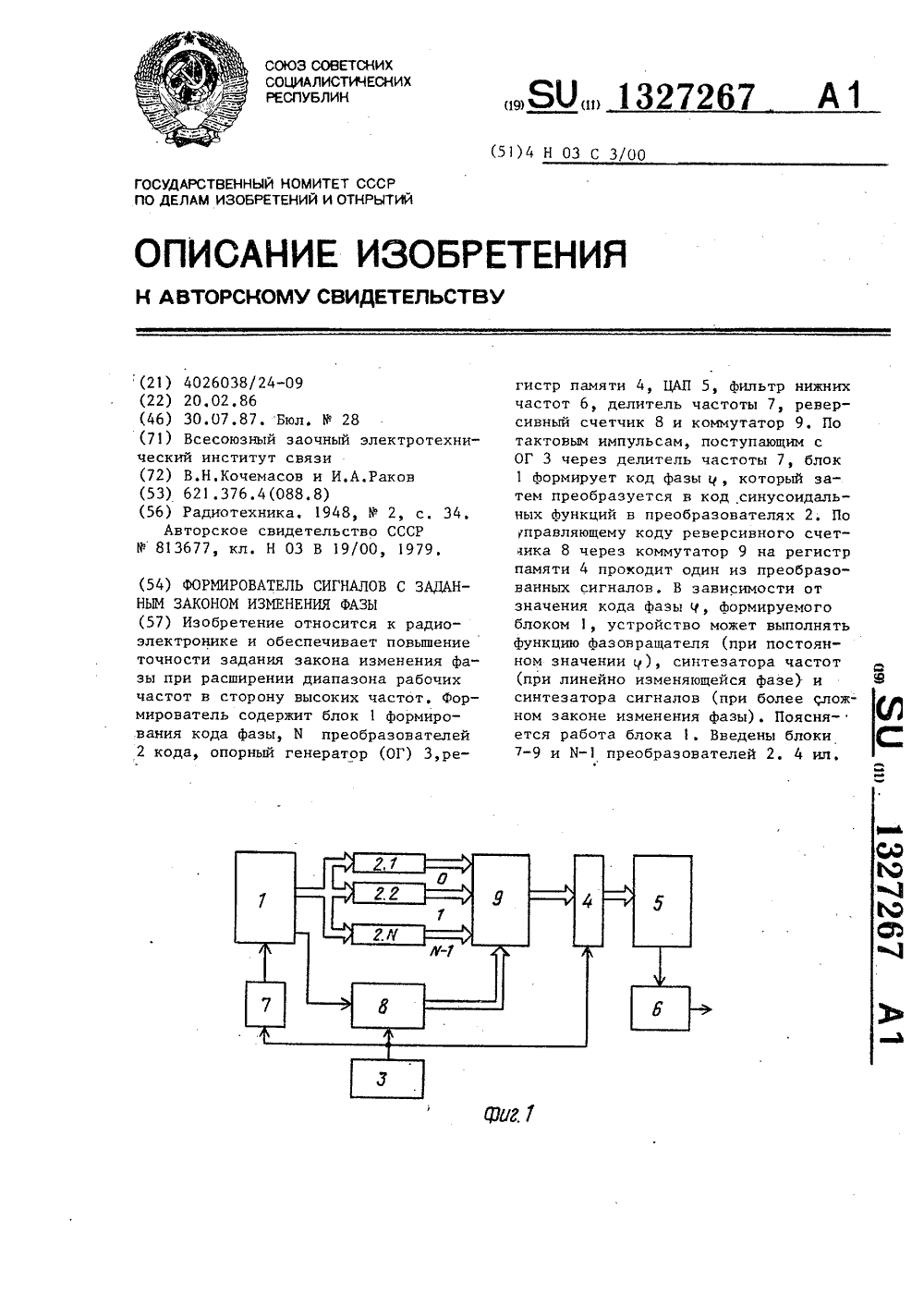
Формирователь сигналов с заданным законом изменения фазы
Номер патента: 1327267
Опубликовано: 30.07.1987
МПК: H03C 3/00
Метки: заданным, законом, изменения, сигналов, фазы, формирователь
...с кодом Фазы ц в блоке 1 формирования кода Фазы. Двоичный код числа (т) шоЖ с выхода реверсивного счетчика 8 поступает на управляющий вход коммутатора 9.На выход коммутатора 9 при этом поступает код с М-(ш)шов=го его сигнального входа, Импульс с выхода опорного генератора 3, поступающий на тактовый вход регистра 4 памяти, осуществляет запись в него кода с выхода коммутатора 9, и на выходе ЦАП 5 формируется напряжение, пропорциональное записанному коду. ФНЧ6 пропускает на выход устройства первую гармонику сформированного сигнала.Вся разрядная сетка блока 1 формирования кода Фазы и преобразователей кода 2 . 2используется дляреализации отклонения заданного закона изменения фазы от линейного, соответствующего несущей частоте, Приэтом...
Штамп для формовки внутренних выступов в трубчатой детали

Номер патента: 1117102
Опубликовано: 07.10.1984
Авторы: Корепанов, Кузнецов, Мансурова, Фалитнов
МПК: B21D 22/02
Метки: внутренних, выступов, детали, трубчатой, формовки, штамп
...плите, и центральный стержень жестко связан с подвижной плитой.Кроме того, центральный стержень выполнен с продольными ребрами, расположенными на его боковой поверхности с возможностью входа между секторами и имеющими криволинейную наружную поверхность с кривизной, соответствующей кривизне Формуемого участка детали.При этом штамп снабжен жестко закрепленной на подвижной плите коаксиально центральному стержню обоймой с внутренним диаметром, соответствукнцим наружному диаметру готовой детали, и имеющей радиально расположенные сквозные пазы для размеще,ния в них деформирующих пуансонов. Центральный стержень установлен на подвижной плите с воэможностью осевого перемещения и подпружинен к ней.На фиг. 1 изображен предлагаемый штамп, продольный...
Предыдущий патент: Дозирующее устройство
Следующий патент: Литейная постоянная модель
Случайный патент: Расщепленная фаза воздушной линии электропередачи