Способ электрохимической размерной обработки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
)5 В ОПИСАНИЕ ИЗОБРЕТЕН ТОРСКОМУ СВИДЕТ СТВУ(21) 4282839/ (22) 22.07,87 (46) 07.05,92. (72) Н.З.Гима (53) 621.9.047 (56) Авторско М 717847, кл Бюл. М 17в и С,В,Безруков088.8)свидетельство СССВ 23 Н 3/02, 1977,(54)СПОСОБ МЕРНОЙ ОБР (57) И зоб рете нию, в частно мерной обра повышение и Л Е КТРОХИМИЧ Е СКОЙАБОТКИие относится к машиностсти к электрохимическойке. Цель изобретензводительности путем роераз; ия -бот рои реГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается электрохимической размерной обработки.Цель изобретения - повышение производительности обработки путем оптимизации условий злектрохимического растворения в рабочем цикле,На фиг. 1-3 приведены диаграммы токов и напряжений, поясняющие предлагаемый способ; на фиг. 4 - блок-схема устройства для его реализации; на фиг. 5 - временные диаграммы работы устройства,В начале обработки (фиг. 1) на кривой напряжения (О) нет "провала". Оптимальным является подача импульса технологического тока О) симметрично относительно момента наибольшего сближения электродов (мин),При углублении электрода-инструмента в заготовку (фиг. 2) на кривой напряжения (О) появляется "провал", причем выброс напряжения после момента наибольшего сближения больше, чем при сближении электродов, что говорит о том, что сопротивгулировки фазы подачи тока при колебаниях электрода-инструмента. Используют импульсный источник питания, подающий импульсы в моменты сближения электрода-инструмента при его колебаниях. Наблюдают текущее значение напряжения на межэлектродном промежутке, особо выделяя выбросы напряжения на участках сближения и разведения электродов. При этом задерживают подачу импульса при преобладании выбросов на участке сближения или подают импульс с опережением при преобладании выбросов на участке разведения, 5 ил. ление электролита на участке сближения меньше, и оптимальная зона, соответственно, смещена к моменту сближения электродов, Оптимальным будет подача импульса тока с опережением относительно момента наибольшего сближения электродов (на фиг. 2 показано пунктиром).Условия протекания электролита через зазор могут быть таковы, что вследствие турбулентных явлений сопротивление промежутка на участке сближения электродов больше, чем на участке разведения (фиг, 3), что проявляется в виде большего выброса напряжения в начале импульса, Оптимальным будет сместить импульс тока вправо до выравнивания величины выбросов (на фиг.3 показано пунктиром).Необходимо отметить, что большое разнообразие электродов-инструментов (и соответственно различных вариантов гидродинамических условий), а также различные свойства источника питания приводят к тому, что форма импульсов в начале обработки может отличаться от изображенной на фиг. 1, но во всех случаях в начале обработки оптимальным будет совмещение с максимумом напряжения с моментом максимального сближения электродов друг к другуИзменения формы кривой импульса напряжения с физической точки зрения можно объяснить следующим образом.По мере углубления электрода-инструмента в заготовку гидравлическое сопротивление мекэлектродного промежутка увеличивается, При сближении электродов происходит сжатие электролита, что создает оптимальные условия обработки (фиг, 2:. При разведении электродов происходит разрежение, что ухудшает условия обработки, т.е. оптимальная зона смещается в сторону времени сближения электродов, Соответственно и импульс напряжения желательно сместить в сторону оптимальных гидродинамических условий, причем о величине оптимального смещения импульса можно судить по величине максимумов напряжения до момента максимального сближения электродов и после него.После смещения импульс напряжения станет несимметричным относительно момента времени максимального сближения электродов, но свидетельством нахождения импульса в оптимальной зоне электрохимической обработки служит равенство максимумов напряжения до момента максимального сближения электродов и после него.Однако при дальнейшем увеличении разницы между моментом времени минимального зазора и моментом времени подачи импульса напряжения оптимальная зона смещается в сторону больших межэлектродных зазоров, поэтому гидравлические потери уменьшаются, скорость истечения электролита увеличивается и может возникнуть турбулентное течение электролита. В результате возникновения кавитационных явлений электрическое сопротивление межэлектродного промежутка увеличивается, что проявляется в выбросе импульса напряжения при сближении электродов (фиг, 3).Поэтому момент подачи импульсного напряжения сближают к моменту времени минимального межэлектродного зазора, причем сближают эти моменты до тех пор, пока выбросы импульсного напряжения при сближении и удалении электродов не станут равными друг с другом (пунктирные линии на фиг,2 и 3),На фиг. 4 показан пример автоматического осуществления способа при использовании управляемого источника технологического тока, т,е. источника, у которого форма и длительность импульса задаются управляющим сигналом,Схема состоит из датчика 1, установлен 5 ного на валу двигателя вибратора, к выходукоторого подключена схема управленияключами 2 и генератор 3 пилообразного напряжения, Схема управления ключами управляет ключами 4-7,10 Напряжение межэлектродного промежутка подается через ключи 4 и 5 и диоды 8и 9 на конденсаторы 10 и 11 и входы дифференциального усилителя 12, Вход дифференциального усиления 12 через ключ 715 подключен к входу интегратора 13, выходкоторого подключен к входу компаратора14. К второму входу компаратора 14 подключен выход генератора 3 пилообразного напряжения. Выход компаратора подключен к20 входу устройства формирования управляющего сигнала источника 15 технологического тока. С датчика 1 поступаютпрямоугольные импульсы, синхронные вибрации электрода-инструмента, причем один25 из фронтов (например, задний) совпадает смоментом максимального сближения электродов.Схема управления ключами 2 состоит иззадержек, срабагываощих от фронтов им 30 пульсов, поступающих на ее вход, Ключ 4замкнут до момента максимального сближения электродов. Ключ 5 замкнут после момента максимального сближенияэлектродов. На конденсаторе 10 запомина 35 ется максимальное значение напряжениядо максимальноо сближения электродов,На конденсаторе 11 запоминается максимальное значение напряжения после момента максимального сближения40 электродов,При напряжении на конденсаторе 10выше, чем на конденсаторе 11, на выходедифференциального усилителя 12 отрицательное напряжение, в противном случае -45 положительное. После окончания импульсатехнологического тока на короткое времязамыкается ключ 7 и результат сравненияпоступает на вход интегратора 13, Интегратор изменяет напряжение на своем выходе.50 После размыкания ключа 7 замыкаютсяключи б и происходит сброс напряженияконденсаторов 10 и 11, подготавливаетсяследующий цикл измерения,55 Напряжение на выходе интегратора задает момент включения импульса технологического тока известным методом - путем сравнения напряжения с пилообразным напряжением, синхронным с вибрацией электродов,П р и м е р, Производят электрохимическую обработку стали 40 Х 13 в 10 ,-ном водном растворе азотнокислого натрия на глубину 10 мм с использованием электрода- инструмента площадью 150 м на станкегСЭПА, Режим обработки следующий:Частота импульсов напряжений и колебаний электродаинструмента, Гц 50 Длительность импульсовнапряжения,мс 7 Амплитуда колебанияэлектрода-инструмента, ммАмплитуда импульса напряжения в момент максимального сближения электродов, В 10 0,2 Временные диаграммы работы устройства показаны на фиг. 5, где Я - график изменения межэлектродного промежутка;- технологический ток (величина, задаваемая источником технологического тока); О - напряжение межэлектродного промежутка (величина, определяемая током и сопротивлением межэлектродного промежутка); О- напряжения на конденсаторах 10 и 11 соответственно; Онх - напряжение, поступающее на вход интегратора 13: Овых напряжение на выходе интегратора 13; Огнапряжение генератора 3 пилообразного напряжения,Способ реализуется следующим образом.В начале обработки середина импульса технологического тока совпадает с максимальным сближением электродов, По мере углубления электрода-инструмента в заготовку начинают изменяться условия обработки и выброс напряжения во второй части импульса становится больше, чем в первой. Конденсатор 11 заряжается больше, чем конденсатор 10.В момент замыкания ключа 7 на выходе усилителя 12 напряжение положительное и тем больше, чем больше разность напрялсений на конденсаторах 10 и 11, За время, пока замкнут ключ 7, напряжение на интеграторе уменьшается на величину, зависящую от входного напряжения. Момент сравнения пилообразного напряжения с напряжением интегратора наступает раньше, соответственно раньше происходит и формирование импульса технологического тока. Сдвиг импульса технологического тока относительно фазы вибрации приводит к получению оптимальных условий обработки,Давление электролита навходе межэлектродного промежутка, МПа 0,25Температура электролита в баке, С 185 В начале обработки, в момент врезанияэлектрода-инструмента в заготовку до глубины 0,3-0,5 мм, максимальное значениевыброса импульса напряжения совмещаютс моментом максимального сближения10 электродов путем смещения импульса напряжения относительно этого момента всторону опережения или запаздывания, Затем по мере углубления электрода-инструмента в заготовку и образования выбросов15 импульсного напряжения на участках сближения и удаления электродов поддерживают равенство этих выбросов. Импульснапряжения смещается в сторону опережения момента максимального сближения20 электродов, если выброс напряжения присближении электродов меньше, чем выброснапряжения при их удалении, и смещаетсяимпульс напряжения в сторону запаздывания, если этот выброс при сближении выше,25 чем выброс напряжения при удалении электродов,Проведенные замеры размеров обработанных полостей показали высокие технологические показатели злектрохимической30 обработки с использованием предлагаемого способа: скорость подачи 0,5 мммин, т,е.увеличилась на 17 точность копированияэлектрода-инструмента в пределах 0,010,03 мм, стабильность размеров пяти обра 35 ботанных полостей в пределах .+0,01 мм.шероховатость поверхности в пределах Ка1,25-0,32 мкм,Формула изобретенияСпособ электрохимической размерной40 обработки, в котором при использованииимпульсного источника напряжения с подающей вольтамперной характеристикой обработку выполняют при вибрации одного изэлектродов и подаче импульсов напряжения45 в фазе сближения электродов, при этом контролируют текущее значение напряженияимпульсов, особо выделяя вопросы напряжения на участках сближения и разведенияэлектродов, о т л и ч а ю щ и й с я тем, что,50 с целью повышения производительности,регулируют момент подачи импульсов относительно момента максимального сближения электродов, при этом задерживаютподачу импульса при преобладании выбро 55 сов напряжения на участке сближения иподают импульсное напряжение с опережением при преобладании выбросов на участке разведения,1731488 10 едакто Корректор Д.Сы екар Т ССС Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 10 Заказ 1541 ВНИИПИ Г Составитель Р,МельдТехред М,Моргентал Тираж Подписноерственного комитета по изобретениям и открытиям и 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4282839, 22.07.1987
ПРЕДПРИЯТИЕ ПЯ А-7555
ГИМАЕВ НАСИХ ЗИЯТДИНОВИЧ, БЕЗРУКОВ СЕРГЕЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B23H 3/02
Метки: размерной, электрохимической
Опубликовано: 07.05.1992
Код ссылки
<a href="https://patents.su/5-1731488-sposob-ehlektrokhimicheskojj-razmernojj-obrabotki.html" target="_blank" rel="follow" title="База патентов СССР">Способ электрохимической размерной обработки</a>
Устройство для измерения высоких напряжений

Номер патента: 718792
Опубликовано: 29.02.1980
Автор: Чаленко
МПК: G01R 15/00, G01R 19/00
Метки: высоких, напряжений
...При этом управляемый электрод смещен в пространстве к одному из основных электродов противоположной полярности, а остальные дополнительные электроды р азмещены между основными электродами и подключены к входу регистрирующего прибора.718792 аз 2922/13 ираж 1033 НПО Поиск1 зд. М 172Подпис ография, пр. Сапунова На чертеже схематически изображено предложенное устройство для измерения высоких напряжений,Устройство представляет собой диэлектрический резервуар 1, заполненный раствором 2 полярного диэлектрика в неполярном (например, ацетона, спиртов в четырех- хлористом углероде, керосине и т, д.). Внутри резервуара 1 расположены основные электроды 3, 4 с чередующейся полярностью, к которым подводится измеряемое напряжение. Дополнительный...
Устройство для измерения максимального падения напряжения электрической дуги на контактах коммутационного аппарата

Номер патента: 922651
Опубликовано: 23.04.1982
Авторы: Варзар, Воскресенская
МПК: G01R 19/30
Метки: аппарата, дуги, коммутационного, контактах, максимального, падения, электрической
...напряжения.электрической дуги на контактах..Для достижения поставленной цели вустройство для измерения максимального у 5падения напряжения электрической дуги наконтактах коммутационного аппарата, софдержащее входной делитель напряжения иизмерительный прибор, введены накопительная емкость, диод, два оптоключа, порого- .З 0 .вый источник света, причем накопительная емкость подключена через диод ипервый оптоключ параллельно нижнемуплечу делителя и пороговому источникусвета, а через второй оптоключ-параллель 35но измерительному прибору, вход второго оптоключа соединен с пороговым источником света, а вход первого оптоключа соединен с коммутационным аппаратом.40На чертеже изображена схема устройства для измерения максимального на-пряжения...
Формирователь управляющих импульсов для электромузыкального инструмента
Номер патента: 1420610
Опубликовано: 30.08.1988
Автор: Максимов
МПК: G10H 5/12
Метки: импульсов, инструмента, управляющих, формирователь, электромузыкального
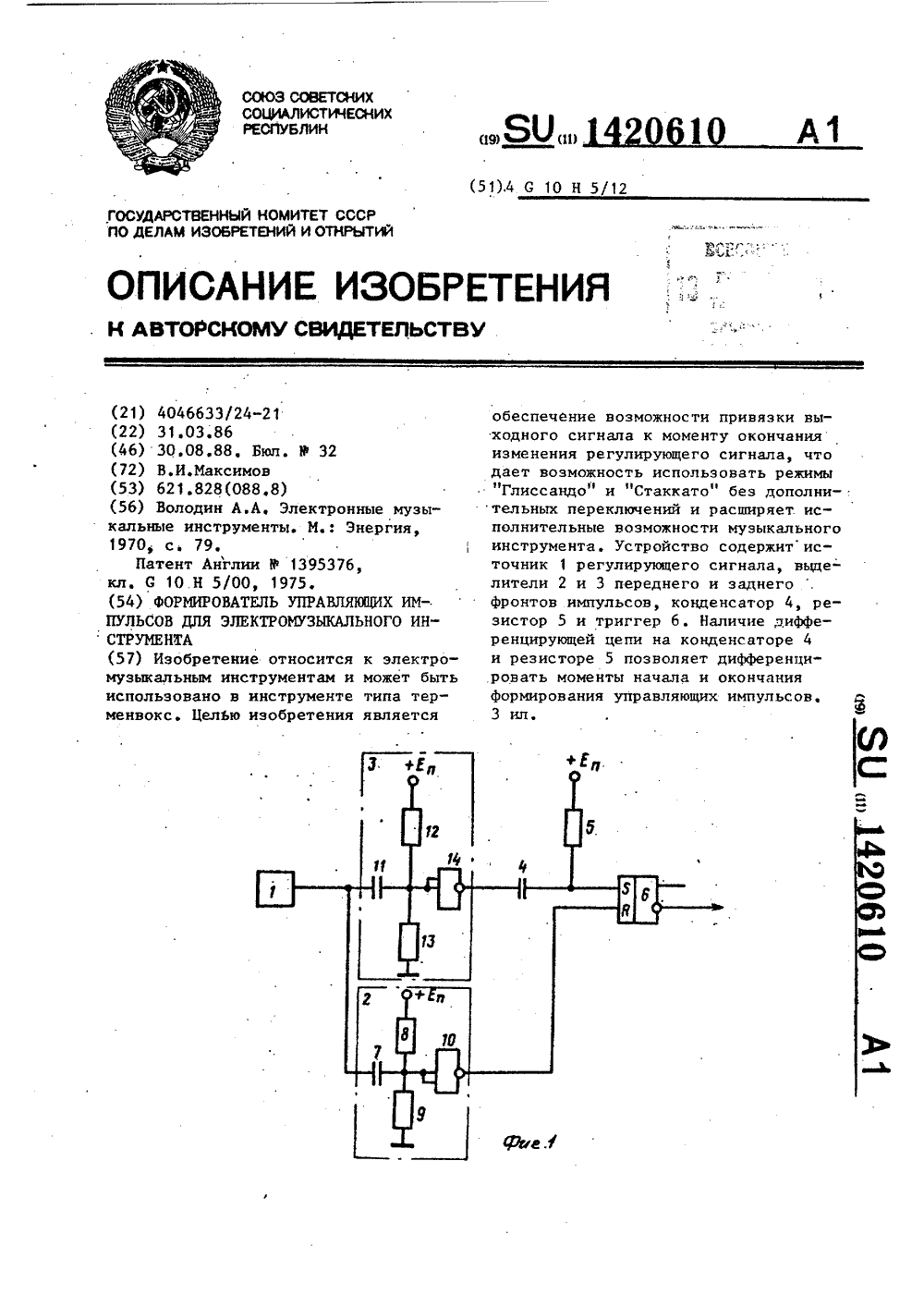
...(Фиг.2 а) изменяется так, что напряжение с источника1 регулирующего сигнала уменьшается( -г.), С момента начала движенияруки (С) на выходе детектора окончания регулирующего сигнала (фиг.26)формируется положительный потенциал,который удерживается на время движения руки (в интервале 1 -С,). Спадпотенциала через дифференцирующуюцепь 4, 5 (фиг.2 ) воздействует навход Б триггера 6 и устанавливаетего в состояние 1 (фиг.2 г), разрешающее Формирование управляющего импульса устройства, Это состояниетриггера сохранится до момента (1 ),.когда рука исполнителя начнет удаляться от манипулятора. Уровень выходного сигнала ЭМИ определяется напряжением (фиг,2 ц), поступающим отисточника 1 на манипулятор 15 (фиг.З).Момент времени й вызывает...
Способ измерения максимальных значений напряжений

Номер патента: 460462
Опубликовано: 15.02.1975
Автор: Гораздовский
МПК: G01L 1/24
Метки: значений, максимальных, напряжений
...в лаковом слое оказывают влияние температура и атмосферные условия.Для повышения точности и чувствительности предлагается поверхность объекта покрывать пленкой из рео-химически активного материала, например пленкой с фотоэмульсией, проводить химическую обработку пленки для проявления скрытого изображения и по интенсивности потемнения изображения судить о величине напряжений,При осуществлении способа поверхность,например, гидромашины, на которой необходимо зафиксировать и измерить действие напряжений, создаваемых импульсами, спонтан но возникающими в потоке обтекающей среды, до начала эксперимента покрывают реологически активной и неэкспонированной пленкой, например фотоактивной эмульсией, в условиях, при которых она не будет экспони...
Преобразователь однополярных синусоидальных импульсов в синусоидальное переменное напряжение

Номер патента: 531239
Опубликовано: 05.10.1976
МПК: H02M 5/02
Метки: импульсов, напряжение, однополярных, переменное, синусоидальное, синусоидальных
...конденсаторы 13 и 14 эО к местам соединений электродов диодов 5,6 и 7, 8соответственно. Работает преобразователь следующим образом.Однополярные синусоидальные импульсы поаются, например, с положительной полярностью на ервый сигнальный вход узла сложения сигналов 4531239 фформу имеют преобразуемые импульсы. Поскольку длительность строб - импульсов, открывающих и за. пирающих диоды 5, 6 и 7, 8, и момент их возникновения совпадают с теми же параметрами преобразуемых импульсов, выходное синусоидальное напряжение сохраняет необходимые параметры преобразуемых однополярных синусоидальных импульсов."асов в синусоидальное переменное напряже.цержащий последовательно соединенные фор,; рователь пусковых импульсов и триггер, о т л и- . а У 1 щ и...
Предыдущий патент: Устройство для электроэрозионной приработки
Следующий патент: Устройство для электроэрозионной прошивки отверстий
Случайный патент: Лигатура для производства титановых сплавов