Устройство автоматического программного управления процессом выплавки стали и сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 165507
Авторы: Виноградов, Ефроймович, Колчанов, Кон, Котиков, Мартынушкин, Пастухова, Пирожников, Цуканов

Текст
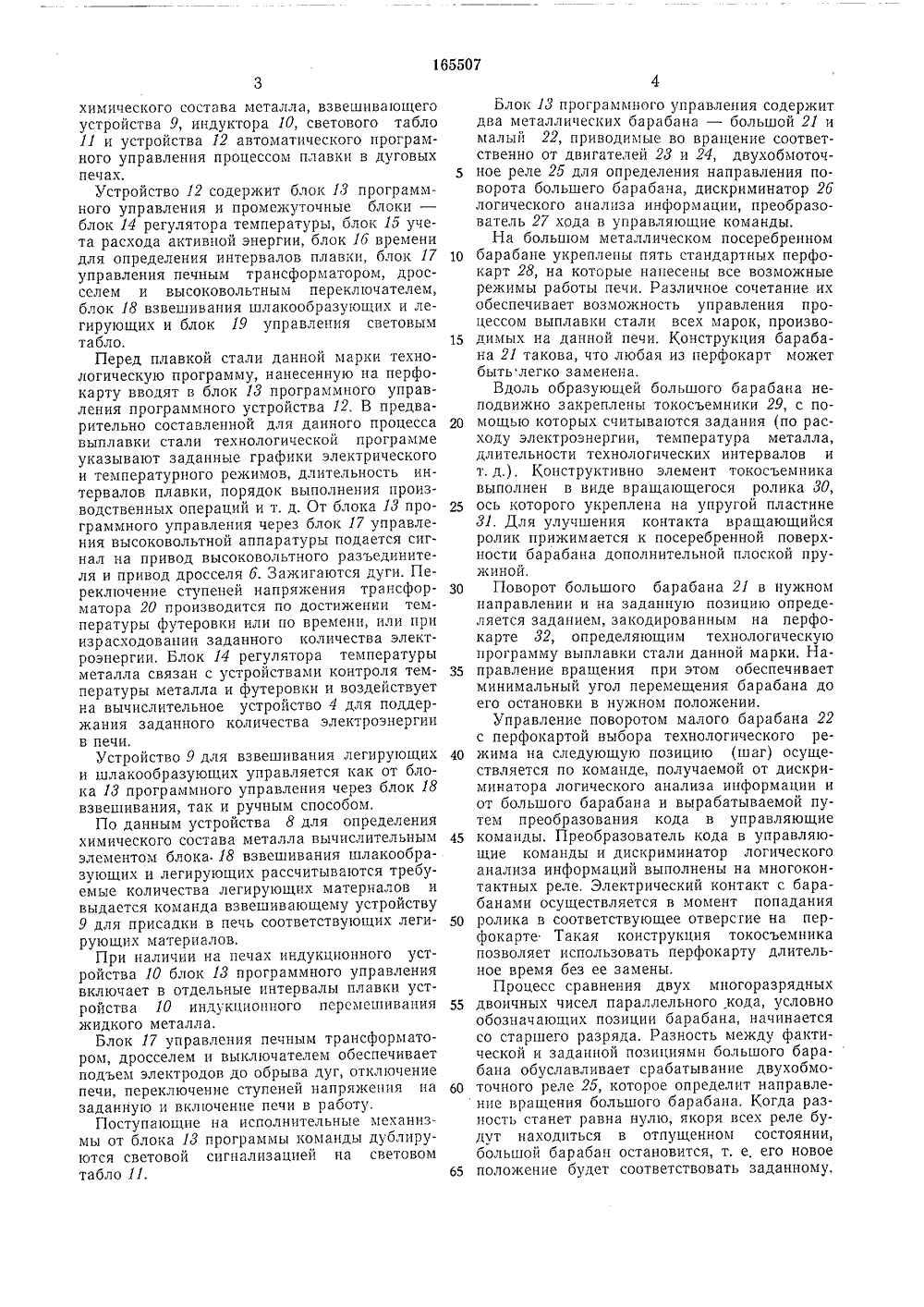
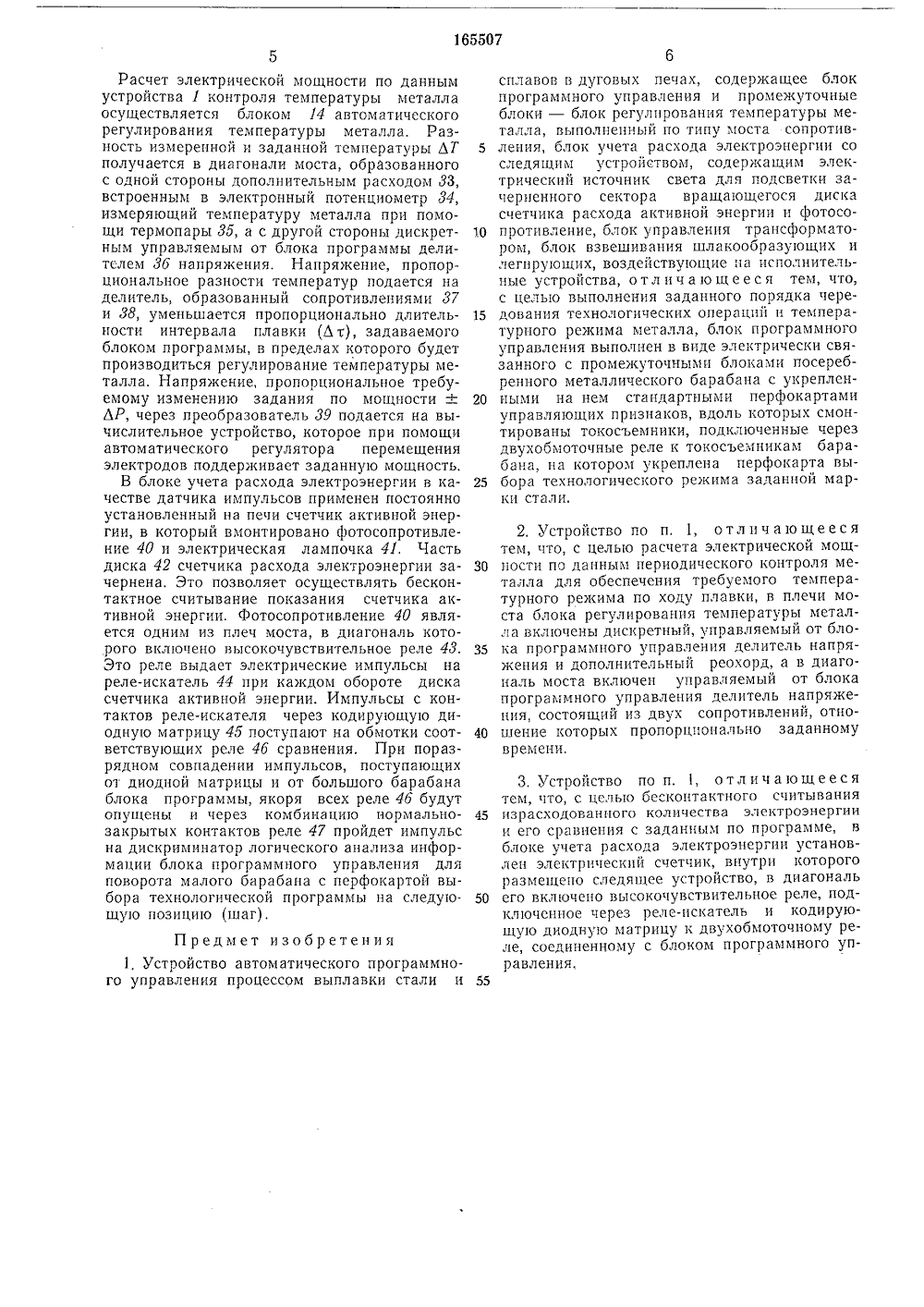
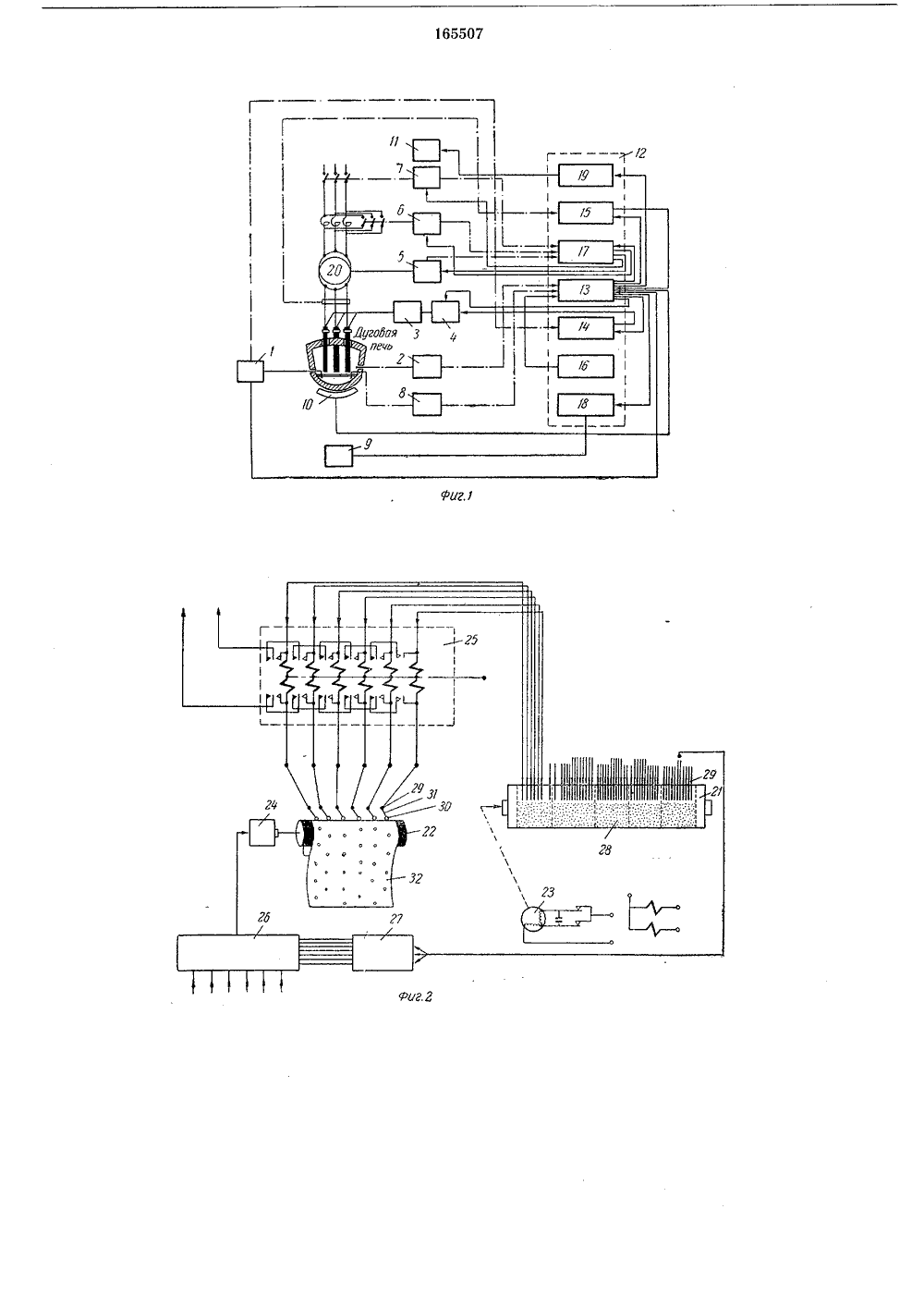
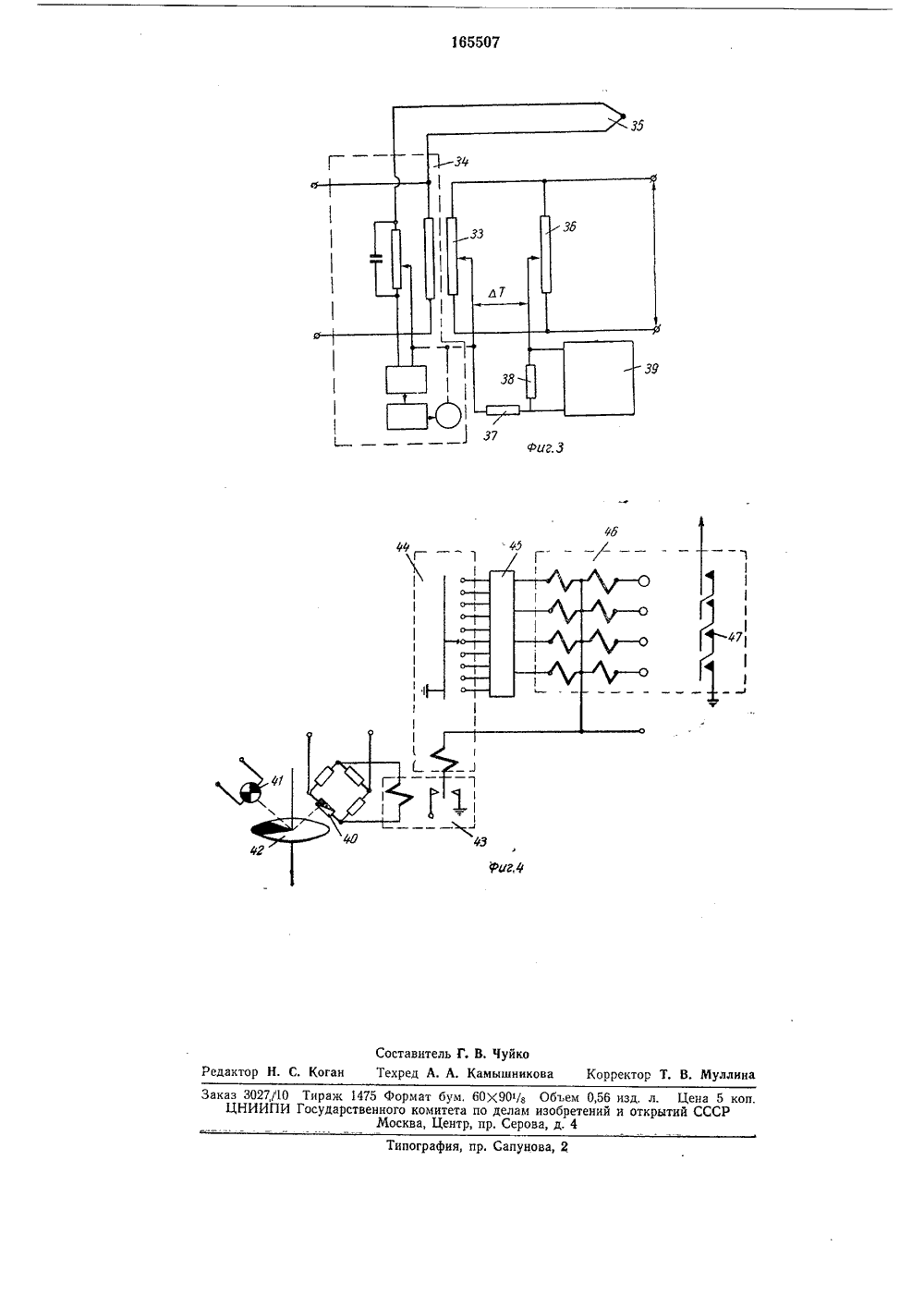
165507 Союз Советских Социалистических РеспубликГосударственный комитет по делам изобретений и открытий СССРУД Опубликовано 12.Х.1964. Бюллетень1 Дата опубликования описания 2.Х 11.1964"Ц 1 градов, нушкин Авторы зобрете А. Н. Котиков, В. Н. Пастухова, Ю, Е. Ефроймо В. А. Колчанов, В. Е. Пирожников, В. П. Цуканои В. И, Коняшин ч,В,М. А, М. М ино рты явитель УСТРОЙСТВО АВТОМАТИЧЕСКОГО ПРОГРАММНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПЛАВКИ СТАЛИ И СПЛАВОВ2 Подписная группа1 Известны устроиства автоматического программного управления процессом выплавки стали и сплавов в дуговых печах по заданной программе, содержащие блок программного управления и промежуточные блоки: блок регулирования температуры металла; блок учета расхода электроэнергии; блок управления трансформатором; блок взвешивания шлакообразующих и легирующих,Предложенное устройство отличается от известных тем, что в нем блок программного управления выполнен в виде электрически связанного с промежуточными блоками посеребренного металлического барабана с укрепленными на нем стандартными перфокартами управляющих признаков. Вдоль них смонтированы токосъемники, подключенные через двух- обмоточные реле в токосъемникам барабана, на котором укреплена перфокарта выбора технологического режима заданной марки стали. Такое выполнение блока программного управления поможет установить необходимый порядок чередования технологических операций и температурного режима металла. В плечи моста блока регулирования температуры металла включены дискретный, управляемый от блока программного управления делитель напряжения и дополнительный реохорд, а в диагональ моста включен управляемый от блока программного управления делитель напряжения, состоящий из двух сопротивлений,отношение которых пропорционально заданному времени. Это позволяет рассчитать электрическую мощность по данным периодическогоконтроля металла для обеспечения требуемого температурного режима по ходу плавкибесконтактного считывания израсходованногоколичества электроэнергии и его сравненияс заданным по программе. В блоке учета расО хода электроэнергии установлен электрический счетчик, внутри которого размещено следящее устройство. В диагональ его включеновысокочувствительное реле, подключенное через реле-искатель и кодирующую диодную5 матрицу к двухобмоточному реле, соединенному с блоком программного управления,На фиг. 1 изображена система автоматического управления процессом плавки; на фиг,2 - блок программного управления; на фиг.20 3 - блок регулирования температуры металла; на фиг. 4 - блок учета расхода электроэнергии,Система состоит из устройства 1 контролятемпературы металла и устройства 2 футеров 25 ки автоматического регулятора 3 перемещения электродов с вычислительным устройством 4, исполнительных механизмов-приводов5 переключения ступеней напряжения трансформатора, дросселя 6, высоковольтного выЗО ключателя 7, устройства 8 для определенияхимического состава металла, взвешивающегоустройства 9, индуктора 10, светового табло11 и устройства 12 автоматического програмного управления процессом плавки в дуговыхпечах.Устройство 12 содержит блок 13 программного управления и промежуточные блоки -блок 14 регулятора температуры, блок 15 учета расхода активной энергии, блок 16 временидля определения интервалов плавки, блок 17управления печным трансформатором, дросселем и высоковольтным переключателем,блок 18 взвешивания шлакообразующих и легирующих и блок 19 управления световымтабло.Перед плавкой стали данной марки технологическую программу, нанесенную на перфокарту вводят в блок 13 программного управления программного устройства 12. В предварительно составленной для данного процессавыплавки стали технологической программеуказывают заданные графики электрическогои температурного режимов, длительность интервалов плавки, порядок выполнения производственных операций и т. д. От блока 13 программного управления через блок 17 управления высоковольтной аппаратуры подается сигнал на привод высоковольтного разъединителя и привод дросселя 6. Зажигаются дуги. Переключение ступеней напряжения трансформатора 20 производится по достижении температуры футеровки или по времени, или приизрасходовании заданного количества электроэнергии, Блок 14 регулятора температурыметалла связан с устройствами контроля температуры металла и футеровки и воздействуетна вычислительное устройство 4 для поддержания заданного количества электроэнергиив печи.Устройство 9 для взвешивания легирующихи шлакообразующих управляется как от блока 13 программного управления через блок 18взвешивания, так и ручным способом.По данным устройства 8 для определенияхимического состава металла вычислительнымэлементом блока 18 взвешивания шлакообразующих и легирующих рассчитываются требуемые количества легирующих материалов ивыдается команда взвешивающему устройству9 для присадки в печь соответствующих легирующих материалов,При наличии на печах индукционного устройства 10 блок 13 программного управлениявключает в отдельные интервалы плавки устройства 10 индукционного перемешиванияжидкого металла.Блок 17 управления печным трансформатором, дросселем и выключателем обеспечиваетподъем электродов до обрыва дуг, отключениепечи, переключение ступеней напряжения назаданную и включение печи в работу.Поступающие на исполнительные механизмы от блока 13 программы команды дублируются световой сигнализацией на световомтабло 11,4Блок 13 программного управления содержитдва металлических барабана - большой 21 ималый 22, приводимые во вращение соответственно от двигателей 23 и 24, двухобмоточное реле 25 для определения направления поворота большего барабана, дискриминатор 26логического анализа информации, преобразователь 27 хода в управляющие команды.На большом металлическом посеребренном10 барабане укреплены пять стандартных перфокарт 28, на которые нанесены все возможныережимы работы печи. Различное сочетание ихобеспечивает возможность управления процессом выплавки стали всех марок, произво 15 димых на данной печи. Конструкция барабана 21 такова, что любая из перфокарт можетбытьлегко заменена.Вдоль образующей большого барабана неподвижно закреплены токосъемники 29, с по 20 мощью которых считываются задания (по расходу электроэнергии, температура металла,длительности технологических интервалов ит. д.), Конструктивно элемент токосъемникавыполнен в виде вращающегося ролика 30,25 ось которого укреплена на упругой пластине31. Для улучшения контакта вращающийсяролик прижимается к посеребренной поверхности барабана дополнительной плоской пружиной.З 0 Поворот большого барабана 21 в нужномнаправлении и на заданную позицию определяется заданием, закодированным на перфокарте 32, определяющим технологическуюпрограмму выплавки стали данной марки. Наз 5 правление вращения при этом обеспечиваетминимальный угол перемещения барабана доего остановки в нужном положении.Управление поворотом малого барабана 22с перфокартой выбора технологического ре 40 жима на следующую позицию (шаг) осуществляется по команде, получаемой от дискриминатора логического анализа информации иот большого барабана и вырабатываемой путем преобразования кода в управляющие45 команды. Преобразователь кода в управляющие команды и дискриминатор логическогоанализа информаций выполнены на многоконтактных реле. Электрический контакт с барабанами осуществляется в момент попадания50 ролика в соответствующее отверстие на перфокарте Такая конструкция токосъемникапозволяет использовать перфокарту длительное время без ее замены,Процесс сравнения двух многоразрядных55 двоичных чисел параллельного кода, условнообозначающих позиции барабана, начинаетсясо старшего разряда. Разность между фактической и заданной позициями большого барабана обуславливает срабатывание двухобмо 60 точного реле 25, которое определит направление вращения большого барабана. Когда разность станет равна нулю, якоря всех реле будут находиться в отпущенном состоянии,большой барабан остановится, т. е, его новое65 положение будет соответствовать заданному,5 10 15 20 25 30 35 40 45 50 55 Расчет электрической мощности по данным устройства 1 контроля температуры металла осуществляется блоком 14 автоматического регулирования температуры металла. Разность измеренной и заданной температуры ХТ получается в диагонали моста, образованного с одной стороны дополнительным расходом 33, встроенным в электронный потенциометр 84, измеряющий температуру металла при помощи термопары Зб, а с другой стороны дискретным управляемым от блока программы делителем Зб напрякения, Напряжение, пропорциональное разности температур подается на делитель, образованный сопротивлениями 37 и 38, уменьшается пропорционально длительности интервала плавки (Л т), задаваемого блоком программы, в пределах которого будет производиться регулирование температуры металла. Напряжение, пропорциональное требуемому изменению задания по мощности й ЬР, через преобразователь 39 подается на вычислительное устройство, которое при помощи автоматического регулятора перемещения электродов поддерживает заданную мощность.В блоке учета расхода электроэнергии в качестве датчика импульсов применен постоянно установленный на печи счетчик активной энер. гии, в который вмонтировано фотосопротивление 40 и электрическая лампочка 41. Часть диска 42 счетчика расхода электроэнергии зачернена, Это позволяет осуществлять бесконтактное считывание показания счетчика активной энергии. Фотосопротивление 40 является одним из плеч моста, в диагональ которого включено высокочувствительное реле 43. Это реле выдает электрические импульсы на реле-искатель 44 при каждом обороте диска счетчика активной энергии. Импульсы с контактов реле-искателя через кодирующую диодную матрицу 45 поступают на обмотки соответствующих реле 4 б сравнения. При поразрядном совпадении импульсов, поступающих от диодной матрицы и от большого барабаня блока программы, якоря всех реле 4 б будут опущены и через комбинацию нормально- закрытых контактов реле 47 пройдет импульс на дискриминатор логического анализа информации блока программного управления для поворота малого барабана с перфокартой выбора технологической программы на следующую позицию (шаг),Предмет изобретения1, Устройство автоматического программного управления процессом выплавки стали и сплавов в дуговых печах, содеркащее блок программного управления и промежуточные блоки - блок регулцрования температуры металла, выполненный по типу моста сопротивления, блок учета расхода электроэнергии со следящим устройством, содержащим электрический источник света для подсветки зачерненного сектора вращающегося диска счетчика расхода активной энергии и фотосопротивление, блок управления трансформатором, блок взвешивания шлакообразующих и легцрующих, воздействующие ца исполнительные устройства, отличающееся тем, что, с целью выполнения заданного порядка чередования технологических операций ц температурного режима металла, блок программного управления выполнен в виде электрически связанного с промежуточными блоками посеребренного металлического барабана с укрепленными на нем стандартными перфокартами управляющих признаков, вдоль которых смонтированы токосъемники, подключенные через двухобмоточные реле к токосъемникам барабана, на котором укреплена перфокарта выбора технологического режима заданной марки стали. 2. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что, с целью расчета электрической мощности по данным периодического контроля металла для обеспечения требуемого температурного режима по ходу плавки, в плечи моста блока регулирования температуры металла включены дискретный, управляемый от блока программного управления делитель напрякения и дополнительный реохорд, а в диагональ моста включен управляемый от блока программного управления делитель напряжения, состоящий из двух сопротивлений, отношение которых пропорционально заданному времени. 3. Устройство по п. 1, отличающееся тем, что, с целью бесконтактного считывания израсходованного количества электроэнергии и его сравнения с заданным по программе, в блоке учета расхода электроэнергии установлен электрический счетчик, внутри которого размещено следящее устройство, в диагональ его включено высокочувствительцое реле, подключенное через реле-искатель и кодирующую диодную матрицу к двухобмоточцому реле, соединенному с блоком проградмного управления,. С. Коган Техред А. А, Камышникова Корректор Т, В. Мулли Редак аказ 3027/10 Тираж 1475 Формат бум, 60 Х 90/8 Объем 0,56 изд, л. Цена 5 коп. ЦНИИПИ Государственного комитета по делам изобретений и открытий СССР Москва, Центр, пр. Серова, д. 4
СмотретьЗаявка
828012
А. Н. Котиков, В. Н. Пастухова, Ю. Е. Ефроймович, В. Виноградов, В. А. Колчанов, В. Е. Пирожников, В. П. Цуканов, А. М. Мартынушкин, В. И. Кон шин
МПК / Метки
МПК: G05B 19/06
Метки: выплавки, программного, процессом, сплавов, стали
Опубликовано: 01.01.1964
Код ссылки
<a href="https://patents.su/5-165507-ustrojjstvo-avtomaticheskogo-programmnogo-upravleniya-processom-vyplavki-stali-i-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство автоматического программного управления процессом выплавки стали и сплавов</a>
Измеритель шумовой температуры приемных устройств

Номер патента: 920572
Опубликовано: 15.04.1982
Автор: Казаринов
МПК: G01R 29/26
Метки: измеритель, приемных, температуры, устройств, шумовой
...в 51 - сигналы, принимающие обеспечения работы детекторов 6 и 7значения ,1 = О, на квадратичном участке характерис 51 = 1 при холодном тики. Для этого сигнал А синхронноГШ 2, 1 = 1,= 0 . детектируется в детекторе 10 и попри "горячем" ГШ 2. дается на пороговые блоки 14 и 15,С выхода испытуемого устройства где сравнивается с допустимыми уров 3 сигнал через усилитель 4 посту- нями Ог 3 и 0. Причем сигнал, накоп.пает на коммутатор 5 р на управляю- .ленный при "холодном" ГШ 2, сравнищий вход которого подан сигнал. вается с уровнем Охц у если он окажетЗтот сигнал, как и сигнал 51, пред" ся меньше порога 03, на выходе пороставляет собой меандр. Частоты сиг- гового блока 15 появится сигнал,налов 5 и 5 выбираются из равенст- разрешающий...
Устройство для автоматического учета и контроля режимов потребления электроэнергии

Номер патента: 1465778
Опубликовано: 15.03.1989
Авторы: Аблаев, Гинзбург, Карабаев, Кулиев, Паташев
МПК: G01R 11/56
Метки: потребления, режимов, учета, электроэнергии
...данного потребителя, авторой срабатывает при достижениипотребляемой мощностью значения,близкого к допустимому пределу максимума нагрузки (например 90%) дляпредварительного предупреждения руководителей предприятия.Уставки срабатывания пороговыхэлементов 9 и 10 и разрешенные лимиты суточного и месячного потребленияэлектроэнергии, контролируемые счет"чиками 6 и 7 суточного и месячногопотребления, задаются с помощью бло-ка 13 уставок пределов потребления.Блок 14 управления один раз вкалендарные сутки и один раз в календарный месяц вьщает сигнал на сброссчетчиков 6 и 7 суточного и месячного потребления соответственно, атакже один раз в календарные суткивьщает сигнал на передачу информации,зафиксированной счетчиком 8 суммарного потребления,...
Устройство для автоматического учета и контроля потребления электроэнергии на предприятиях

Номер патента: 1626158
Опубликовано: 07.02.1991
МПК: G01R 11/56
Метки: потребления, предприятиях, учета, электроэнергии
...и месячного потребления и синхронный реверсивный счетчик 10, фиксирующие количество порций потребленной электроэнергии, Уставки разрешенных лимитов суточного (для счетчиков 3) и месячного (для счетчика 5 и синхронного реверсивного счетчика 10) потребления задаются с помощью блока 6 уставок пределов потребления, Блок 7 управления один раз в календарные сутки и один раэ в календарный месяц выдает сигнал на сброс, соответственно, счетчиков 3 и 5 импульсов суточного и месячного потребления, сигнал раз в месяц подается также на сброс и восстановление исходных данных синхронного реверсивного счетчика 10. Превышение пределов потребления электрической энергии сверх заданных значений приводит к появлению сигналов на сигнальном выходе счетчика...
Устройство для автоматического учета и контроля режимов потребления электроэнергии

Номер патента: 1638642
Опубликовано: 30.03.1991
МПК: G01R 11/56
Метки: потребления, режимов, учета, электроэнергии
...импульсов, а один раз в календарные сутки выдает сигнал на передачу информации, зафиксированной счетчиком 11 импульсов суммарного потребления (через блок 17 временного мультиплексирования), на блок 3 телемеханики контролируемого пункта. КРоме этого, в часы максимума нагрузок блок 15 управления подает сигналы на коммутаторы 13.1 и 13.2 и подключает пороговые элементы 12.1 и 12.2 к блоку 3 телемеханики контролируемого пункта. Превышение пределов потребления электроэнергии и мощности сверх заданных значений приводит к появлению сигналов на выходах счетчиков 9 и 10 импульсов и срабатыванию пороговых элементов 12.1 и 12.2, что Фиксируется блоком 16 сигнализации и индикации. Выходы счетчиков 9 и 10 импульсов и копаутаторов 13.1 и...
Устройство для автоматического программного

Номер патента: 255431
Опубликовано: 01.01.1969
Авторы: Виноградов, Всесоюзный, Ефроймович, Котиков, Пирожников, Филин, Черной
МПК: G05B 19/02
Метки: программного
...программы выполнены ввиде вставных (съемных) пластин из изоляционного материала, на которых смонтированы кремниевые диоды, коммутируемые с,помощью системы токосъемных шин.Вывод управляющих команд от технологических программ 5 к катушкам реле Р Рг и 20Рз декондирующего устройства 3 осуществляется многопозиционным переключателем 4,позволяющим простым поворотом ручки выбрать из блока технологическую программувыплавки стали требуемой марки. Шаговый 25искатель 7, управляемый дискриминаторомлогического анализа, поочередно выдает импульсы на программы 5 блока.Устройство работает следующим образом,Перед началом плавки сталевар устанавливает переключатель 4 в позицию, соответствующую требуемой программе выплавки стали, При...
Предыдущий патент: Витой катод
Следующий патент: Способ получения индигозоля ярко-розового ж
Случайный патент: Устройство для прессования изделий из порошковых материалов