Составления программы механической обработки тел вращения со ступенчатым профилем, обрабатываемых на станках с программным
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 164196
Автор: Дер

Текст
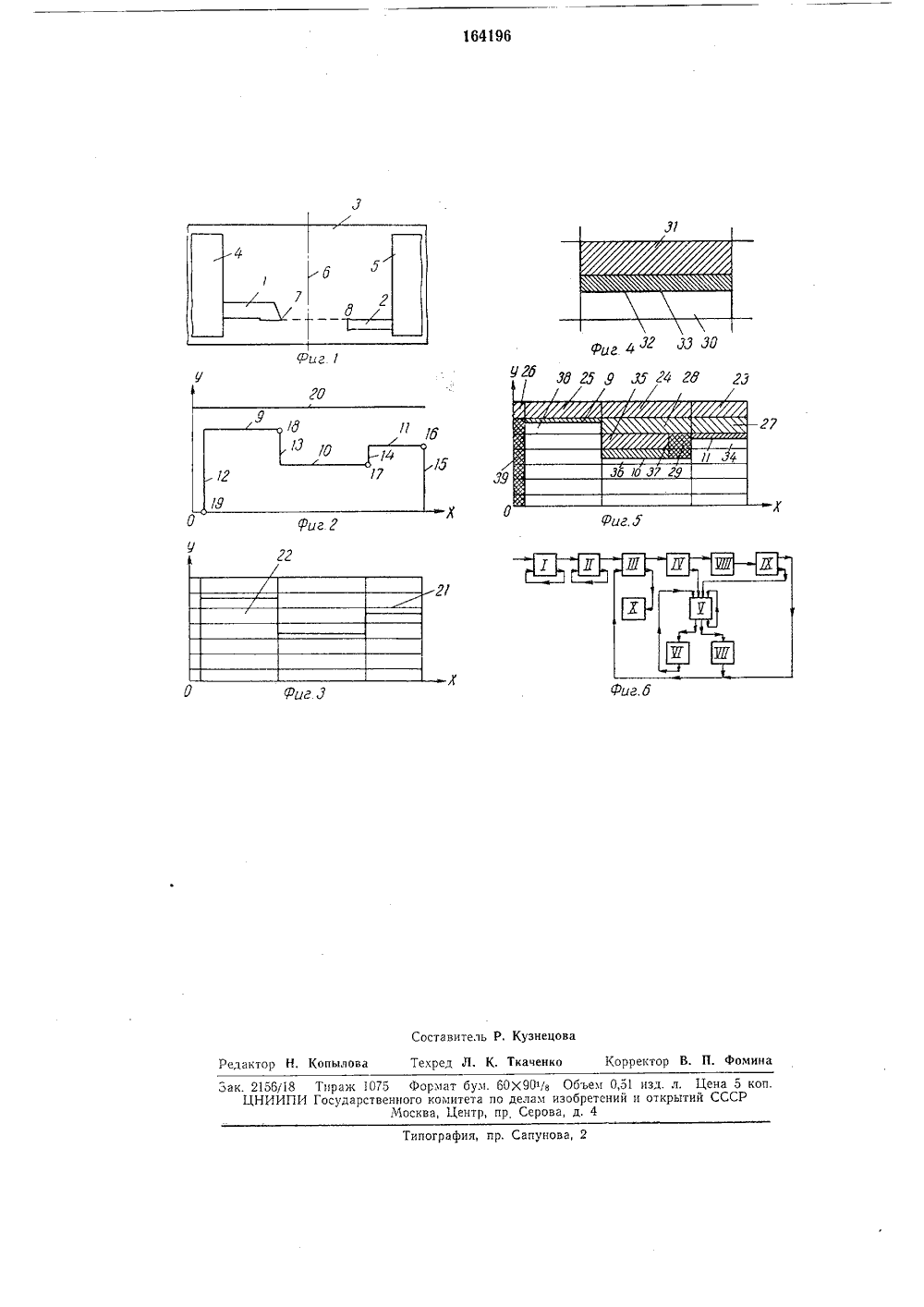
ОЙНС,АНИЕ ЙЗОБРЕТЕНИЯ Союз СоветскихСоциалистическихРеспублик 1/ , "Ь Кл 49 п, 1 и 49 а, 1 д 42 ит, 14 и Заявлено 04.1.1962 г. ( 769241126-2 МПК 6 06 д В 230 6 061осударственныимитет по деламизобретенийоткрытий СССР Опубликовано ЗОХ 11.1964 г. БОллетень14 УЛК дата опубликования описания 16,1 Х,1964 Автор1300 РСТСИ И 51: н СПОСОБ СОСТАВЛЕНИЯ ПРОГРАММЬ 1 МЕХА ВРАВОТКИ ТЕЛ ВРАЩЕНИЯ СО СТУПЕНЧАТЪ ОБРАБАТЫВАЕМЫХ НА СТАНКАХ С ПРОГР УПРАВЛЕНИЕМИЧЕСКОЙП РОФИЛ ЕМ.ММНЫМ 2 тел с 7 паснал группа 1 О Известны программирующие устройства для станков с программныч управлением, оитимизирукгщие процесс обработки детали, ускоряю.щие и удешевля 1 ощие процесс программирования, например проград 1 хируОще устройства Ь для фрезерных станков с программным управлением.Среди токарных станков с позиционной системои управленя извесны токарные станки с программныч управлением для обработки 10 деталей со ступепчатыч профилем. ПрограммыИИМ СОСТЯВЛЯЕТ ВРУЧНУК 1, ПОЭтаПНОлог-программист. На основе чертежа детали и материала он выбирает технологи ески 1 процесс обработки. В соответствии с возхОжно стями станка задаются скорост: резания, подаи и ре 51 хущии инст 1 лмент. Чер 1 етк детали переводится в коордииатнуо систему, размеры пеоеВОдятся В координаты Оп 01 эных то 1 ск.,1 ятем следует самый трудоемкий этан програм мировяния - состав.ение 1 тукогИси П 1)огр 511- мы, которая содержит величины перемещен;ш РЯООЧИХ 01)ГЯ НОВ СТаиКЯ В ТРСОУЕХОй ПОСЛЕДО- ватсльиости выбрашюго технологического процесса изготовления детали из заготовки. После 25 многократной проверки рукопись программы шифруется в коде, принятом для конкретной систсмы прогрялмного управления станком, и и р 0 Г р я м м я 3 я и и с ы В я ст с 51 н а и 1 э 0 Г э я м м О нос и 30 Высокая стоимость программы препятствует широкому применению токарных станков с программным управлением.Согласно предлагаемому способу составле- ни Я Г 11)огр ам мы мех аничес Ой 00 работки тел вращения со ступенчатым профилем, обрабатываемый участок заготовки разбивается прямоугольно сеткой на области - элементарные дискретные участки, подлежащие анализу, Прямоугольная сетка образуется из горизонтальных прямых - уровней, отстоящих друг от друга иа расстоянии, равном допустимой глубине резания, и из вертикальных прямых вертикалей, являющихся проекциями вергикяльных плоскостей детали, Таким образы, задача составления программы ооряботки детали сводится, в основном, и подбору последовательности обработки областеи.Ана;н 1 з Оолясти в троцессе подоора залючается в том, что ои, входят ли в нее точки контура детали. Если область не включает В ссбя контура детали, то соответствующий у 1 ясток заготовки подлежит обработке, причем в этом случае уровень является траекториси движения вершины резца. Если же область, помимо обрабатываемой части заготовки, содержит и контур детали, то выдаютсч коанды н Обработк только той ас заготовки, которая лежит выше контура детали. Если же в процессе анализа выясняется, чтоданная область не подлежит обработке, то анализ переводится на друтую область.Составление программы обработки детали - подбор областей - производится по циклам, причем каждой грани детали соо 1 ветствует свой цикл, В начале каждого цш(ла относящаяся к нему поверхность обрабатывается прц неооходичости канавочным резцом. Дальнейший подбор областей в цикле производится так, что обработке проходцыч резцом, двигающимся рабочич ходом справа налево, подлежат все области, расположенные цад этой поверхностью и пе обработанные в предыдущих циклах, а такке области, пр 1 лмьц(ающие 1( этой поверхности слева и доступные проходному резцу. Поочередно анализируются все поверхности детали, а по окончании последнего цикла просматрлваются все области и выдаются команды на полную обработку детали. Такое составление программы позволяет получить черновую и чистовую обработку детали.Таким образом, предлагаемый способ предусматривает составление программы полной обработки детали путем формального логического рассуждения. Прцчеч исходными данными служат только отдельные опорные точки детали, однозначно определяющие ее контур, материал ц диачетр заготои(и, позволяющие определить допустимую глубину резания ц разбить ее проекцию ца уровни.Предлагаемый способ составления программы позволяет создать специализированные вычислительные машины, а также использовать универсальные машины, причем с высокой экономической эффективностью.На фиг. 1 схематично показано расположение резцов токарного станка с программным управлением для обработки деталей со ступецчатыч профилем, на фиг. 2 - проекция сечения детали плоскостью, проходящей через ее ось вращения, и задание контура детали координатами опорных точек; на фиг. 3 - разделение проекции заготовки ца элементарные дискретные участки - области; на фиг. 4 - анализ обрабатываемого участка заготовки согласно предложенному способу; на фиг. 5 - обрас отка грани двумя проходами: черновым и чистовым; на фиг. 6 - логическая структура способа составления программы.Рабочими оргапачи станка являются проходной 1 и канавочный 2 резцы, закрепленные на одном суппорте 3 резцедержателячц 4 и 5 по разные стороны от оси 6 вращения детали, При установке резцов вершина 7 проходного и правый конец 8 режущей кроьп(и канавочного резца, условно принятый за его вершину, располагаются в одной плоскости, перпендикулярной к оси вращения детали. Команды, управляющие станком, содержат информацию о виде, направлении и величине перемещений рабочих органов. Заготовки цилиндрической формы поступают на станок зацентрованными и с обработанными торцамц, а приспособление для крепления заготовки обеспечивает ее постоянную установку от базового торца.5 10 15 20 25 ЗО 35 40 45 5055 60 65 Исходной информацией о геометрических размерах обрабатываемой детали является проекция сечения детали плоскостью, проходящей через ее ось вращения, на координатную плоскость, параллельную секущей плоскости. Как показано на фиг. 2, соответствующий чертеж располагается в прямоутольной системе координат ХОУ. Ось ОУ совмещена с осью вращения детали на токарном станке. Пусть, например, контур детали состоит из го. рпзонтальцых участков (граней) 9, 10 и 11, представляющих собой обрезки, по которым цилиндрическая поверхность детали пересекается проходящей через ее ось координатной плоскостью, и из вертикальных участков (вертикалей) 12, 13, 14 и 15, представляющих собой обрезки, по которым координатная плоскость пересекает вертикальные поверхности детали, перпендикулярные ее оси вращения,Расстояния граней от оси абсцисс и вертикалей от осп ординат однозначно определяются координатами угловых точек 16, 17, 18 и 19 пересечения граней с прилежащими вертикалямц. Информация о диаметре заготовки за дается ординатой 20.Горизонтальные прямые 21 - уровни, пако. торые разбивается проекция-заготовка, являются разрешенными траекториями движе. ция вершины проходного резца при продоль. ноч его перемещении во время черновой обработки детали, Такич образом, черновая об. работка детали ведется на высотах уровней, а расстояние между ними определяет глуби. ну чернового резания. Пересечение уровней с вертикалями разбивает обрабатываемый участок заготовки ца прямоугольники 22 собла сти), являющиеся элементарными дискретны. чи участками, подлежащими анализу в процессе составления программы обраоотки дета. ли, Последовательность обработки детали определяется подбором областей, При каж. дсм черновом проходе обрабатывается определенная часть заготовки, представляющая одну или ряд примыкающих друг ( другу областей, лежащих на одном уровне, Чер. новой проход, показанный на фиг. 4, образован прилежащими областями 23, 24, 25 и 26. Следующий черновой проход образован обла. стямц 27 и 28.Последовательность анализа областей разбивается на циклы по числу граней детали. Каждый цикл связан с определенной гранью детали, называемой в этом цикле базисом, Грани детали могут быть закрытыми и открытыми. Грань является закрытой, если ее ордината меньше ордицаты прилегающей справа грани. Такой гранью является грань 10. Для обработки закрытой грани у правого конца ее необходимо предварительно проточить канавочным резцом паз 29 для ввода проходного резца, после чего правая вертикаль базисной грани 10 смещается в положение 37. После проточки паза грань 10 по существу становится открытой, так как к ней есть доступ проходному резцу. Грань является от(рытоц,если ее ордината больше ординаты прилегающей справа грани, Открытьви гранями яв. ляются грани 9 и 11. Для обработки открытой грани достаточно применения проходного резца.В каждом цикле производится анализ областей детали, доступных проходному резцу, движущемуся влево от правой вертикали базиса, и выдача команд на их обработку. Согласно этому, анализ обрабатываемого участка заготовки в каждом цикле заключается в следующем. Определяют вид базисной грани, и если она закрытая, то предварительно канавочным резцом протачивают паз. Затем определяют наивысшую область над базисной гранью, не обработанную в предыдущих циклах; с уровня этой ооласти начинается подбор областей, лежащих на одном уровне, для определения чернового прохода. Рассмотрение каждого уровня начинается с области, расположенной над базисной гранью, и продолжается влево до тех пор, пока на этом уровне не встретится область, содержащая контур детали или необрабатываемую часть заготовки. Черновой проход на данном уровне ведется от вертикали базисной грани до вертикали области, на которой остановлен анализ. Далее рассматривают следующий уоовень аналогично описанному.Последовательный анализ уровней приводит к обязательному рассмотрению области, содержащей базисную грань. Часть этой области, лежащая выше контура детали, обрабатывается отдельными черновьви и, при необходимости, чистовыми проходами. Обычно не все поверхности детали нуждаются в чистовой обработке, Если такая необходимость имеегся, но целесообразнее вести чистовую обработку специально предназначенным для этого резцом, то к ординате грани добавляется необходимый для чистовой обработки припуск, а черновая обработка заканчивается на ординате припуска. Если же чистовая обработка будет произведена тем же резцом, но с определенной для чистовой обработки глубиной резания, то обработка поверхности закончится чистовым проходом,Фиг. 4 поясняет обработку области 30, включающий в себя контур детали. Черновой проход 31 производится таким образом, что после него над базисной гранью 32 остается припуск 33, необходимый для получения требуемой чистоты поверхности при тех же скоростях, что и для чернового резания. В частном случае, черновой проход 31 может отсутствовать. После анализа и выдачи команд на обработку базисной грани переходят к следующему циклу, базисом которого является находящаяся слева грань.Так, для приведенной на фиг. 5 конфигурации детали первый цикл, базисом которого является открытая грань 11, будет состоять из двух черновых проходов с наибольшей глубиной резания, в результате которых подвергнутся обработке области 23, 24, 25, 26 и закончится обработкои участка области М, лежащего над гранью 11, черновым и чистовымпроходами. Второй цикл, базисом которогослужит закрытая грань 10, начинается с про 5 точки паза 29, включает в себя, как и в случаеоткрытой грани, черновой проход с наибольшей глубиной резания обработки области 35и заканчивается обработкой участка области36, лежащего над гранью 10, двумя прохода 10 ми - черновым и чистовым, учитывая смещение правой вертикали грани 10 в положение37, В третьем цикле подлежит обработке лишьучасток области 38, лежащей над гранью 9,так как все области над нв подвергнутся об.5 работке в предыдущих циклах.После анализа всех граней и выдачи командна их обработку выдаотся команды на отрезание детали, в результате чего канавочнымрезцом будет обработан участок 39, На этом20 анализ и выдача команд на обработку деталибудут окончены.Таким образом, в каждом цикле совместнос областями, лежащими над базисной гранью,в тех же проходах подвергнутся обработке об.25 ласти, примыкающие к ним слева и доступныепроходному резцу. Все грани поочередно являются базисными и, следовательно, по окончании последнего цикла будут рассмотренывсе области обрабатываемого участка заготовЗО ки и выданы команды на их обработку.На фиг. 6 представлен в виде логическойструктуры один из возможных вариантов реализации предлагаемого способа составленияпрограммы обработки детали на вычислител 35 ной машине.Логическая структура состоит из десягизвеньев, в каждом из которых совершаетсяопределенная логическая операция анализа.Функционирование, согласно логической40 структуре, начинается с момента окончанияввода исходной информации и разделяется натрп этапа; подготовительный, основной н заключительный,На подготовительном этапе проекция заго 45 товки разбивается на уровни и определяетсявид граней. Разбивку на уровни производитзвено 1. Для случая равноотстоящих уровнейзвено 1 производит последовательное вычитание величины наибольшей глубины резания из50 ординаты вышестоящего уровня с последующей фиксацией результата как ординаты нового уровня в запоминаощем устройстве. Первым уровнем является проекция контура заготовки, Последовательное определение уров 55 ней продолжается до тех пор, пока не будетразбита вся проекция заготовки до оси вращения.После появления уровня с отрицательной ординатой, что говорит об окончании разбивки60 на уровни, начинает функционировать звено11 определения вида граней. Вид грани определяется знаком разности между ордпнатойисследуемой грани и ординатой грани, прилежащей к ней справа: если разность больше65 нуля, то грань открытого вида; если же раз.5 10 15 20 25 30 35 40 45 50 55 60 ность меньше нуля, то грань закрытого вида. После определения вида последней слева грани подготовительный этап заканчивается.На основном этапе процзвочцтся подбор по. следовательности обработки областей в результате их анализа и выдача команд, на обработку соответствующих участков заготовки,Логическая структура основного этапа составлена для одного цикла подбора областей и выдачи команд на цх обработку и последовательно применяется во гсех циклах.Цикличность в основном этапе обеспечивается замыканием звеньев УХ и )1 П ца звено П 1 - начальное звено цикла. Звено 111 определяет своевременность перехода к заключительному этапу и осугцествляет переход к следующему циклу, что соответствует перемеще. пию базиса влево. Звено Ю определяет пеоб. ходимость проточки грани канавочным резцом, вызывая из запоминающего устройства информацию о виде базисной грани; если базисная грань открытого вида, то звено Ю переводит анализ к звену Ъ, если же базисная грань закрытого вида, то начинает функционировать звено РПУ. Звено Ъ производит подбор прилежащих областей няд открытыми гранями и определение черновых проходов. Анализ начинается с области, расположенной над базисной гранью на наивысшем уровне, не обработанном в предыдуших циклах.Подбор прилегающих друг к другу областей заключается в том, что звено У последовательно определяет: входит ли в анализ- руемую область контур детали или цеобрабатываемая часть заготовки. Это определяется цз двух условий: а) рассмотрению це должен подвергаться участок заготовки, расположенный левее последней грани; б) разнос;ь между ординатой уровня, на котором лежит анализируемая область, ц ордцнятой, находящейся под ней грани должна оыть це меньш"., чем величина допустимой глубины резания при и. стовой обработке. Последнее условие гарантирует возможность обработки грани чистовым проходом с заданной глубиной резания, Если оба условия выполняются, то звено Ъ переводит анализ к следующей области, прилегающей к исследуемой слева,Анализ звеном У продолжается до тех пор, пока не нарушится хотя бы одно из условий. В результате определится возможность очередного чернового прохода, в котором будут обработаны проанализированные на данном уровне области от абсциссы правой вертикали базисной грани до абсциссы области, па которой остановило анализ звено У или до левого торца детали. Звено 11 выдает команды на этот черновой проход, после чего анализ переводится на следующий уровень вниз, Для этого звено П замкнуто на звено У, которое начинает анализ следующего уровня опять с области, лежащей над бязи сцой гранью, Звенья Р ц ГУ выдают команды ца .черновую обработку областей, лежащих над базисной гранью, я также областей, примыкающих к ццм слева и доступных проходному резцу в одних с ними проходах, что непременно приводит к рассмотрению облостц, включающей в себя базисную грань,Команды на обработку части области, ле. жящей выше базисной грани, черновым и чистовым проходамц выдаются звеном У 1. Б случае закрытой грани звено УУ 1 вы,чает команды ца проточку паза канавочным резцом. Ширина протачиваемого паза выбирается сообразно с шириной проходного резца. После проточки паза анализ областей в цикле закрытой грани производится аналогично анализу в цикле открытой грани ц команды ца черновые и чистовой проходы определяются и выдаются звеньями Г, 1 УУ ц УП. Если ширина базисной грани равна ширине протачиваемого паза, звено УХ, производящее это сравнение, совершает переход к новому циклу при помощи звена УП.С окончанием цикла последней грани происходит переход к заключительному этапу, своевременность которого определяется звеном П 1, Заключительный этап осуществляется звеном Х и состоит из выдачи команд ца отрезацие детали от заготовки и возвращение раоочих органов станка в исходное положение. На этом составление программы обработки детали заканчивается.Предмет изобретения1. Способ составления программы механической обработки тел вращения со ступенчатым профилем, оораоятываемых ца станках с программным управлением, отл и чаю щи Й- с я тем, что, с целью программирования вида и количества проходов рабочего органа станка, проекцию контура заготовки последовательно разоивают горизоцтальцыми прямыми - уровнями, отстоящими ца расстоянии, равном допустимой глубине резания, и образующими совместно с вертикалями детали ооласти, служащие элементарными дискретными анализируемыми участками, а обработку детали производят на высоте соответствующего уровня,2, Способ по п, 1, отличающийся тем, что, с целью полной автоматизации составления программы обработки детали, вводимой координатами опорных точек, программу составлгпот по циклам, определяемым по числу ступеней детали, в начале каждого цикла состветствующую поверхность обрабатывают при необходимости канавочным резцом, после чего проходным резцом обрабатывают области, расположенные над ней и не обработанные в предыдущих циклах, а также области, примыкающие к этой поверхности слева и доступные проходному резцу,164196Л Л Фиг. Хг.бСоставитель Р, Кузнецова Редактор П, Копылова Техред Л. К, Ткаченко Корректор В. П. Фомина ак. 2156/18 Тираж 1075 Формат бум. 60 Х 90/8 Объем 0,51 изд. л. Цена 5 к ЦНИИПИ Государственного комитета по делам изобретений и открытий СССР Москва, Центр, пр Серова, д, 4пография, пр, Сапунов
СмотретьЗаявка
759241
А. Л. Дер бин
МПК / Метки
МПК: B23B 39/24, G05B 19/00
Метки: вращения, механической, обрабатываемых, программным, программы, профилем, составления, станках, ступенчатым, тел
Опубликовано: 01.01.1964
Код ссылки
<a href="https://patents.su/5-164196-sostavleniya-programmy-mekhanicheskojj-obrabotki-tel-vrashheniya-so-stupenchatym-profilem-obrabatyvaemykh-na-stankakh-s-programmnym.html" target="_blank" rel="follow" title="База патентов СССР">Составления программы механической обработки тел вращения со ступенчатым профилем, обрабатываемых на станках с программным</a>
Способ изготовления детали из трубчатой заготовки и устройство для его осуществления

Номер патента: 1787619
Опубликовано: 15.01.1993
Авторы: Жикленков, Карпухин, Подойницын
МПК: B21D 19/08
Метки: детали, заготовки, трубчатой
...кольцевых складок содержит основание, включающее плиты 1, 2 с патрубками 3 и кронштейн 4, закрепленные на стойках 5. Между плитами 1, 2 смонтированы зажимные матрицы 6, 7 и зубчатые колеса 8. Матрицы 6, 7 выполнены в виде колеса и охватывающего его кольца с внутренним зубчатым зацеплением. Матрица 6 и колеса 8 установлены на осях 9, 10, 11, матрица 7 снабжена по наружной образующей зубчатым венцом 12, входящим в зацепление сзубчатыми колесами 8 и центрируется зубчатыми колесами, расположенными по окружности с углом 120 О, В зоне внутреннего зацепления между матрицами 6, 7 на впадинах между зубьями 13 матрицы 6 и на вершинах зубьев 14 матрицы 7 выполнены полукруглые пазы, которые при контакте матриц образуют отверстия цилиндрической...
Способ обработки граней оптических призм

Номер патента: 563269
Опубликовано: 30.06.1977
МПК: B24B 9/14
Метки: граней, оптических, призм
...граней оптических призм состоит из следующих операций: первое шлпфование наружной кромкой чашечного круга (на чертеже обозначено пози цией А); подача на врезайие (Б); второе шлифование внутренней кромкой чашечного круга (В); выхаживание поверхности (Г).Способ осуществляется следующим образом, Формируют столбик заготовок призм путем установки их друг на друга нерабочими поверхностями. Устанавливают столбик, сжимают и фиксируют его, используя нерабочие поверхности и оставляя свободными грани для обработки. При перемещении чашечного круга в тангенциальном направлении по отношению к оси столбика прп врезании наружной кромки круга производят первое шлифование грани. В момент, когда круг охватывает весь столбик и выходит пз...
Устройство для анализа и обработки знаковых разрядов

Номер патента: 962921
Опубликовано: 30.09.1982
Авторы: Берман, Тихомирова, Цал, Шлейфштейн
МПК: G06F 7/38
Метки: анализа, знаковых, разрядов
...управляющегокода содержит коммутатор, элемент ИНЕ и блок памяти кодов управлениязаписью наибольшего и наименьшего б 5 чисел, выход которого, а также второй информационный вход блока подключены к информационным входам коммутатора, управляющий вход которого соединен с выходом элемента И-НЕ, входы которого соединены с первым и нторым управляющими входами блока, первый информационный вход которого соединен с входом блока памяти кодов управления записью наибольшего и наименьшего чисел, выход коммутатора является выходом блока.На чертеже показана схема устройства.Устройство содержит элемент 1 не- равнозначности, узел 2 восстановления знака и блок 3 формирования управляющего кода. В состав узла 2 входят элементы И-НЕ 4 и 5, НЕ-ИЛИ б, НЕ 7, В...
Способ изготовления анкерного элемента закладной детали из полосовой заготовки

Номер патента: 1722660
Опубликовано: 30.03.1992
Авторы: Ивянская, Кобринский
МПК: B21D 35/00
Метки: анкерного, детали, заготовки, закладной, полосовой, элемента
...условия равнопрочности металла полось на прочность и металла нерассеченной концевой части полосы на разрыв (срез) под действием поперечных усилий от выгнутых участков полосы, образующих анкерное усиление, при приложении к анкерному элементу осевых усилий; а при меньших значенияхмин, и Вмин. происходит значительное уменьшение площадей смятия бетона под анкером по условиям равнопрочности работы анкерного элемента (по сечению) и рассечки (по смятию бетона) в тяжелых бетонах классов В 10.Максимальные. соотношения размеров формируемого анкерного элемента ЗД в зависимости от толщины д исходной полосовой заготовки составляют соответственно: максимальная длина (1 мэк.) надрезанной поверхности полосы равна 12 д, максимальное расстояние (Ямвкс.)...
Установка для обработки изделий по заданной программе

Номер патента: 313321
Опубликовано: 01.01.1971
Авторы: Бережной, Корнилаев, Фуртичев
МПК: H05K 3/34
...реле на входе схемы н моментов подачи тока в обмотку реле на выходе схемы, Выдержка регулируется в пределах от десятой доли секунды до нескольких секунд.Схема управления содсржп переключатель 20 реверса двигателя каретки 5 и концевые выключатели 21 и 22. Б цепь питания двигателя включены контакты 23 исполнительных реле 23 останова двигателя и 24 реле 24 пуска двигателя. Обмотка реле 25 включена в цепь щупа-съемпика и получает питание через контакты 25 программного шаблона, При подаче па схему напряжений питания от источника 19 и положении каретки между концевыми вьцслОчателями, двигатель перемещает каретку в направлении, заданном положением переключателя 20. Как только щуп попадает на очередной контакт шаблона, контакты 25 реле 25...
Предыдущий патент: Шихта для наплавки твердого сплава
Следующий патент: 164197
Случайный патент: Устройство для бурения шпуров некруглой формы