Способ изготовления нетканой ленты и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1595969
Автор: Петрик
Текст
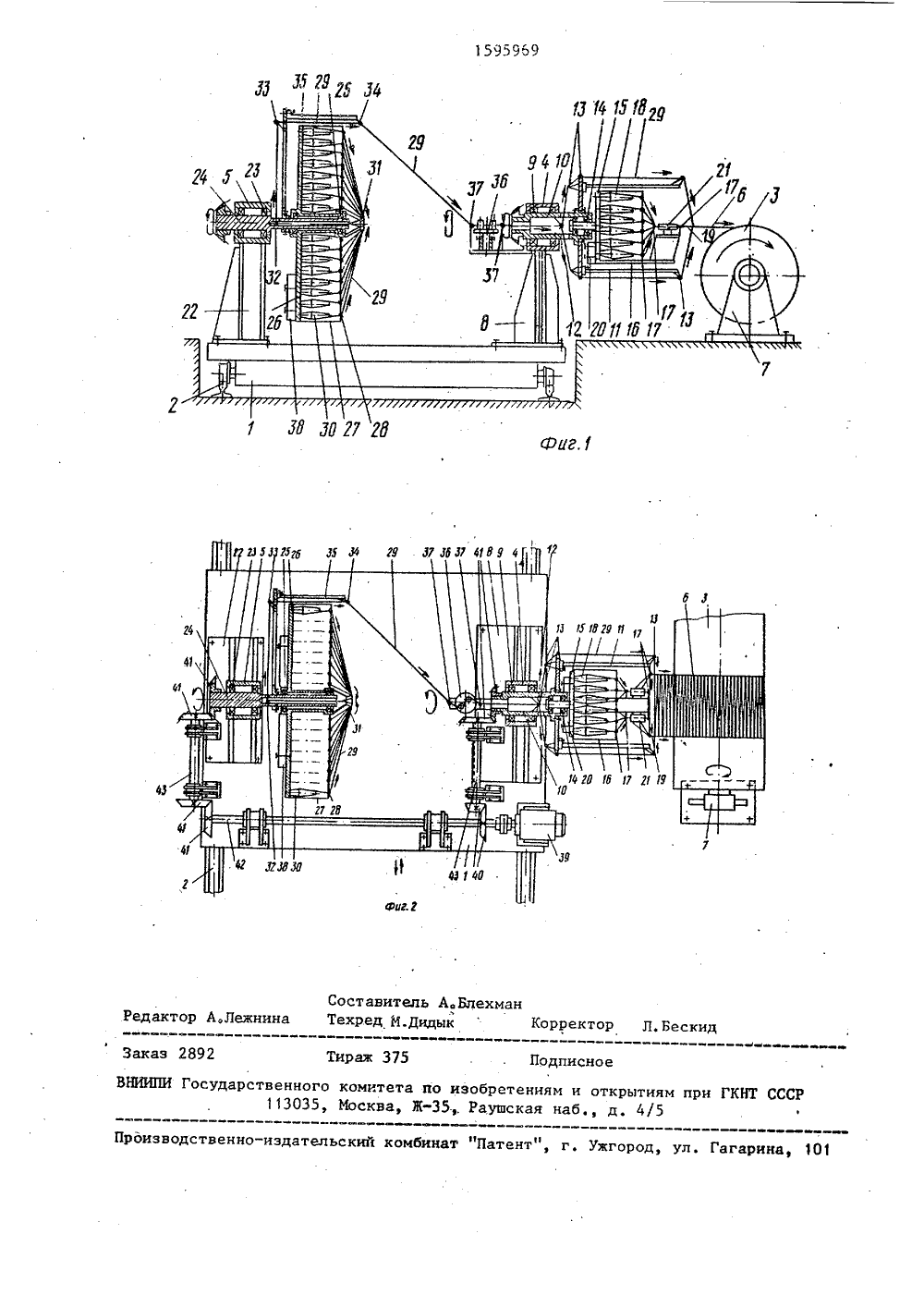
(51)5 0 04 Н 3/О Ф 1 ОПИСАНИЕ ИЗОБРЕ Д ВТОРСКОМУ СВИДЕ ГЕЛЬСТВУ 494086/3 7.10.88 0.09.90. арьковск ститут ,П.Петри 77.6 НИ(0Авторское 298, кл.(21) (22) (46) (71) ный и (72) (53) (5,6) Р 148 6 ий инж но-строи 8,8)свидет004 Н ьство СССР /04, 1987. НЕТКАНОЙ ГО ОСУЩЕСТ ПОСОБ ИЗГОТОВЛЕ И УСТРОЙСТВО ДП(57) ится к произ Изобретение отнову изделий из арв методом намотки- расширение асемой продукции иенин пронзводитела продукции, Споной ленты, согланые нити, сматывобъединяются иа продольные нионарного шпуляржгут из продольньна раскладчик, к ованных пла Цель изобре в ик ента выовременноми тени од ии ка- готовлен ьнос об и но к вы чест нетк пере ника жгут о шпуля ь ва кромочныхти сматывают со ъединя ника, х ни еиип есп от т Изобретеству изделиков методом нии производител продукции.На фиг.1 показан ализующее предлага щий вид; на фиг,2 - ХурОсновной корпусн ства, реализующего ьно ти и качества з анныхожетпромьонной пласти ыть ис ппленно устройство, ремый способобто же, вид сверамо тки пользовано ти, судостр кетной техни ескоавиаци хи й деталью устрой редлагаемый спозо сортимента ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГКНТ СССР е относится к праизвод ке.ретения - расширение ас" ри одновременном повыше,2чивает обмотку жгутом продольных нитей жгутов. Новым является то, что продольный жгут непрерывно скручивают, затем устройство раскладки при .своей работе раскручивает этот жгут, что позволяет осуществлять формовани жгута множеством групп нитей. Кроме того, новым в предлагаемом устройстве является наличие в его составе средства непрерывного скручивания про. дольного жгута. В способе при скручивании налравление крутки жгута про дольных нитей выбирают соответствующим направлению навивки групп продольны,; нитей на кромочные жгуты при числе кручений в единицу времени при скручивании, соответствующем числу кручений в единицу времени групп про дольных нитей при их навивке на кромочные жгуты. Средство для непрерывного скручивания жгута продольных ни теи имеет жесткую кинематнческую связь с трубой устройства, которая имеет отверстия для вывода групп про дольных нитей и раскладчики, число которых соответствует числу этих отверстий. 2 с.п. и 1 з,п.ф-лы, 2 илсобявляется тележка , которая по рельсам 2 может перемещаться вдоль оси оправки 3, В состав устройства входят формующее средство 4 и сред"5 ство 5 для непрерывного скручивания продольного жгута. Нетканая лента 6 наматывается на вращающуюся оправку 3, которая установлена на опорах 7. Оба средства 4 и 5 размещены на тележке 1.На тележке 1 закреплена стойка 8, в которой установлена подшипниковая опора 9 горизонтальной поворотной трубы 10, входящей в состав формующего средства 4, На наружной поверхности поворотной трубы 10 установлены раскладчики 11 в виде рычагов, а внутри трубы 10 и по длине раскладчиков 11 смонтированы нитепроводники 12 и 13, 2 О направляющие группы продольных нитей в зону формования нетканой ленты б,На другом торце поворотной трубы 10 в ее подшипниковой опоре 14 установлена люлька 15, на которой раэме шен шпулярник 16 с нитепроводниками 17, с помощью которых нити сматываются со шпуль 18 и группируются в два кромочных жгута 19, являющихся по отношению к оправке 3 поперечными. . 30В нижней части люльки 15 закреплен балластный груз 20, смещающий вниз центр ее тяжести для обеспечения постоянного устойчивого положения люльки 15 при вращении поворотной 35 трубы 10, Натяжение кромочных жгутов 19 осуществляется с помощью натяжных устройств 21, также размещенных на люльке 15. Натяжные средства 21 обеспечивают натяжение поперечных нитей, 49 Кроме формующего средства 4, на тележке 1 смонтировано средство 5 для непрерывного скручивания продольного жгута, которое состоит из корпуса 45 22, на котором установлен подшипниковый узел 23, в котором вращается вал 24 имеющий полую часть, в которой в подшипниковой опоре 25 установлена люлька 26, На люльке 26 размещен шпулярник 27 с нитепроводниками 28, с помощью которых продольные нити 29% сматываются со шпуль 30 и посредст" вом центрального кольца 31, закрепленного,на люльке 26, при своем последующем движении объединяются в; жгут продольных нитей. Этот жгут дви- жется через нитепроводник 32, находящийся внутри полой части вала 24 Вал 24 имеет на боковой поверхности отверстие для вывода жгута продольных нитей к нитепроводникам 33 и 34, размещенным на рычаге 35, который закреплен на валу 24, Натяжение жгута иэ продольных нитей 29 обеспечиваетоя, например, с помощью пальцевого приспособления 36 для натя" жениязакрепленного на стойке 8,Приспособление 36 оборудовано нитепроводниками 37 для подвода и отвода жгута из продольных нитей 29 при его прохождении через это приспособление, В нижней части люльки 26 закреплен балластный груз 38, смещающий вниз центр ее тяжести для обеспечения постоянного устойчивого положения люльки при вращении вала 24.Для вращения поворотной трубы 10 формующего средства 4 и вала 24 средства 5 для непрерывного скручивания продольного жгута на тележке 1 установлен электропривод 39, который, например, с помощью системы зубчатых конических передач 40, 41 и валов 42, 43 может синхронно вращать поворотную трубу 1 О и вал 24 в одном и том же направлении, обеспечивая при этом скорость вращения трубы 10, вдвое большую, чем скорость вращения вала 24, т,е. средство 5 имеет жесткую кинематическую связь с трубой 10.Устройство для изготовления нетканой ленты работает следующим образом.Перед началом работы поперечные нити со шпуль 18, установленных в формующем средстве, проводятся через нитепроводники 17, и сгруппированные из них два поперечных кромочных жгута 19 подаются сквозь натяжные средства 21 и закрепляются на оправке 3,Продольные нити, сматываемые со шпуль 30, установленных на шпулярнике 27 средства 5 непрерывного скручи" вания продольного жгута, группируются с помощью центрального кольца 31 в жгут продольных нитей, который пропускается через полость вала 24 к ни-тепроводнику 32 и через отверстие в вале 24 подается к нитепроводникам 33 и 34, размещенным на рычаге 35 После нитепроводника 34 жгут из продольных нитей 29 поступает к приспо-; соблению 36 для натяжения, затем он вводится внутрь поворотной трубы 10,95969 6 5 10 15 20 25 30 35 4045 50 515После нитепроводника 12 продоль- -ный жгут разделяется на множествогрупп нитей, каждая из этих группвыводится к боковой стенке трубы иподается через соответствующее отвер. стие на отдельный раскладчик 11, послечего прикрепляется к кромочным жгутам 19. После этого включается привод оправки 3 и привод перемещениятележки (не показаны), Затем включается злектропривод 39, обеспечивающий вращение горизонтальной поворотной трубы 10 и вала 24, Кромочные жгуты 19 наматываются на оправку 3 и одновременно обвиваются множеством групп продольных нитей, Продольные нити при своем движении к зоне формования нетканой ленты 6 сматываются со шпуль 30 шпулярника 27, размещенного на люльке 26, поступают к центральному кольцу 31, а затеи внутрь полой части вала 24 к нитепроводнику 32, Образовавшийся продольный жгут выходит из полости вала 24 и проходит через нитепроводники 33 и 34, установленные на рычаге 35, и далее подается внутрь вращающейся трубы 10. Здесь на выходе из нитепроводника 12 продольный жгут разделяется на множество групп нитей, которые через отверстия в .трубе 10 поступают к нитепроводникам 3, установленным на раскладчиках 11, вращением которых и производится навивка групп продольных нитей на кромочные жгуты 19,На участке от центрального кольца 31 до нитепроводника 37 средство 5 непрерывного скручивания продольного жгута создает за один оборот вращающегося рычага 35 два кручения жгута из продольных нитей 29, На участке от нитепроводника 37 до нитепроводника 12 каждый оборот трубы 1 О с расклад- чиками 11 создает одно кручение жгута из продольных нитей 29 в том же направлении, что и средство 5. Так как скорость вращения рычага 35 вдвое меньше скорости вращения трубы 1 Э с . раскладчиками 11, то на участке между нитепроводниками 37 и 12 продольный жгут вращается с той же скоростью и в том же направлении, что и труба 10 с раскладчиками 11. Это позволяет разделить продольный жгут на множество групп нитей после нитепроводника 12 и подать каждую из этих групп на отдельный раскладчик 11. Таким образом формуется нетканая лента 6 с продольно-поперечной ориентацией нитей, которая непрерывно поступает нЖ оправку 3 цля намотки изделий.Средство 5 для непрерывного скручивания продольного жгута работает по схеме процесса, обеспечивающего двойное кручение (за один оборот рычага 35 жгут из продольных нитей 29 получает два кручения). При неподвижных шпулях 30, установленных в люльке 26, и при вращении рычага 35 жгут иэ продольных нитей 29, двигаясь через кольцо и нитепроводники 31 й 32, по лучает первое кручение и втоое кручение (в том же направлении, то и первое) на участке нитепроводник 33 - нитепроводник 37, Наличие обоих кручений обусловлено тем, что нити 29 на участке от нитепроводника 32 до нитепроводника 33 как бы "принадлежат" вращающемуся рычагу 35. Таким образом, если бы жгут из продольных нитей 29 после прохождения нитепроводника 37 поступил на какое-либо приемное устройство (например, вращающуюся оправку), он наматывался бы на нее и при этом был бы скрученным. Но так как после нитепроводника 12 жгут из гродольных нитей 29 снова скручивается за счет вращения расклад- чиков 11 в том же направлении, в котором была создана скрутка, то оказывается возможным разделить жгут иэ продольных нитей 29 на множество групп нитей.Проведение указанной операции разделения жгута из продольных нитей 29становится возможным только в томслучае, когда направление скручивания продольных нитей, создаваемоесредством 5, совпадает с направлением навивки групп продольных нитей накромочные жгуты, возникающим при работе средства 4 а число кручений,производимых ими в единицу времени,одинаково. Операция скручивания жгута из продольных нитей 29 необходимапри работе устройства для "нейтрализации скручивания жгута из продольных нитей 29, которое возникает привращениираскладчиков 11,Операция скручивания продольного жгута позволяет обеспечить параллель ное (не скрученное) движение нитей в этом жгуте при совместной работе устройств 4 и 5.Таким образом, изобретенне позволяет вести намотку нескрученным жгутоми одновременно несколькими жгутами(необязательно одинаковой толщины,т.е. получать разнообразные структурынетканой ленты а также поь зсить про) -" изводительность без снижения качества ленты, т.е. расширить ассортиментвыпускаемой продукции,Формула изобретения1, Способ изготовления нетканой ленты, при котором осуществляют подачу поперечных нитей со шпулярника с последующим объединением их в кромочные жгуты и намоткой на оправку, продольные нити подают с соответствующего шпулярника, Формируют из них жгут продольных нитей, осуществляют его подачу на раскладчик и навивают 20 жгут продольных нитей на кромочные жгуты, о т л и ч а ю щ и й с я тем, что, с целью расширения ассортимента при одновременном повышении производительности и качества продукции, 25 после Формирования жгут продольных нитей подвергают непрерывному скручиванию, затем его разделяют на группы нитей с последующей подачей каждой группы продольных нитей на соответ- , 30 ствующий раскладчик для навивки на кромочные жгуты, причем при скручивании направление крутки жгута продольных нитей выбирают соответствующим направлению навивки групп продольных нитей на кромочные жгуты а число кручений в единицу времени, сообщаемое жгуту продольных нитей при скручивании выбирают соответствующим числукручений в единицу времени, сообщае .мому группам продольных нитей при их навивке на кромочные жгуты.2. Устройство для изготовления нетканой ленты, содержащее шнулярник 45 продольных нитей, средство Формиро- вания из продольных нитей жгута,при- Я способление для натяжения жгута продольных нитей, смонтированную в под-шипниковых опорах на тележке трубу сотверстиями для ввода и вывода жгутапродольных нитей с расположеннымивнутри нее нитепроводниками, приводповорота трубы, смонтированную наторце трубы люльку с установленнымина ней шпулярником поперечных нитей,средством для объединения их в кромочные жгуты, имеющим нитепроводники,и приспособлением для натяжения кромочнйх жгутов, раскладчик, смонтированный на внешней поверхности трубы, имеющей отверстие для вывода продольных нитей, расположенное у основания раскладчика, о т л и ч а ю -щ е е с я тем, что с целью расширения ассортимента при одновременномповышении производительности и качества продукции, оно снабжено средствбм для непрерывного скручиванияжгута продольных нитей, имеющим жесткую кинематическую связь с трубой,при этом последняя снабжена дополнительными отверстиями для вывода групппродольных нитей и дополнительнымираскладчиками, число которых соответствует числу дополнительньгл отверстийтрубы,3. Устройство по п,2, о т л и -ч а ю щ е е с я тем, что средстводля непрерывного скручивания продольных нитей содержит люльку, на которой смонтирован шпулярник продольныхнитей, вал, смонтированный в подшипниковых опорах, имеющий полую частьс расположенными внутри нее нитепровод иками, рычаг с нитепроводниками,смонтированный на внешней поверхнос"ти вала, при этом последний имеетотверстие для вывода жгута продоль-,.ных нитей, расположенное у основания рычага с нитепроводниками, причем люлька жестко смонтирована навнешней поверхности полой части вала.15959 б 9 г,1 Составитель А.БлехманТехред Й.Дидык Корректор Л.Бескид едактор А.Лежнин аказ 28 Тираж 37 пнсное сударственного комитета по изобретениям и открытия 113035, Москва, Ж,. Раушс д, 4/5 и кая наб. Производственно-издательский комбинат "Патент", г, Ужгород, ул. Гагарина, 10
СмотретьЗаявка
4494086, 17.10.1988
ХАРЬКОВСКИЙ ИНЖЕНЕРНО-СТРОИТЕЛЬНЫЙ ИНСТИТУТ
ПЕТРИК ВЛАДИМИР ПАВЛОВИЧ
МПК / Метки
МПК: D04H 3/04
Опубликовано: 30.09.1990
Код ссылки
<a href="https://patents.su/5-1595969-sposob-izgotovleniya-netkanojj-lenty-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления нетканой ленты и устройство для его осуществления</a>
Устройство для изготовления нетканой ленты

Номер патента: 1675443
Опубликовано: 07.09.1991
Авторы: Земляков, Копаев, Петрик, Фоменко
МПК: D04H 3/04
...вращения внутреннего рычага 21 обеспечивается в области, огра 30 ниченной траекториями врашения внутреннего 21 и наружного 28 рычагов.Нити со шпулярника 25 группируются в жгут 51 продольного армирования. Направления вращения наружного рычага 28, про 35 межуточной втулки 17 и раскладчика 8 совпадают между собой, что обеспечивает их совместную синхронную работу, Направление вращения внутреннего рычага 21 противоположно направленного вращения наружного рычага 28, что обеспечивает увеличение суммирование) скруток получаемых из рычагов 21 и 28, дает за каждый свой оборот по две скрутки, то суммарное коли 40 чество скруток, получаемых на жгуте 51, равно четырем.Устройство работает следующим образом.Сгруппированные нити 11 поперечного...
Технологический инструмент для продольной горячей прокатки труб

Номер патента: 1729636
Опубликовано: 30.04.1992
Авторы: Ващенко, Голубчик, Губинский, Друян, Казакевич, Перчаник, Позументщиков, Толпин, Финагин
МПК: B21B 17/02
Метки: горячей, инструмент, продольной, прокатки, технологический, труб
...В плоскости боль-шего основания оправки (плоскость 1-1) инструменты образуют постоянный попериметру калибра кольцевой зазор д(фиг.З),Инструмент работает следующим образом.Нагретая трубная заготовка 4 (фиг,4) за счет осевых усилий О, создаваемых, например, группой клетей продольной прокатки, свободно раздается участком оправки 5, расположенным перед валковым калибром. После осуществления захвата, валками заготовка раздается участком.6 оправки 2, расположенным за линией цейтров валков с обжатием по стенке. В плоскости большего основания оправки (плоскость 1 - 1) происходит.окончательное формирование стенки и диаметра готовой трубы,П р и м е р. Построение калиброви ручья валка на примере горячей прокатки с раздачей труб 244,5 х 12 мм в...
Станок для выбирания продольных прорезов в трубах

Номер патента: 35526
Опубликовано: 31.03.1934
Автор: Лаврешкин
МПК: B23C 3/30
Метки: выбирания, продольных, прорезов, станок, трубах
...чтобы иметь возможность перемещатьшпиндель 1 как в продольном, так ипоперечном направлении, благодаря чемуи осуществлять подачу фрез. Для поворота подшипников 3, 3 на последнихимеются шестерни 4, находящиеся в сце.плении с шестернями 5 на общей оси которых насажено червячное колесо 6, получающее вращение от червяка 7 при посредстве рукоятки 8, Для сообщения вращения шпинделю 1 служит шкив 10, соединеннйй ременной передачей со"шки.вом электромотора 12, а для обеспечения постоянного натяжения ременной пе.редачи, а с ней и вращения фрез 22 при различных расположениях шпинделя 1, получаемых,при повороте эксцентриковых подшипников 3, в станке применено натяжное приспособление 11 Леникса . с йружиной 13,Укрепление обрабатываемой трубы 20в...
Устройство для газопрессовой сварки продольных швов обечаек труб

Номер патента: 75716
Опубликовано: 01.01.1949
Автор: Прохоров
МПК: B23K 31/06, B23K 37/04, B23K 5/06
Метки: газопрессовой, обечаек, продольных, сварки, труб, швов
...находящимся внутри обечайки и двумя рядами колодок 11, связанных со штоками поршней пневматических цилиндров 8.Колодки 11 сжимают обечайку до соприкосновения подготовленных кромок продольного шва трубы, и обеспечивают надлежащее давление кромок, необходимое при сварке, которая происходит в результате на. грева всего шва многопламенной горелкой 9.Расширяющее приспособление состоит из двух шарнирно связанных колодок 2, поворачивающихся вокруг оси 4, Действие колодок обеспечивается рядом пневматических цилиндров б.1-1 аслон пневматических цчлипдпоп 8 н установка сжимающих колодок 11, шарнирно прикрепленныхк концам штоков цилиндров, производится укрепленными в раме винтами 12. 1. Устройство для газопрессовой сварки продольных...
Гратосниматель для удаления внутреннего грата с продольного шва в трубах

Номер патента: 256721
Опубликовано: 01.01.1969
Авторы: Батист, Блинов, Дерганов, Королев, Матвеев, Усть
МПК: B23K 37/08
Метки: внутреннего, грата, гратосниматель, продольного, трубах, удаления, шва
...является пружиной, вследствие чего корпус верхней частью постоянно поджимается к внутречней поверхности трубы с определенным усилием.В корпусе установлены насекатель 2 грата и дисковая фреза 3, причем расположены они в одной плоскости, а между собой соединяются зубчатыми колесами 4, Б и о.Для предотвращения самопроизвольного выпадания осей гратосниматель содержит боковые планки 7. Установка гратоснимателя на стане осуществляется посредством тяги 8.Перед началом работы гратосниматель вводится в трубу так, чтобы грат вошел в направ ляющую канавку. Во время работы стана гратс трубой перемещается относительно гратоспимателя, при этом насекатель 2, поджатый к грату за счет прорезанных пазов в нижней части корпуса гратоснимателя, под...
Предыдущий патент: Фильтрующий нетканый материал
Следующий патент: Способ изготовления нетканого иглопробивного материала
Случайный патент: Всесоюзная