Способ управления процессом скручивания чайного листа
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1567150
Автор: Меквабидзе
Текст
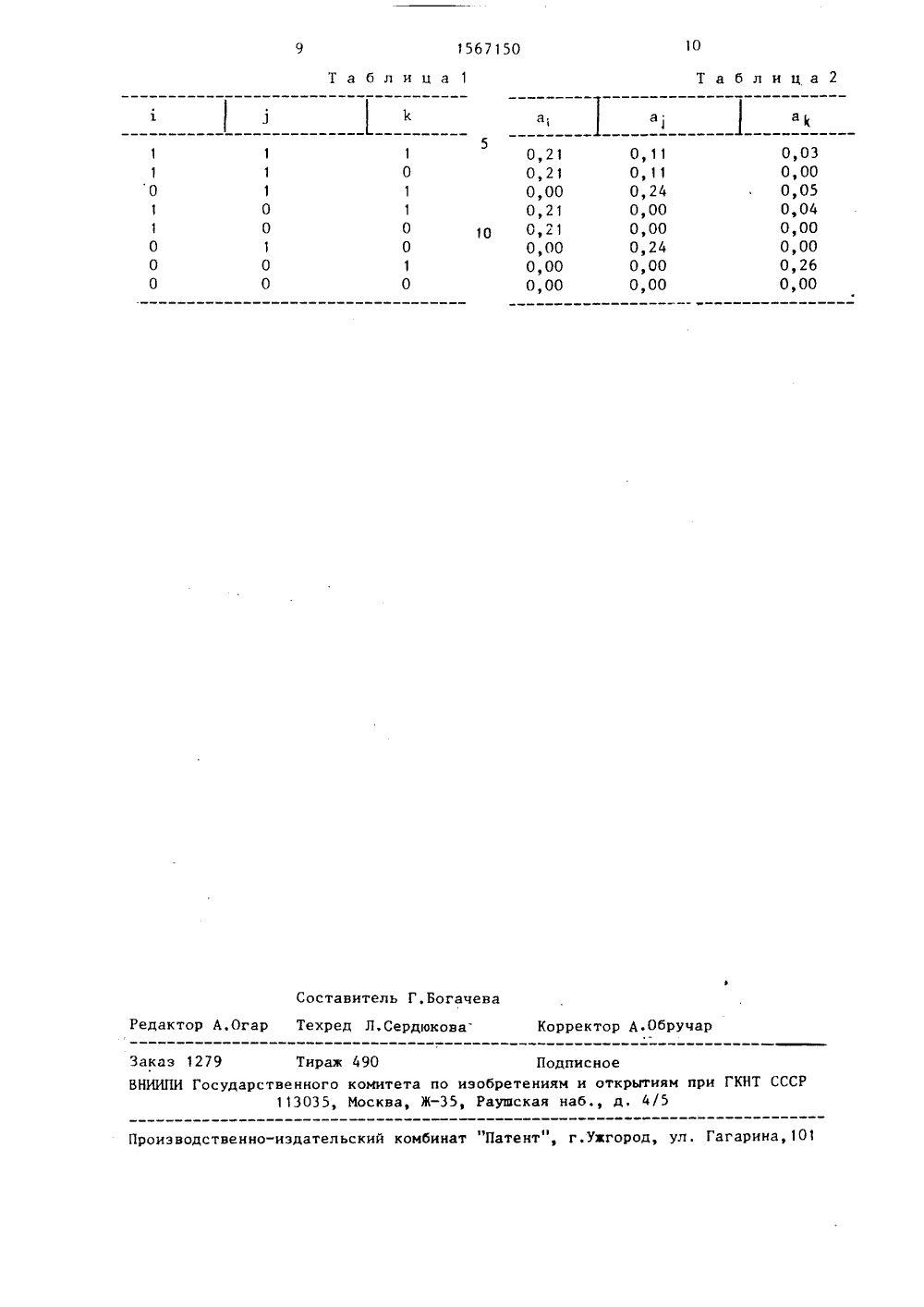
.БО 1567150 А 1 151)5 А 23 Е 3/00 ИЗОБ ПИСАН Я ТЕН А ВТОРСНОМУ СВИДЕТЕЛЬСТВУ кручивани вания мел опи последующих тся путем вэве второ редел фрак личес леров ют по иолля 8) струк ия проайныхТМ 1810 ая дл переработ , п. 3.4.1 ССОМ двух последоватеи при их равенсткрупная фракцияна резку, затемтроль конца скрубщему выходу медния. 2 табл,чества роллеров ных скручиваний отсортированная ва направляется скручивание. Кон вания ведут по о фракции скручива ер а,0,58ь,.ь к тносится к пищевой в частности к чайетение онности ичес ллеро промы ноиЦель ва скру мелкой ности с 4 изикоываемо оль ко ракцио утем обесаемой мас ручиван ной скр акции с,фрия оптимал пе ы в роллерах. ГОСУДАРСТ 8 ЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(54) СПОСОБ УПРАВЛЕНИЯ ПРО СКРУЧИВАНИЯ ЧАЙНОГО ЛИСТА(57) Изобретение относится к пищевой промышленности, Целью изобретения является повышение качества скручивания чайного сырья путем обеспечения оптимальной скручиваемой массыв роллерах и тем самым выхода мелкойфракции скручивания и качества готовой продукции чая. Данный способ предусматривает определение фракционно-.го состава партии чайного сырья, по"ступившего на переработку, прогноэированный выход мелкой фракции первого скручивания по соотношениюМ 8 Ь + С 0,23 Ь (Ь+ Ьэ) а выход мелкой фракции изобретения - повышение качестивания чайного сырья по выходу ции по анализируемои пробе. Котво одновременно работающих рв секциях скручивания опреде соотношению п, = Еп; 0,8(ш, -- М,): ш+ 0,4011, где Ь, Ьа, Ьэ - фракции механического состава чайного сырья: одно-двулистные флеши трех-четырехлистные флеши, оставшаяся масса пробы, г; ш 1 - скручиваемая масса в роллере первого скручивания, кг; ш; - скручиваемая масса в роллере 1-го скручивания, кг;и; - количество роллеров в секциях -го скручивания; М - выход мелкой фракции 1-го скручивания, кг; шнеобходимая минимальная скручиваемая масса в роллерах;- порядковый номер, 1. щ 1,2,; Е - показатель целой части. Перед каждым последующим скручиванием сравниваются колиб предусматривает изменение ва одновременно работающихв секциях скручивания и крат ручивания в зависимости от еханическию свойств перерабапартии чайного сырья, контца скручивания и определение ного состава партии чайногосырья, поступившей на переработку,затем выход мелкой фракции первогоскручивания прогнозируют по соотношению 5 ф (1) 70 23 Ь (Ь+Ьз) М =0 588 Ь +у1 а второго и последующих скручиванийопределяют путем взвешивания мелкойфракции по анализируемой пробе иливсей отсортированной мелкой фракции,при этом расчет количества одновременно работающих роллеров в секциях ве 1дут по Соотношению 1 О 5 Г О 8(ш,-М 1)и = ЕГп -д -+ 0 401", (2)ГЭ 1 эш ми фракции механическо2 20 го состава чайного сырья: одно-двулистные флеши, трех-четыРехлистные флеши, оставшаяся масса пробы, г;скручиваемая масса в роллере первого скручивания, кг;количество роллеров в секции 1-го скругде Ь, Ь, ЬЗ чивания, кг;п - количество роллеров11в секциях (д+1)-госкручивания (кроме 35первого);т, - скручиваемая массав роллере 1-го скру.чивания, кг;ш - необходимая минималь мннная скручиваемая масса в роллере, неменьше 150 кг;М М - выход мелкой фрак( Ф45ции, первого, д-госкручивания,"1 - порядковый номер,д =1,2,;Е - показатель целой части,50причем перед последующим скручиванием сравнивают количества роллеровдвух последовательных скручиваний ипри их равенстве отсортированную массу крупной фракции сначала направляют на резку, затем на скручивание доего завершения, контролируемого по общему выходу мелкой фракции,При контроле конца скручивания по выходу мелкой фракции прогнозируют общий выход мелкой фракции с учетом фракционного состава сырья и наличия резки в процессе скручивания по формулеоь Ь,+ЬМ= 10 891 Ь+ 0 401 Ь ----- л11 э 1 Й тг,аз Ь,1 +а; +)а +)са), (3) где ,1,1 - признаки налйчия резкисоответственно для первогол второго и третьегоскручивания;а;,а ,а 1 - коэффициенты резки скрученной массы соответственно для первого, второго и третьего скручивания,Коэффициенты скрученной массы устанавливают в соответствии с таблицей состояния наличия резки скрученной массы (табл. 1) по таблице коэффициентов резки (табл, 2), где в табл. 1 "1" обозначает наличие резки скрученной массы, "0" - отсутствие резки скрученнои массы.Затем, начиная с второго скручивания, путем взвешиваний определяют массу мелких фракций отдельных скручиваний, суммируют с предыдущей и устанавливают относительную разность от общей мелкой фракции скручивания11М- ЬМ;оьМ 1007., (4)Р оьгде М,- масса общей мелкой фракциискручивания, кг;М; - масса челкой фракции д-госкручивания, кг;М - величина разности об общейРмелкой фракции скручивания Ж,и при значении МР с 27 в конце третьего или четвертого скручивания ( в случае дополнительного скручивания) процесс скручивания считают законченным.1П р и м е р 1. Проводят анализ пробы весом 200 г и определяют фракционный состав партии чайного сырья:Ь = 76,3 кгЬ 102,0 кгЬэ - 21,7 кг5 15671с пересчетом на один роллер массой200 кг.Определяют прогноэируемый выход мелкой фракции первого скручивания5 на каждый роллер по формуле (1):М, = 56,58 кг.. Устанавливают количество роллеров первого скручивания с учетом производительности сушильного отделения. Оно составляет преимущественно п =3. Загружают три роллера первой секции скручивания и запускают, Проводят расчет количества роллеров второго скручивания по формуле (2):15 Од 8(200-56 д 8) 200+ О 401= Е 2,1221 = 2 фВычисляют общий выход мелкой фракции скручивания по формуле (3):М;= 87,74 кг.ФУстанавливают признаки скручивания 1 = 3 = к = О,25По окончании первого скручиванияскрученную массу сортируют, загружают в роллеры (п = 2), устанавливаютпризнаки резки 1 = 3 = 1 = О,К концу второго скручивания поанализируемой пробе определяют выходмелкой фракции скручивания М=20,5 кг,определяют суммарный выход мелкойфракции скручивания Е М;= М,+М д =- 56,58 + 20,50 = 77,08 кг, определяют разброс от выхода мелкой фракции 35и прогноэируемого общего выхода мелской фракции скручивания Мр = 12,17 ипроводят контроль конца скручивания.Так как Мр = 12,17. 27, то определяютколичество роллеров третьего скручива 40ния по формуле (2); и= Е 2,47 = 2,и так как п = пз,то отсортированнуюкрупную фракцию сперва направляют нарезку, а затем на скручивание. Приэтом пересчитывают прогнозируемый общий выход мелкой фракции скручиванияи по признакам резки скрученной массы,О, 3 = 1, 1 = 0 выбирают соответствующий коэффициент а = 1,24 и вычисляют М = 108 8 кг.5011 сК концу третьего скручивания поанализируемой пробе определяют выходмелкой фракции третьего скручиванияМ = 35,6 кг и проводят контроль конца скручивания - определяют разброс108 д 80-113 д 68 ъ 1007 = -3 57108,80 50оТак как -3,577, (27, скручиваниечая заканчивают.Схема скручивания по предлагаемомуспособу соответствует 3:2;2, но приэтом проведена резка после второгоскручивания.П р и м е р. 2. Проводят анализ пробы чайного сырья весом 200 г и определяют фракционный состав перерабатываемой партии чайного сырья; Ь = 130,5 кгЬ = 50,3Ьэ = 19,2 кгс пересчетом на один роллер массой 200 кг.Определяют прогноэируемый выход мелкой фракции первого скручивания по формуле (1); М= 80,34 кг.Устанавливают количества роллеров первого скручивания с учетом производительности сушильного отделения. Оно составляет п= 3, Загружают три роллера первой секции и запускают. Проводят расчет количества роллеров второго скручивания по формуле (2): п = Е 2,31=. 2, вычисляют прогноэируемый общий выход мелкой фракции скручивания по формуле (3); М 1,12 1,92 кг, устанавливают признаки скручивания 1 = ) = 1 = О.По окончании первого скручивания скрученную массу сортируют, загружают в два роллера и запускают, устанавливают признаки скручивания 1 =3 = 1 = О.К концу второго скручивания по анализируемой пробе определяют выход мелкой фракции второго скручивания М = 40,5 кг и проводят контроль конца скручивания - вычисляют значение М и сравнивают с заданным значением:121 д 92-(80 д 34+40 д 5)121,92- 0,887,Так как 0,88 ( 27., то скручивание .чая заканчивают.Схема скручивания по предлагаемому способу соответствует 3:2.П р и м е р 3. Проводят анализ пробы чайного сырья весом 200 г и определяют фракционный состав перерабатываемой партии чайного сырья:Ь = 45,3 кгЪ = 105,0 кгЬз = 49,7 кгс пересчетом на один роллер массой 200 кг.Определяют прогнозируемый выход мелкой фракции первого скручивания по формуле (1): М= 29,01 кг, устанавливают количества роллеров первого скручивания с учетом производитель 5 Ю ности сушильного отделения, Оно составляет и, = 3. Загружают три роллера первой секции и запускают. Проводят расчет количества роллеров второго скручивания по формуле(2): п = 3, вычисляют прогнозируемый общий выход мелкой фракции скручивания по формуле (3). Так как количества роллеров первого и второго скручивания равны, т,е. п, = п 2 = 3, то при расчете М;. учитывают значения признаков резки скрученной массы а 1 = а = 0,24,о 6а 1, = О. М;д = 87,98 кг.По окончании первого скручивания массу сортируют, крупную фракцию направляют сперва на резку, затем на скручивание, при этом загружают три роллера второго скручивания и запускают. К концу второго скручивания по анали зируемой пробе определяют выход мелой фракции скручивания М д = 18,0 кг и проводят контроль конца скручивания - определяют Мр и сравнивают его значение с заданным значением 27.: 30- 87 д 98 (29 д 01+26 д 30) " 00787,98 ют,К концу третьего скручивания по ., алл:ируемой пробе определяют выходкой ракции скручивания М = 7,3 кг и пр,.1 водят контроль конца скручивания - вычисляют значение 45 48 д 36-(29 д 01+18 О+7 3)-12,3 Т 48,36Так как -12,37 27., то скручивание заканчивают.Схема скручивания по предлагаемому способу в рассматриваемом примере соответствует 3:3:2.Таким образом, предлагаемый способ управления процессом скручивания чая позволяет увеличить выход мелкой фракции скручивания, что повышает качество,готовой продукции чая, сократить 2, 77.,Так как 2,77. (27, то вычисляют количество роллеров третьего скручивания п = 2.ип , поэтому отсортированную крупную фракцию загружают в два роллера третьего скручивания и запуска время скручивания без ущерба качеству скручивания (пример 2), обеспечить оптимальное количество скручиваемой массы в роллерах скручивания, что обусловливает качественное ведение процесса скручивания.формула изобретенияСпособ управления процессом скручивания чайного листа, предусматривающий многократное скручивание чайного листа, определение фракционного состава чайного сырья и определение конца скручивания, о т и и ч а ю щ и й с я тем, что, с целью повышения качества скручивания, определяют прогнозируемый выход мелкой фракции первого скручивания по формулеМ,=0,588 Ь, + -д- е0 23 Ь (Ь +ЬЬ,ьшвыход мелкой фракции последующих скручиваний - путем взвешивания пробы или всей отсортированной мелкой фракции, рассчитывают для каждой стадии скручивания количество одновременно работающих роллеров по формулег 0,8(т;-М;)п = Е й 1 -д - - + О 401",1+ Ф 4Щ мингде М,М; - выход мелкой фракции первого, -го скручивания; Ь,Ь,Ь - фракции механического состава;гп - скручиваемая масса в роллере первого скручивания;п +, - количество роллеров всекциях (1 + 1)-го скручивания, кроме первого;Е - показатель целой части;п; - количество роллеров в секции -го скручивания;ш, - скру,даваемая масса в роллере -го скручивания;ш м,ц, - необходимая минимальнаяскручиваемая масса в роллере.Сравнивают количество одновременно работающих роллеров в двух последовательных стадиях скручивания, причем при равенстве результатов сравнения осуществляют отсортировку массы крупной фракции и перед последующей стадией скручивания осуществляют резку отсортированной массы крупной фракции, а определение конца скручивания осуществляют по результату сравнения выхода мелкой фракции с заданным значением.1567150 Таблица 1 Таблица 2 а а,Составитель Г,Богачева Редактор А,Огар Техред Л.Сердюкова Корректор А.Обручар Заказ 1279 Тираж 490 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раувская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина,101 1 1 О 1 1 0 0 0 0,21 0,21 0,00 0,21 10 0,210,00 0,00 0,00 0,11 0,11 0,24 0,00 0,00 0,24 0,00 0,00 0,03 0,00 0,05 0,04 0,00 0,00 0,26 0,00
СмотретьЗаявка
4305556, 18.09.1987
Р. З. Меквабидзе
МЕКВАБИДЗЕ РУИЗАН ЗАХАРОВНА
МПК / Метки
МПК: A23F 3/00
Метки: листа, процессом, скручивания, чайного
Опубликовано: 30.05.1990
Код ссылки
<a href="https://patents.su/5-1567150-sposob-upravleniya-processom-skruchivaniya-chajjnogo-lista.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом скручивания чайного листа</a>
Устройство для электроэрозионного удаления мелких дефектов на рабочих поверхностях зубчатых колес

Номер патента: 917985
Опубликовано: 07.04.1982
Авторы: Зазнобин, Мищенков, Янов
МПК: B23P 1/02
Метки: дефектов, зубчатых, колес, мелких, поверхностях, рабочих, удаления, электроэрозионного
...вход которого подключен к,выходу электри" ческого Фильтра 2. Выход Фильтра 3 соединен с первым входом селектора 7 8 Ь 4по уровню, выход которого соединен с первым входом блока 8 управления, Выход фильтра 6 соединен с первым входом селектора 9 по уровню, выход которого соединен со вторым входом блока 8 управления. Третий вход блока 8 управления соединен с выходом преобразователя 4 углового положения зубчатого колеса, выход задатчика уровня 10 " со вторыми входами селек" торов 7 и 9 по уровню, Первый. выход блока 8 управления подключен к блоку 11 коммутации, а второй выход " к третьим входам пропускающих синхронных гребенчатых фильтров 3 и 6. Пара вторых входов блока 11 коммутации подключена к источнику 12 тока, а выходы блока 11...
Способ определения выхода подборов при переработке слюдяного сырья

Номер патента: 1596235
Опубликовано: 30.09.1990
МПК: G01N 27/72
Метки: выхода, переработке, подборов, слюдяного, сырья
...коэффициент К, определяли истинную магнитную восприимчивость каждого кристалла. Затем опредялялн среднее для 100 исследуемых кристаллов значение магнятной восприимчивости, которое оказалось равным 52, 13 10 -ед.СИ.Среднее значение магнитной восприимчивости исследуемой партии мусковитого сырья,а также значения основного выхода и тангенса угла диэлектрических потерь подборов, полученные предлагаемым способом, представлены в табл. 2. Для сравнения в табл. 2 представлены фактический основной выход и тангенс угла диэлектрических потерь подборов, полученные после йереработки исследуемой партии слюды, а также основной выход подборов, определяемый по известному способу.Из данных. табл, 2 следует, что относительная погрешность...
Автоматический коммутатор отбора фракций для препаративного хроматографа

Номер патента: 288404
Опубликовано: 01.01.1970
Авторы: Арновер, Иоонсон, Туйманн
МПК: G01N 30/82
Метки: автоматический, коммутатор, отбора, препаративного, фракций, хроматографа
...работы блока 17 логики приняты следующие обозначения; а - сигнал с контакта 18, а - сигнал с контакта 18, Ь - сигнал с переключателей 16, с - сигсиал с потенциометров-задатчиков б переднего фронта,пика через элемент 20 и с - сигнал с потенциометров-задатчиков 7 заднего фронта пика через элемент 21.Блок логики реализует логическую функ- ЦШО:Т=а Ь. с+а. сЭто значит, что блок дает выходной си- нал, когда на входе имеются одновременно Оппналы а, Ь и с, или же выходной сигнал появится тогда, когда нз входе имеются олновременно сигналы а и с. В остальных комбинация.входЫх сигналов выходной сигнал отсутствует.Работа коммутатора. Сигнал с детектора 1 оступает на вхо; самописцз 2. При выпсывании переднего фронта пика контакт 4 реле 5...
Устройство для управления отбором фракций газового хромотографа

Номер патента: 552589
Опубликовано: 30.03.1977
Авторы: Гольцов, Лаговиер, Мартьянов, Сонин
МПК: G05B 19/418
Метки: газового, отбором, фракций, хромотографа
...блок, Логический блок управляет переключениями всех перечисленных блоков и элементов в соответствии с введенной программой, записанной в регистре и распределителе, ниформацией и логическими функциями, заложенными аппаратурно в структуре самого логического блока, В счетчик 9 циклов заносится число повторений подпрограмм, за которым он и следит.Устройство работает следующим образом.Перед началом работы в память логического блока 5 управления вводится информация о количестве исследуемых, циклов, длине каждого цикла по количесгву пиков напряжения, о номерах отбираемых пиков напряжения в каждом цикле, потенциалы для каждого отбираемого пика - начало отбора и конец отбора, и;номера соответствующих ловушек для каждого отбираемого вещества....
Устройство для регистрации входа и выхода

Номер патента: 773660
Опубликовано: 23.10.1980
Авторы: Варламов, Дубинин, Подкопаев, Прозоров, Романов, Солдатин
МПК: G07C 9/00
Метки: входа, выхода, регистрации
...блоком 9 контроля на нечет и контрольную сумму, который в свою очередь соединен с блоком 10 памяти емкостью 4 кбайта. Блок 10 памяти соединен с блоком 11 согласования с вычислительной машиной, через который осуществляется передача массива информации на внешнее устройство выводов вычислительной машины. Блок 8 селекции, блок 9 контроля, блок 10 памяти и блок 1 1 согласования с вычислительной машиной подключен к блоку 12 управления, предназначенному для управления всеми операциями передачи информации и выполненному в виде управляемого коммутатора.Между блоками 12 управления и блоком 8 селекции включен блок 13 регистрации времени, предназначенный для подачи кода текущего времени и включения и выключения всего устройства по заранее заданной...
Предыдущий патент: Заменитель цельного молока для молодняка сельскохозяйственных животных
Следующий патент: Способ купажирования чая
Случайный патент: Разгрузочная эстакада для автомобилей-самосвалов