Способ управления процессом совмещенной обработки резанием и поверхностным пластическим деформированием
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1444133
Авторы: Данилов, Цумарев, Чистосердов
Текст
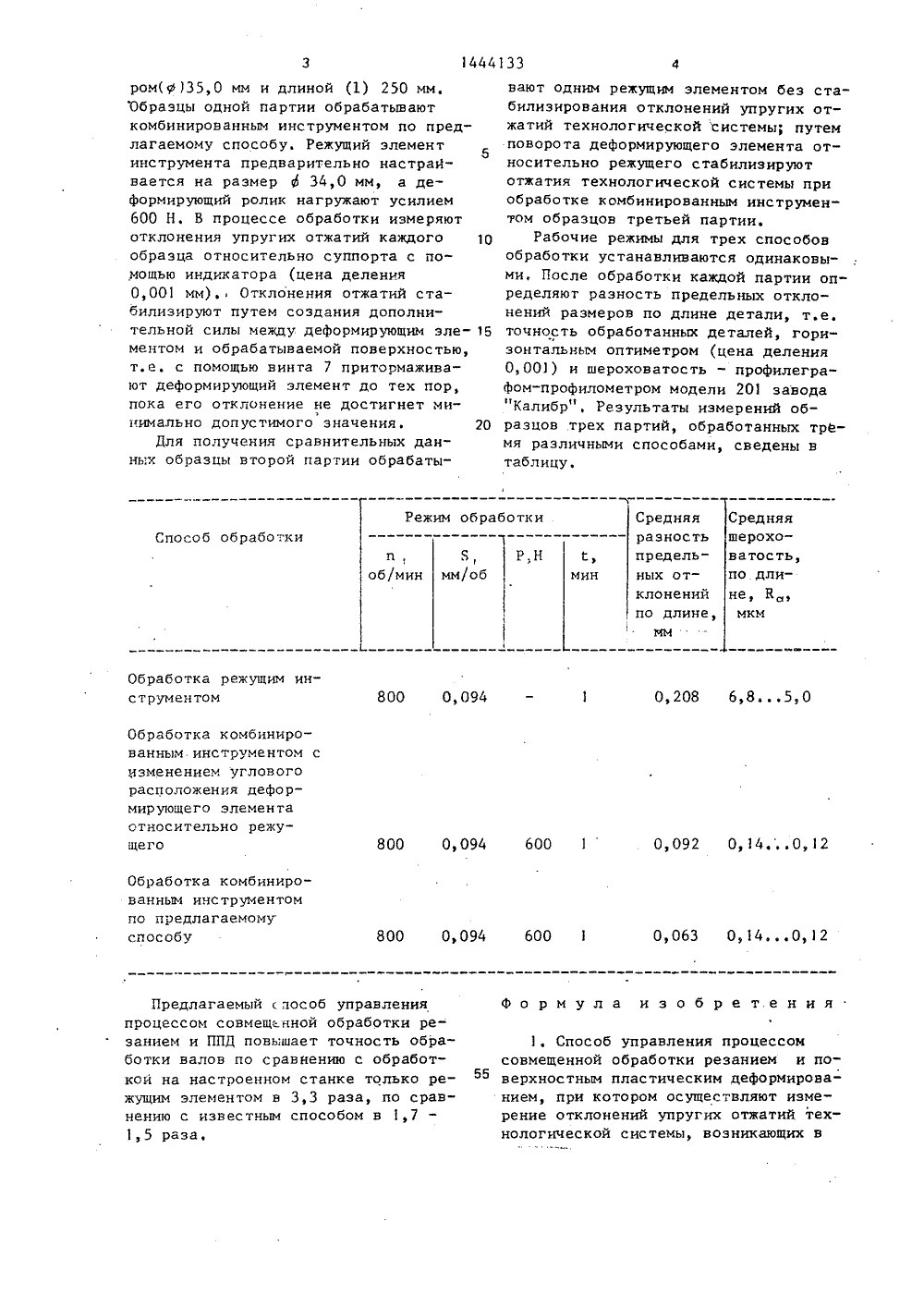
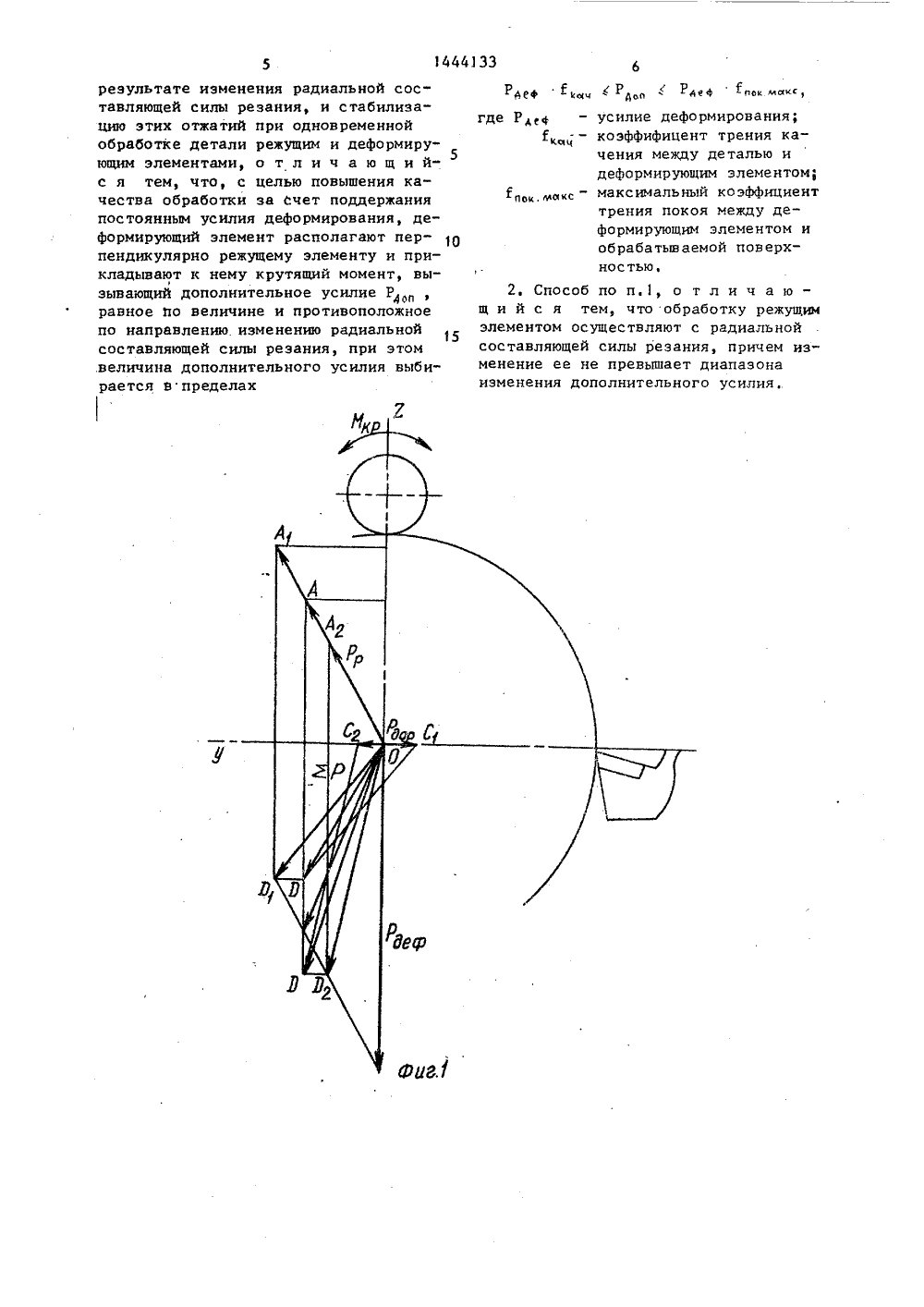
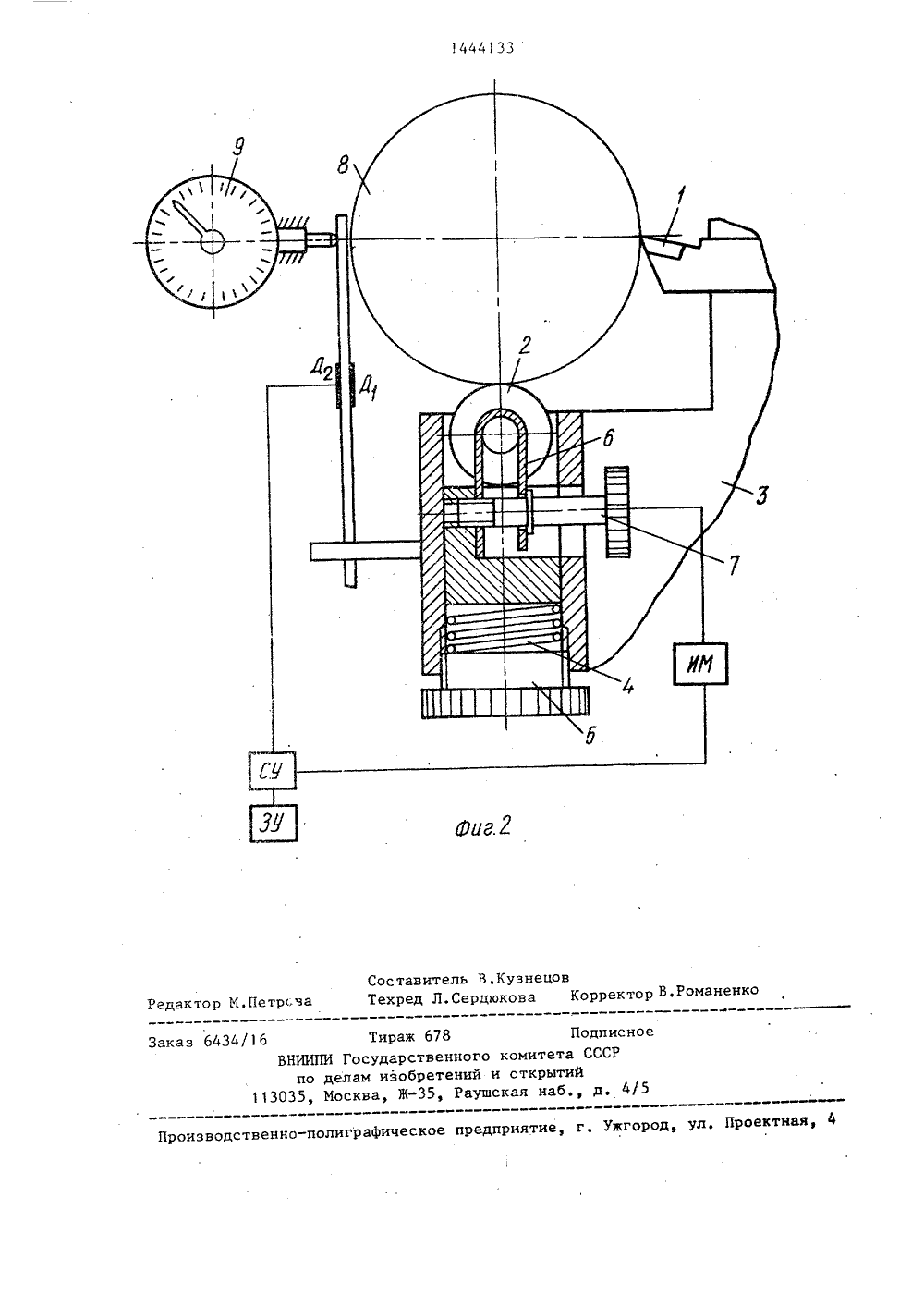
(51) ИСАНИЕ ИЗОБРЕТ СВИДЕТЕЛЬСТВУ ТОРСК 21) 4117922/2509.06.8615.12.88. БП,С,Чистос.84. 2 крутящий модополнительмирующимй поверхе и противоадывают к нему едний вызывает доп между дефо и обрабатываем вную по величи у и прик ент. Пос юл. У 4 рдов, О(46) (72) и В.Н (53) (56) Кф 11 ную силу элементом ностью, р ар 88.8)идетельство СС24 В 39/00,ОСУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ(57) Изобретение относится к машиностроению, а именно к отделочно-упрочняющей обработке резанием и поверхностным пластическим деформированием комбинированными инструментами. Цель изобретения - повышениекачества обработки за счет поддержания постоянным усилия деформирования, Деформирующий элемент располагают перпендикулярно режущему элеменположную по направлению изменению радиальной составляющей силы резания. .Величина дополнительной силы определяется диапазоном Р дефкчРдоР дефпок.мо , где Р 4 еф усилие деформирования, Е,- коэффициент трения качения между деформирующим элементом и обрабатыаемой поверхностью, Г, - максимальный коэффициент трения покоя между деформирующим элементом и обрабатываемойповерхностью. Обработку режущим элементом осуществляют с радиальной сос" тавляющей силы резания, изменение ко- ("дфф торой не превышает диапазона изменения дополнительной силы, Это позволя ет также повысить точность обработки;1 з.п. ф-лы, 1 табл. 2 ил.Рева4 й; сылие деформироваР 1 ия коэффициент трения качения между деформирующим элементом и обрабатываемой поверхностью; максимальный коэффициент 5 трения покоя между деформирующим элементом и обрабатываемой поверхностью. Изобретение относится к машиностроению, а именно к отделочно-упрочняющей совмещенной обработке резанием и поверхностным пластическим деформированием (ППД) комбинированными инструментамы и может быть использовано при обработке на станках, имеющих систему автоматического управления,Цель изобретения - повышение качества обработки за счет поддержания постоянным усилия деформирования,На фиг.1 показана схема, поясняющая управление процессом совмещенной обработки по предлагаемому способу 15 (силы приведены к оси вращения детали); на фиг.2 - принципиальная схема устройства для осуществления предлагаемого способа.Спссоб осуществляют следующим ооРа 111 МПри изменении силы резания Р р(Р ,= =-ОА; Р, = ОА.,) к обрабатываемой детали прикладывают дополнР 1 тЕльпу 1 о силу Ро(Р , =ОС,;Р акоп= ОС ) такую, что проекция равнодействующей 7 Р на ось ОУ остается постоянной, т.е. выполняется условиеР,:а,(ОС,=И,; ОС, = ВП,). При таком условии упругие сжатия в системе СПИД вдоль оси ОУ постоянны,Управление процессом совмещенной обработки резанием и ППД включает измерение отклонений упругих отжатий технологической системы, возникающих в результате изменения радиальной составляющей силы резания, Деформырующий элемент располагают перпендикулярно режущему и прикладывают4 О крутящий момент. Дополнительная сила 1 оп , возникающая при этом между деформирующим элементом и обраоатываемой поверх 11 ость 1 п, равна по величине и протывоположР;а по направлению изменены 1 в радиальнои составля 1 ощей45 резания, при этом величина дополнительной силы определяется диапазономР - с Р. део. каа -акоп - Рдофпок.макс 1 При этом изменение радиальной составляющей силы резания не должно превышать диапазон изменекия дополнительной силы,Совмещенная обработка по предлагаемому способу (фиг,2) осуществляетсяс помощью комбинированного инструмента, состоящего ыз резца 1 и деформирующего ролика 2, установленных вкорпусе 3. Усилие деформированыя созда.ется пружиной ц ы регулировочнымвинтом 5. Крутящий момект создаютпутем торможения деформирующего ролика посредством зажима б и винтаНа корпусе 3 установлено устройствоизмерения упругих перемещений обрабатываемой детали 8, снабженное датчиками Д ы Д.Ррзмененые отклонений упругих отжатий технологической системы, возникающих от изменения условий обработки, контролируется датчиками Д, иД, сигналы от которых через усилитель подаются в сравнивающее устройство (СУ), где они сравниваются ссигналом, 1 эстугающым от задающегоустройства (ЗУ). При неравенстве сигналов, поступающих из датчиков ы ЗУ,ка выходе СУ появляется сигкал рассогласоваки. Этот сигнал через усиЛитЕЛЬ ПОСтУПаСТ 11 а ИСПОЛНИТЕЛЬБЬа механизм (ИК), который соединен с регу.о 1 ыровочным вР 11.1.ом 7, дейс .вуюП 1 ьв 1 через зажим б на деформырующий ролик, ИЯ в зависимости от величины и знакасиги.;ла рассоглссова 11 ыя вращае" винт 7 в ту плы иную сторону до те:; пор пока этот сигнал ке достигнет минимально допустимой величины, Таким образом, измеряя величину упругих перемещений, вызванньх действием изменяющейся силы резания, с=абилызыруютэти перемещения за счет создания дополнительной силы между деформирующимэлементом и обрабатываемой поверхностью,Ксли станок не имеет системы автоматического управления, то стабилизирование можно осуществить вручную,для чего устанавливается мыкрокныйиндикатор 9, При отклонении стрелкиынцикатора от нулевого положения га -бочый поворачивает регулировочныйвинт 7 в требуемую сторону до техпор, пока стрелка не вернется в нулевое положение.П р и м е рИзготавливают трипартии образцов из стали 45 дыамет1444133 ром( А )35,0 мм и длиной (1) 250 мм, Образцы одной партии обрабатывают комбинированным инструментом по предлагаемому способу. Режущий элемент инструмента предварительно настрайвается на размер34,0 мм, а деформирующий ролик нагружают усилием 600 Н, В процессе обработки измеряют отклонения упругих отжатий каждого 10 образца относительно суппорта с помощью индикатора (цена деления0,001 мм). Отклонения отжатий стабилизируют путем создания дополнительной силы между деформирующим эле ментом и обрабатываемой поверхностью, т.е, с помощью винта 7 притормаживают деформирующий элемент до тех пор, пока его отклонение не достигнет минимально допустимого значения. 20Для получения сравнительных данных образцы второй партии обрабатыРежим обработки Средняя Средняя шероховатость, по длине, К, мкм Способ обработки разность предельР.Н мин п,об/минных отклонений по длине, мм 0,208 6,85,0 800 О, 094 - 1 0,092 0,14.012 800 0,094 600 1 0,063 0,140,12 800 0,094 600 1 Предлагаемый с лособ управления процессом совмещенной обработки резанием и ППД повышает точность обработки валов по сравнению с обработкои на настроенном станке только режущим элементом в 3,3 раза, по сравнению с известным способом в 1,7 1,5 раза. Обработка режущим инструментом Обработка комбинированным инструментом с чзменением углового расположения деформирующего элемента относительно режу- щего Обработка комбинированным инструментомпо предлагаемомуспособу вают одним режущим элементом без стабилизирования отклонений упругих отжатий технологической системы; путемповорота деформирующего элемента относительно режущего стабилизируютотжатия технологической системы приобработке комбинированным инструментом образцов третьей партии,Рабочие режимы для трех способовобработки устанавливаются одинаковыми, После обработки каждой партии оп"ределяют разность предельных отклонений размеров по длине детали, т,е,точность обработанных деталей, горизонтальным оптиметром (цена деления0,001) и шероховатость - профилеграфом-профилометром модели 201 завода"Калибр", Результаты измерений образцов трех партий, обработанных трЬмя различными способами, сведены втаблицу,Формула изобретения 1. Способ управления процессом совмещенной обработки резанием и поверхностным пластическим деформированием, при котором осуществляют измерение отклонений упругих отжатий технологической системы, возникающих врезультате изменения радиальной составляющей силы резания, и стабилизацию этих отжатий при одновременной обработке детали режущим и деформиру 5 ющим элементами, о т л и ч а ю щ и йс я тем, что, с целью повышения качества обработки за счет поддержания постоянным усилия деформирования, деформирующий элемент располагают пер" пендикулярно режущему элементу и прикладывают к нему крутящий момент, вызывающий дополнительное усилие Р д равное по величине и противоположное по направлению. изменению радиальной составляющей силы резания, при этом .величина дополнительного усилия выбирается в пределах Р у фйк ((Р с Ргде Р - усилие деформирования;Г . - коэффифицент трения качения между деталью идеформирующим элементом;пок макс - максимальный коэффициенттрения покоя между деформирующим элементом иобрабатываемой поверхнос тью,2. Способ по п,1, о т л и ч а ю -щ и й с я тем, что обработку режущимэлементом осуществляют с радиальнойсоставляющей силы резания, причем изменение ее не превышает диапазонаизменения дополнительного усилия,/5 Проектная, 4 оизводственно-полиграфическое предприятие, г. Ужгор Тираж 678 ВНИИПИ Государствен по делам изобрете 3035, Москва, Ж, Подпис комитета СССР открытий кая наб., д.
СмотретьЗаявка
4117922, 09.06.1986
ЧИСТОСЕРДОВ ПАВЕЛ СЕРГЕЕВИЧ, ЦУМАРЕВ ОЛЕГ ВАСИЛЬЕВИЧ, ДАНИЛОВ ВЛАДИМИР НИКОЛАЕВИЧ
МПК / Метки
МПК: B24B 39/00
Метки: деформированием, пластическим, поверхностным, процессом, резанием, совмещенной
Опубликовано: 15.12.1988
Код ссылки
<a href="https://patents.su/5-1444133-sposob-upravleniya-processom-sovmeshhennojj-obrabotki-rezaniem-i-poverkhnostnym-plasticheskim-deformirovaniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом совмещенной обработки резанием и поверхностным пластическим деформированием</a>
Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием

Номер патента: 1286396
Опубликовано: 30.01.1987
Авторы: Жигалов, Чистосердов
МПК: B24B 39/00
Метки: деформированием, поверхностно-пластическим, процессом, резанием, совмещенной
...элемента 3 и 4, которые благодя ря тангенциально расположенным к направляющей пружинам 5 и элементу 6 для углового перемещения деформирующих элементов 3 и 4, сидящему навалу 7, имеют возможность симметрич- З 0 но перемещаться отсносительно оси механизма управления по направляющей,рабочая поверхность которой эквидистантна обрабатываемой поверхности.С корпусом инструмента 1 связан также, 35датчик упругих перемещений.Способ управления процессом совмещенной обработки осуществляется следующим образом. 40Измерение отклонений упругих отжатий корпуса комбинированного инструмента, возникающих от изменения условий, обработки (изменение припуска, твердости материала детали, затупле ние режущей кромки резца) контролируется датчиком упругих...
Устройство для совмещенной обработки резанием и поверхностным пластическим деформированием

Номер патента: 1722793
Опубликовано: 30.03.1992
Авторы: Жигалов, Свидерский
МПК: B24B 39/00
Метки: деформированием, пластическим, поверхностным, резанием, совмещенной
...станка, связан скоммутирующим ключом (КК), а также взаимодействует с упором 8, необходимым длявключения ДП. Положение упора 8, установленного на шпинделе 6 станка, можно регулировать при необходимости,Устройство работает следующим образом.Измерение отклонений упругих отжатий технологической системы СПИД, возникающих от изменения условий обработки(неравномерность припуска, твердость, биение детали и др,) контролируется датчиком5, сигнал от которого подается на вход ИБ,С выхода ИБ сигнал поступает на сравнивающий блок СБ, где сравнивается с заданнойвеличиной сигнала, устанавливаемой в ЗБ,При несоответствии сигналов от ИБ и ЗБвозникает сигнал рассогласования, которыйподается к КК, Коммутирующий ключ пропускает через себя этот сигнал только...
Упругий элемент датчика силы

Номер патента: 694777
Опубликовано: 30.10.1979
Авторы: Кривцова, Логинова, Пересыпкин, Штайгер
МПК: G01L 1/22
Метки: датчика, силы, упругий, элемент
...центральной части равен наружному диаметру цилиндров 1 н 2. На боковой поверхности Втулки 3 навиты тензорезисторы 6, 7, 8 и 9, Упругий элемент помещен в корпус 10, а его кольцевая полость герметизирована мембраной 11.Упругий элемент датчика силы ра аег следуюшим образом.Осевое усилие Р, равнораспределенное по площади поперечного сечения стенок упругого элемента, в сечениях сопряжения с втулкой 3 концентрируется у его оснований по контуру внутреннего диаметра. Такая схема приложения сил к втулке 3 создает условия для преобразования сил сжатия в силь 1 Эйлера, воздейств юшпс на деформируемые стенки Втулки 3 В радиальны направлениях. В результате радиально-концентрического изгиба стенки втулки 3 средФормула изобретения 11 Соствитель А....
Подшипниковый узел электрической машины1известен подшипниковый узел электрической машины, содержащий подшилиик, корпус и упругий элемент, размещенный между вкладышем подшипника « корпусом. для обеспечения демпф

Номер патента: 382201
Опубликовано: 01.01.1973
Авторы: Аксиальном, Вал, Вогнутой, Гофрированным, Имеют, Кольцева, Корпус, Корпусом, Котора, Наход, Отличающийс, Повышени, Подишпниковый, Размещенпый, Содержащий, Средн, Узел, Упругий, Целью, Что, Чтобы, Ька
МПК: H02K 5/167
Метки: вкладышем, демпф, корпус, корпусом, машины1известен, между, обеспечения, подшилиик, подшипника, подшипниковый, размещенный, содержащий, узел, упругий, электрической, элемент
...направлении осуществлена с двух сторон разрезными кольцевыми шпонками.На ертетке показан описывае 1 под,нп э никовый узел, продольный разрез.Вал 1 размещен во вкладыше 2. Упругий элемент 3 выполнен из стали в виде гофриров 1 нного кольца. Средняя часть кольца 11 меет наружный кольцевой выступ 4, которым коль- и цо опирается на кольцевой выступ 5 корпуса 6 подшипника, Для повышения надежности подииппикового узла при работе машины с перемсннымп нагрузками гофрированное кольцо вьополнепо саыоустанавливающахС 51, т. е. со;-1 прягаехые поверхности выступов 4 и 5 имеют впд сферы (в.пуклой и вогнутой). Вкладыш 2 крепят в гофрированном кольце па двух концевых внутренних выступах 7 кольца при посадке с натягом. Фиксация вкладьппа в кольце в...
Упругий элемент тензорезисторного датчика силы

Номер патента: 1522050
Опубликовано: 15.11.1989
Авторы: Вулихман, Голованов, Дащенко, Кравченко, Семенюк, Сергеев
МПК: G01L 1/22
Метки: датчика, силы, тензорезисторного, упругий, элемент
...ных упругих колец 1 и 2 выполнены пазы 1 О равномерно распределенные в окружном направлении. Упругий элемент работает следующим образом.К свободным торцам рычагов 5 прило. - жены противоположно направленные уси.-,. лия Р, под действием которых концы их сближаются, Пара тяг 4 сжимает торцы соосиых упругих колец 1 и 2, а пара тяг 3 растягивает другие торцы этих колец так, что кольца поворачи" ваются, Кроме того, рычаги 5 способ" ствуют непосредственному повороту О соосных упругих колец 1 и 2. Таким .образом тензорезисторы б и 8 сжимаются, а 7 и 9 растягиваются, что приводит к разбалансу электрического моста, величина. которого пропорцио иальна измеряемому усилию Р.Продольные и поперечные тяги, сжимая и растягивая ослабленные упругие...
Предыдущий патент: Устройство для копирования
Следующий патент: Способ комбинированной обработки деталей
Случайный патент: Реечный холодильник с группированием проката