Устройство для программного управления параллельно работающими красильными аппаратами
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
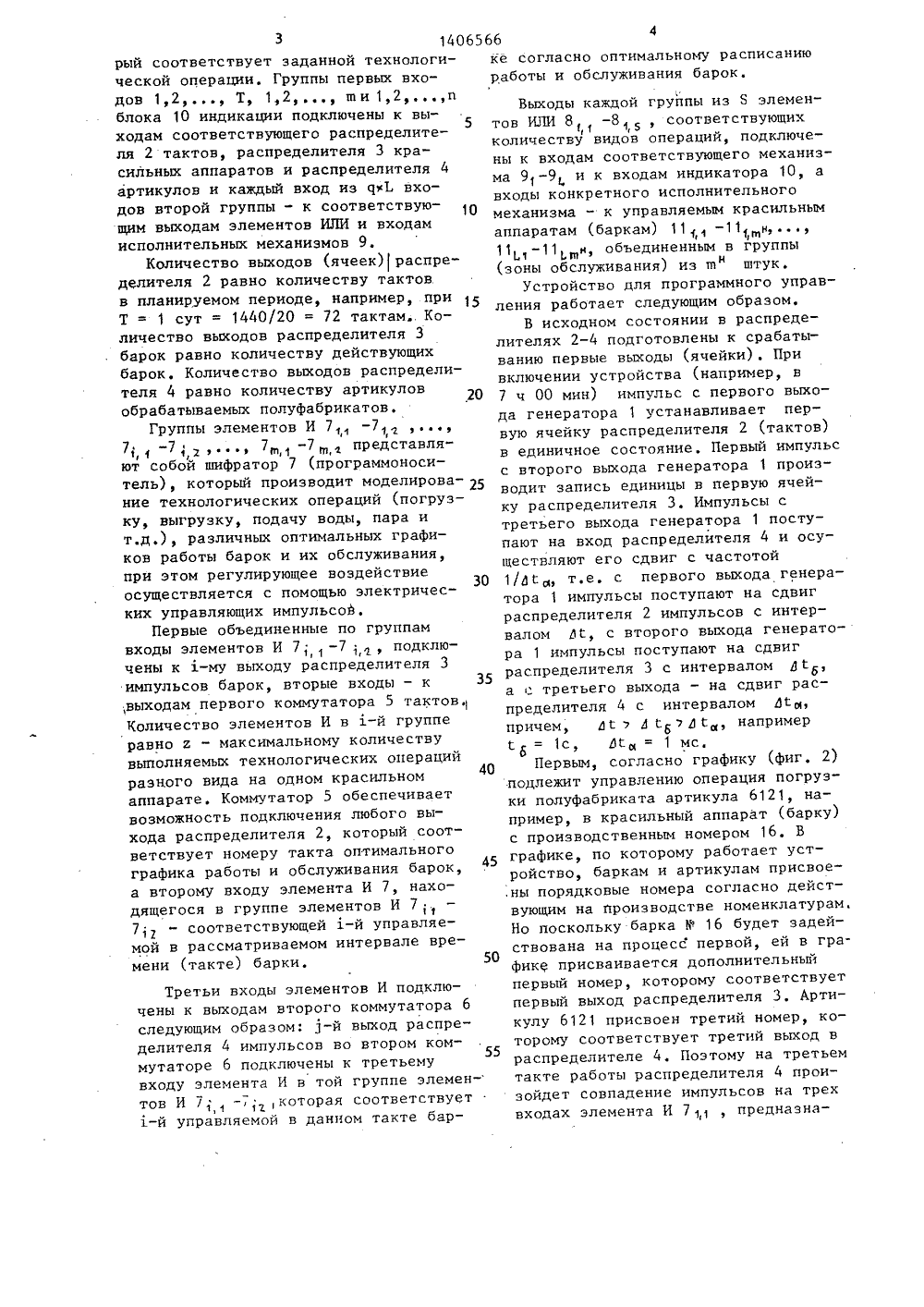
ОЮЗ СОВЕТ ОЦИАЛИСТИЧРЕСПУБЛИК 9) О 6566 А(51) 4 С 05 В 19 10 РЕТЕ ИДЕТ 4-2 АММНОГОАЮЩИМИ к красильомьш)л еншелковыеможет оении,слях ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ ПИСАНИЕ(21) 414214 (22) 27.08. (46) 30.06. (7 1) Казахск тут им. В.И (72) В.Ю, М (53) 621 т 50 (56) Авторск ф 456254 ф клАвторско У 603952, кл 68, Бюл. У 24ий политехнический инстиЛенинагомаеви Т,Н, Магомаева55(088.8)ое свидетельство СССР , С 05 В 19/10, .1974. свидетельство СССРС 05 В 19/10, 1976,(54) УСТРОЙСТВО ДЛЯ ПРОГР УПРАВЛЕНИЯ ПАРАЛЛЕЛЬНО РАБ КРАСИЛЬНЫМИ АППАРАТАМИ (57) Изобретение относится ному. производству легкой п ности (трикотажные фабрики и суконные комбинаты), Оно быть использовано в машино приборостроении и других о промышленности для программного управления а аппаратами (станкамн),выполняющими Я технологических операций с и обрабатываемыми изделиямии 1. обслуживателями, Цель изобретения - расширение функциональных возможностей. Устройство для программного управления параллельно работающими красильными аппаратами содержитгенератор 1 импульсов, три распределителя 2, 3 и 4 импульсов, первый 5и второй 6 коммутаторы, шифратор 7,группы элементов ИЛИ 8,) -8) з, исполнительные механизмы 91-9, блок 10индикации и группы красильных аппаратов 11 -11 . Данное устройствообесгечивает управление обработкойполуфабрикатов и различных артикуловпо различным программам, большуюгибкость в процессе обработки полуфабрикатов. 1 з,п. ф-лы, 2 ил,Изобретение относится к красиль,ному производству легкой промьппленности. Оно может быть использованоЮ машиностроении, приборостроении5и других отраслях промьппленностидля программного управления ш аппаратами (станками). выполняющими Б технологических операций с и. обрабатываемыми иэделиями и Ь обслуживателямиеЦелью изобретения является расширение функциональных воэможностейустройства.На Фиг. 1 представлена структурная схема системы; .на Фиг. 2 - оптимальный технологический график работы четырех красильных аппаратов(барок), находящихся в зоне обслуживания одного красильщика (робота). 2 ООбозначения на Фиг. 1 и 2:Т - длительность планируемого периода и количество выходовраспределителя 2 тактовш - количество действующих на красильном производстве красильных аппаратор (барок),и - количество артикулов обрабатываемых полуфабрикатов,в - максимальное количество различных технологических операций, выполняемых на одномкрасильном аппарате,Ч - максимальное количество повторений операций одного видана одном аппарате за планируемый период;Ь - максимальное количество видовопераций, выполняемых на одном аппарате,Е - количество зон обслуживанияна производстве из расчетаобслуживания одной зоны однимкрасильщиком, при этом в зоненаходится до четырех красильных аппаратовш - нормативное количество аппараНтов, обслуживаемьк одним красильщиком;Д - технологическая операция поф/, грузки полуфабриката в красиль ный аппарат длительностью водин такт (20 мин);О - операция выгрузки полуфабриката. из красильного аппарата,длительностью в один такт; 55и - такт простоя аппарата,Четырех- или пятизначное числообозначает артикул полуфабриката,трехзначное число в круглых скобках -длительность крашения в минутах,число под графиком в Е-м столбцесуммарное количество погрузок и выгрузок одной зоны красильных аппаратон в 1-такте, Первая строка чиселна Фиг. 2 - номера тактов, втораястрока - часы,Устройство для программного управления параллельно работающими красильными аппаратами содержит генератор 1 импульсов, распределитель 2импульсов, распределитель 3 импульсовкрасильных аппаратов, распределитель4 импульсов артикулов, первый коммутатор 5, второй коммутатор 6 артикулон, шифратор 7 с группами трехвходоных злемейтов И 7-73 171 -7,7-7 группыа-нходовых элемейтов ИЛИ 81 -8,исполнительные механизмы 9-9, блок10 индикации и группы красильйых аппаратов (барок) 11 1-111 и1,1 1,й ффффф11, -11н.Данное устройство обеспечивает:Управление обработкой полуфабрикагов и различных артикулов, управление по большому количеству различных программ, большая гибкость в процессе обработки полуфабрикатов и управлении им 1 управление большим количеством технологических операций, индикацию работающих красильных аппаратов, индикацию и контроль работающихкрасильных аппаратов.Первый, второй и третий выходыгенератора 1 импульсов подключены соответственно к входу первого распределителя 2 тактов, второго распределителя 3 красильных аппаратов, третье.го распределителя 4 артикулов. Выходы первого распределителя 2 тактовчерез коммутатор 5 тактов подключенык вторым входам трехвходовых элементов 7шифратора 7, -й выход второго распределителя 3 красильных аппаратов подключен к объединеннымтретьим входам -й группы трехвхо"довых элементов 7; 1, 7;... 7 1 2шифратора 7 при= 1,2 ш, Выходы 1,2 я х-й группы третьегораспределителя 4 артикулов через коммутатор 6 артикулов подключены к первым входам элементов И 7;7;, 7;шифратора 7, Выход каждого элемента И 7 подключен к входу того о-входового элемента ИЛИ 8, кото 3 14065рый соответствует заданной технологической операции, Группы первых входов 1,2 Т, 1,2.щи 1,2. . .иблока 10 индикации подключены к выходам соответствующего распределите 5ля 2 тактов, распределителя 3 красильных аппаратов и распределителя 4артикулов и каждый вход из цЬ входов второй группы - к соответствую 10щим выходам элементов ИЛИ и входамисполнительных механизмов 9,Количество выходов (ячеек) распределителя 2 равно количеству тактовв планируемом периоде, например, приТ = 1 сут = 1440/20 = 72 тактам Количество выходов распределителя 3барок равно количеству действующихбарок. Количество выходов распределителя 4 равно количеству артикуловобрабатываемых полуфабрикатов.Группы элементов И 7, -717, -7; 7-7 п представляют собой шифратор 7 (программоноситель), который производит моделирование технологических операций (погрузку, выгрузку, подачу воды, пара ит.д.), различных оптимальных графиков работы барок и их обслуживания,при этом регулирующее воздействиеосуществляется с помощью электричес 30ких управляющих импульсов,Первые объединенные по группамвходы элементов И 7;-7; , подклю 1чены к -му выходу распределителя 3импульсов барок, вторые входы - к 35,выходам первого коммутатора 5 тактов.Количество элементов И в -й групперавно г - максимальному количествувыполняемых технологических операцийразного вида на одном красильномаппарате, Коммутатор 5 обеспечиваетвозможность подключения любого выхода распределителя 2, который соответствует номеру такта оптимальногографика работы и обслуживания барок, 45а второму входу элемента И 7, находящегося в группе элементов И 7;.,7; - соответствующей 1-й управляемой в рассматриваемом интервале времени (такте) барки, 50Третьи входы элементов И подключены к выходам второго коммутатора 6 следующим образом: 1-й выход распределителя 4 импульсов во втором ком 55 мутаторе 6 подключены к третьемувходу элемента И в той группе элемен- тов И 7;- ;,которая соответствуетд-й управляемой в данном такте бар 664ке согласно оптимальному расписаниюработы и обслуживания барок. Выходы каждой группы из Я элементов ИЛИ 81 -8 1 з, соответствующих количеству видов операций, подключены к входам соответствующего механизма 91-9 и к входам индикатора 10, а входы конкретного исполнительного механизма - к управляемым красильным аппаратам (баркам) 11 -11,н111 1-11 н, объединенным в группы (зоны обслуживания) из ш" штук,Устройство для программного управления работает следующим образом,В исходном состоянии в распределителях 2-4 подготовлены к срабатыванию первые выходы (ячейки), При включении устройства (например, в 7 ч 00 мин) импульс с первого выхода генератора 1 устанавливает первую ячейку распределителя 2 (тактов) в единичное состояние, Первый импульс с второго выхода генератора 1 производит запись единицы в первую ячейку распределителя 3. Импульсы с третьего выхода генератора 1 поступают на вход распределителя 4 и осуществляют его сдвиг с частотой 1/Дг., т,е, с первого выхода генератора 1 импульсы поступают на сдвиг распределителя 2 импульсов с интервалом Л, с второго выхода генератора 1 импульсы поступают на сдвиг распределителя 3 с интервалом д , атретьего выхода - на сдвиг распределителя 4 с интервалом Во, причем, Лг. ) д Сд Сд, например1 с, В = 1 мсПервым, согласно графику (фиг, 2) подлежит управлению операция погруз" ки полуфабриката артикула 6121, например, в красильный аппарат (барку) с производственным номером 16, В графике, по которому работает устройство, баркам и артикулам присвоены порядковые номера согласно действующим на производстве номенклатурам. Но поскольку барка В 16 будет задействована на процесс первой, ей в графике присваивается дополнительный первый номер, которому соответствует первый выход распределителя 3, Артикулу 6121 присвоен третий номер, которому соответствует третий выход в распределителе 4. Поэтому на третьем такте работы распределителя 4 произойдет совпадение импульсов на трех входах элемента И 7 1, , предназна 5 1406ченного рпя формирования операции управления. Импульс с элемента И 71через элемент ИЛИ 81 поступает навход исполнительного механизма 91и блока 10 индикации. Обслуживатель(красильщик) осуществляет операциюпогрузки полуфабриката артикула 612 1в барку В 16, которая в графике значится первой. В блоке 10 индикацииосуществляется индикация текущеговремени (такта) номера барки (У 16),артикула 6121 и технологической операции "Погрузка",В первом такте графика осуществляется полный цикл - сдвиг распределителя 4 и затем распределителя 3 счастотой 1 д г Но на всех последующих тактах работы этих распределителей не произойдет ни одного совпадения импульсов на трех входах другихэлементов И шифратора 7, так кактретий выход распределителя 4 с помощью коммутатора 6 подключен толькок третьему входу одного элемента 25И 71(Через 20 мин на вход распределителя 2 тактов с первого выхода генератора 1 поступит импульс второго такта.графика, Оптимальный график(фиг, 2) на его втором такте обязывает выполнить технологическую операцию управления - погрузку полуфабриката артикула 53108, который в графике значится, например, под номером29, во вторую барку с производственным номером 20. Согласно схеме системы (Фиг. 1) совпадение на трех вы.ходах на элементе И 7, импульсоввторого такта с коммутатора 5, номера второй барки (Р 20) с распределителя 3 и номера артикула 53108 (пографику 1 г: 29) с коммутатора 6 произойдет на втором такте работы распределителя 3 и на двадцать девятомтакте работы распределителя 4, При 45их совпадении импульс с выхода элемента И 7, 1 поступит через элементИЛИ 8 на вход исполнительного механизма 9и блока 10 индикации, вкотором и осуществляется индикация 50текущего времени 7 ч 20 мин (2 такт),второй барки (У 20), артикула 53108"Погрузка". Обслуживатель выполнитна указанной барке операцию погрузки в нее полуфабриката артикула53108,Аналогичным образом обслуживательвыполняет технологгческие операции 566 6на третьей и четвертой по порядку загрузки барках (производственные номера 17 и 18) в соответствии с оптимальным технологическим графиком (фиг, 2).Таким образом, устройство осуществляет программное управление комплексом красильных аппаратов по любому заданному технологическому графику, согласно которому в 1 г.-й такт времени (к = 1,2Т) для х-й барки (1 - 1,2. , щ) осуществляет Б-ю технологическую операцию (Б=1,2 Б) с полуфабрикатом 1-го артикула Ц=-1,2п) 1-м обслуживателем в 1-й зоне обслуживания (1=1,2Ь) .Однако в сравнении с прототипом наибольшее повышение эффективности красильного производства - повыше ние производительности аппаратов достигается при автоматическом программном управлении о помощью данного устройства по оптимальному графику.Формула изобретения1. Устройство для программного управления параллельно работающими красильными аппаратами, содержащее генератор импульсов, первый и второй выходы которого соединены соответственно с входами первого и второго распределителей импульсов, а также третий распределитель импульсов, первый коммутатор,. соединенный выходами с первыми входами шифратора, вторые входы которого соединены с выходами второго распределителя импульсов, исполнительные механизмы, о тл и ч а ю щ е е с я тем, что, с целью расширения функциональных воэ-; можностей, в него введены второй коммутатор, две группы элементов ИЛИ и блок индикации, Причем третий выход генератора импульсов подключен к входу третьего распределителя импульсов, первые выходы которого соединены с входами второго коммутатора, группа первых входов блока индикации подключена к вторым выходам соответственно первого, второго и третьего распределителей импульсов, группа вторых входов - к выходам соответствующих элементов ИЛИ первой и второй группы элементов ИЛИ и к входам исгопшительных механизмов, выходы второго коммутатора соединенытр.тг.,ими гхопзми шифратора, выхо1406566 8входы которых подключены к первым входам шифратора, вторые входы - к вторым входам шифратора, третьи входы - к третьим входам шифратора, выходы которого соединены с выходами элементов И соответствующей группы элементов И.ды которого подключены к соответствующим входам элементов ИЛИ первойи второй группы элементов ИЛИ; г.8 СоставитегЫ И.ШТехред М.Дидык Корректор И,Муск Редактор М,Цитки Подписное Тираж 866 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 035, Москва, Ж, Раушская наб., д.. 4/ 2, Устройство по п. 1, о т л ич а ю щ е е с я тем, что шифратор содержит группы элементов И, первые 11141404111 О 1111 ООРО 11101111 изводственно-полиграфическо приятие, г, Ужгород, ул. Проектная, 4
СмотретьЗаявка
4142147, 27.08.1986
КАЗАХСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. В. И. ЛЕНИНА
МАГОМАЕВ ВАЛЕРИЙ ЮНУСОВИЧ, МАГОМАЕВА ТАМАРА НИКОЛАЕВНА
МПК / Метки
МПК: G05B 19/10
Метки: аппаратами, красильными, параллельно, программного, работающими
Опубликовано: 30.06.1988
Код ссылки
<a href="https://patents.su/5-1406566-ustrojjstvo-dlya-programmnogo-upravleniya-parallelno-rabotayushhimi-krasilnymi-apparatami.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для программного управления параллельно работающими красильными аппаратами</a>
Однотактный распределитель импульсов на потенциальных элементах

Номер патента: 329675
Опубликовано: 01.01.1972
Авторы: Васильев, Пригула, Раисов, Шаламов
МПК: H03K 17/62, H03K 21/40, H03K 23/40
Метки: импульсов, однотактный, потенциальных, распределитель, элементах
...в состояние 1, триггеры остальных разрядов - в О. С приходом по шине 9 первого входного положительного импульса импульс отрицательной полярности появляется на выходе только элемента 2 первого разряда, так как он подготовлен триггером первого разряда. Этот сигнал устанавливает в 1 триггер второго разряда, а по окончании входного сигнала через элемент 1 второго разряда триггер первого разряда устанавливается в О. С приходом второго входного импульса импульс отрицательной полярности появляется нг элементе 2 второго разряда, и в 1 устанавливается триггер третьего разряда, а но32%75 Предмет изобретения С.ос 11 в 1 зв Тч яковУскова Корректор О. Тюри Л свито екрсд едактор аказ 861/9 Изд. Ха 215 Тираж 448 ПодписиоеЦНИИПИ Комитета по делам...
Распределитель импульсов на потенциальных элементах

Номер патента: 513499
Опубликовано: 05.05.1976
Автор: Герман
МПК: H03K 17/62
Метки: импульсов, потенциальных, распределитель, элементах
...триггер второго разряда регистра устанавливается в состояние "единица",На выходе нулевого плеча прямой передачи второго разрядного триггера устанавливается уровень нуля, который, как и напредыдущем такте у первого разрядноготриггера, подготавливает триггер третьего разряда регистра к приему фединицыф,нарушает условия совпадения на . лементе18 и через элемент 13 своего разрядаформирует выходной сигнал второго разряда распределителя.Йопустим, что в период паузы междувходными импульсами (вторым и третьим);нв вход, установки нуля была подана команда - изменить направление передачи спрямого на обратное, С етого момента навходы установки нуля плеч обратного распределения всек разря:иых триггеров, подключенных к нулевому выходу 25 триггера5,...
Распределитель импульсов

Номер патента: 970695
Опубликовано: 30.10.1982
Авторы: Андреев, Маркачев, Фойда, Чигирин
МПК: H03K 17/62
Метки: импульсов, распределитель
...И-НЕ 13, 17 и 21, а Б-входы -с выходами выхоцных элементов И-НЕ15, 19 и 23," К-входы КБ-триггера 2подключены к выходам выходных эле 20 ментов И-НЕ 14 и 22, а Б-входы - квыходам выходного и управляющегоэлементов И-НЕ 18 и 39; К-вход КЯтриггера 3 соединен с выходом выходного элемента И-НЕ 16, а Я-вход -25 с выходом выходного элемента И-НЕ 24,В-вход КЯ-триггера 4 подключен к выходу выходного элемента И-НЕ 20,а Б-вход - к выходу управляющегоэлемента И-НЕ 39; единичный выход30 ВБ-триггера 1 соединен со входамивыходных элементов И-НЕ 14, 18 и 22,а нулевой выход подключен ко входамвыходных элементов И-НЕ 16, 20 и 24;единичный выход КБ-триггера 2 соеди"нен со входами выходных элементовИ-НЕ 15, 16, 17, 23, 24 и 25, а нулевой выход...
Распределитель импульсов

Номер патента: 1053288
Опубликовано: 07.11.1983
Авторы: Гузик, Криворучко, Секачев
МПК: H03K 17/62
Метки: импульсов, распределитель
...ЙЛИ 11 этой группы, соединен с вторым входом соответствующего предыдущего элемента ИЛИ 11 первой груйпы этих элементов,Второй вход каждого элемента И 5 второй группы этих элементов, за исключением последнего элемеита И 5 этой группы, соединен с выходом соответствующего элемента ИЛИ 11 первой группы этих элементов.Второй вход последнего элемента И5 второй группы этих элементов, входпоследнего элемента НЕ 10 второйгруппы этих элементов и второй входпоследнего элемента ИЛИ 11.первойгруппы этих элементов соединены споследним управляющим входом 18 изпервой группы управляющих входов 18распределителя импульсов.Выход каждого элемента НЕ б первой группы этих .элементовсоединен 10с второй группой входов многовходового элемента И 2.Суюе 1 рующий...
Многоканальный распределитель импульсов

Номер патента: 1057936
Опубликовано: 30.11.1983
Автор: Супрун
МПК: G06F 1/04
Метки: импульсов, многоканальный, распределитель
...соединен с четвертым входом первого блока вентилей и со своим информационным.входом.На чертеже представлена функциональная схема многоканального распределителя импульсов.Распределитель содержит задающий генератор 1, .повторитель 2, элемент 3 НЕ, регистр 4 сдвига, элемент 5 И-НЕ,триггеры 6-9,блоки 0-15 вентилей, элементы 16 и 17 НЕ, первую управляющую шину 18, вторую управляющую шину 19, выходы 20-37 блоков 10- 15 вентилей.Первая управляющая шина соединенас четвертым входом регистра 4 сдвига,а вторая управляк 1 щая шина 19 соеди3 1057 нека с информационным входом третьего триггера 8, шесть блоков 10-15 вентилей соединены с выходами 20-37.Выход задающего генератора 1 через повторитель 2 и элемент 3 НЕ соединен с первым и вторым тактовыми...
Предыдущий патент: Следящий электропривод с переменным моментом инерции
Следующий патент: Устройство для программного управления
Случайный патент: Мажоритарный элемент