Установка для виброформования изделий из газосиликатного бетона
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1395496
Авторы: Гольденберг, Перцев, Пыльнев





Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 8013954 8 В 1/О САНИЕ ИЗОБРЕТЕНИЯ У СВИДЕТЕЛЬС К АВТОРС строительфор- М,: УДАРСТВЕННЫЙ КОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(46) 15.05.88. Бюл. Яф 18 (7 1) Воронежский инженерноный институт(53) 666.97.033.16(088.8) (56) Руководство по технологии мования железобетонных изделий. Стройиздат, 1977, с. 16.Сорокер В.И. и др. Жесткие бето ные смеси в производстве сборного железобетона,. М.: Стройиздат, 1964 с. 206, 285.(54) УСТАНОВКА ДЛЯ ВИБРОфОРМОВАНИЯИЗДЕЛИЙ ИЗ ГАЗОСИЛИКАТНОГО БЕТОНА(57) Изобретение относится к виброформованню изделия из газоснликатного бетона и позволяет повысить качество формуемых изделий. Установкасодержит электромагнитный вибровоэбудитель 1, установленный на рабочеморгане 2, опирающийся на упругиеэлементы 3, пневмопригруз, соединенный воздуховодом 4 с источником давления. Пневмопригруз включает прессующую плиту 5, эластичный пневмобаллон 6 и упорную плиту 7, которая свя-зана с прессующей плитой 5 посредст1395496 30 вом телескопических направляющих 8 (пневмобалпон размещен между ними), форму 9, электромагнитный регулятор 10 давления, установленный на воздуховоде, регулирующий орган 11 регулятора 10 давления. Кроме того, установка содержит устройство для управления электромагнитным вибровозбудителем, которое включает датчик 12 вибрации, установленный на рабочем ; органе, датчик 13 температуры изде; лия, датчик 14 мощности, преобразо 1Изобретение относится к виброформованию изделий из газосиликатного бетона.Целью изобретения является повышение качества Формуемых изделий. 5На фиг. 1 изображена функциональная схема установки; на фиг, 2 - графики, иллюстрирующие работу установки.Установка для виброформования из делий содержит электромагнитный вибровозбудитель 1, установленный на рабочем органе 2, опирающийся на упругие элементы 3, пневмопригруз, соединенный воэдуховодом 4 с источником 15 давления. Пневмопригруз включает прессующую плиту 5, эластичный пневмобаллон 6 и упорную плиту 7, которая связана с прессующей плитой 5 посредством телескопических направ ляющих 8, размещенный между ними эластичный пневмобаллон, Форму 9, электромагнитный регулятор 10 давления, установленный на воздуховоде, регулирующий орган 11 регулятора давления.Кроме того, имеется устройство управления, которое включает датчик 12 вибрации, установленный на рабочем органе, датчик 13 температуры изделия, датчик 14 мощности, первый 15 и второй 16 преобразователи сигнала обратной связи, блок 17 управления частотой вибрации, блок 18 управления амплитудой вибрации, преобразователь 19 частоты, трехфазный выпрямитель 20, контактор 2 1, задатчик 22 ускорения, элемент 23 сравнения, задатчик 24 давления, дифференцируюнатепи 15 и 16 сигнала обратной связи, блок 17 управления частотой вибрации, блок 18 управления амплитудой вибрации, преобразователь 19частоты, трехфазный выпрямитель 20,контактор 21, задатчик 22 ускорения,элемент 23 сравнения, задатчик 24давления, дифференцирующий усилитель25, ключи 26 и 27, формирователь 28,логический элемент И 29, суммирующий усилитель 30 и реле 31 времени.1 ил. 2щий усилитель 25, первый ключ 26, второй ключ 27, формирователь 28, логический элемент 29, суммирующий усилитель 30 и реле 31 времени.Установка для виброформования изделий из газосиликатного бетона работает следующим образом.Форму 9 (фиг. 1) устанавливают на рабочий орган 2 и загружают бетоном, после чего накладывают пневмопригруз, упорную плиту 7 которого закрепляют на форме. Пневмобаллон 6 через регулирующий орган 11 связан с источником давления. В начале процесса уплотнения клапан регулирующего органа полностью закрыт, поскольку он связан с подпружиненным якорем электромагнита регулятора 10 давления, который обесточенИзбыточное давление воздуха в пневмобаллоне 6 при этом равно нулю.Контактором 2 1 установку подключают к источнику питания. При включении контактора возникает первоначальный возмущающий импульс, вызывающий движение рабочего органа в сторону уменьшения зазора в электромагнитном вибровозбудителе 1, переходящее в свободные колебания. На выходе датчика 12 вибрации возникает сигнал переменного тока, повторяющий колебания рабочего органа по частоте, амплитуде .и фазе. Этот сигнал в первом преобразователе 15 сигнала обратной связи претерпевает фазовый сдвиг, изменение по форме и усиление но мощности таким образом, что при поступлении на вход преобразователя3 1395419 частоты через блок 17 управлениячастотой вибрации он запирает преобразователь 19 частоты в моменты движения рабочего органа в сторону уве 5личения зазора в электромагнитномвибровозбудителе 1. Возникает положительная обратная связь, приводящаяк резонансу, частота которого определяется параметрами рабочего органа, упругих элементов и присоединенной массы уплотняемой смеси. В процессе виброуплотнения и порообразования величина присоединенной массынепрерывно изменяется и соответственно этому происходит изменение резонансной частоты.Автоматическое поддержание резонансного режима на протяжении всеговремени виброуплотнения обеспечивает 20получение значительных амплитуд колебаний при использовании обладающеговысокой эксплуатационной надежностьюэлектромагнитного вибровозбудителя..Амплитуда ускорения, с которой 25установка совершает колебания, навсех резонансных частотах поддерживается постоянной. Для ее стабилизации к датчику 12 вибрации подключенвторой преобразователь 16 сигнала 30обратной связи, на выходе которогоформируется сигнал постоянного тока,пропорциональный амплитуде ускорения,При отклонении амплитуды ускоренияот заданного значения, определяемогозадатчиком 22 ускорения, на выходеэлемента 23 сравнения возникает сигнал разности, который через блок 18управления амплитудой вибрации воздействует на трехфазный выпрямитель 4020. Напряжение на выходе трехфазного выпрямителя изменяется в сторонувосстановления заданной амплитудыускорения (поскольку амплитуда ускорения равна Ам, для ее восстановле 1ния при переменной резонансной частоте ю достаточно воздействоватьна амплитуду перемещения А),Постоянство амплитуды ускоренияобеспечивает независимость реологических свойств уплотняемой смеси отпараметров вибрации; предотвращаетвозникновение больших ускорений,приводящих к отрыву бетонной смесиот рабочего органа,55Прн постоянстве амплитуды ускорения мощность, потребляемая электромагнитным вибровозбудителем 1., отражает процессы, происходящие в уп 964лотняемом газосиликатном бетоне (фиг, 2, кривая 1).На интервале времени от= 0 до 1 = , (первая стадия виброуплот-нения) происходит формирование плотной структуры бетона, на интервале времени от Е =до С =(вторая стадия виброуплотнения) происходит процесс порообразования и начинается формирование бездефектной структуры газосиликатного бетона, которое завершается на интервале времени от=до Т = 1 (третья стадия виброуплотнения).Первой характерной особенностью устройства является использование зависимости мощности, потребляемой вибровозбудителем, от времени для управления работой пневмопригруза.Для этого сигнал с датчика 14 мощности через дифференцирующий усилитель 25 поступает на формирователь 28 с двумя выходами. Появление сигнала на первом или втором выходах зависит от того, какую полярность имеет входной сигнал Формирователя, т.е. зависит от полярности сигнала на выходе дифференцирукнцего усилителя 25. На первой стадии виброуплотнения производная ЙН/дй отрицательна и сигнал появляется на одном выходе формирователя, на второй стадии виброуплотнения производная ЙИ/ЙС положительна и сигнал появляется на другом выходе формирователя, на третьей стадии виброуплотнения производная дВ/ЙС вначале положительна, а затем обращается в нуль (на горизонтальном участке кривой 1, фиг, 2). При равенстве нулю производной сигналы на обоих выходах формирователя отсутствуют.На первой стадии виброуплотнения сигнал с второго выхода Формирователя 28 поступает на ключ 27 и открывает его. Задатчик 24 давления подключается к входу суммирующего усилителя 30, выходное напряжение которого поступает на электромагнит. Якорь регулятора 10 втягивается в электромагнит, регулирующий орган 11 открывается и в пневмобаллоне 6 устанавливается постоянное давление (фиг. 2), которое через прессующую плиту 5 передается уплотняемой смеси. Это способствует получению плотной и однородной структуры по всему объему изделия.На второй стадии виброуплотнения в изделии начинается порообразованиеи давление вначале не должно этомупрепятствовать. В дальнейшем необходимо постеленное повышение давлениядля формирования плотных межпоровыхперегородок, Такой закон изменениядавления в пневмопригрузе реализуется тем, что при переходе через минимум кривой 1 (фиг. 2) производнаяЙЫ/Й 1 измеНяет Свой знак на обратный. В окрестности минимума кривои 1формирователь отключается, ключ 27закрывается и напряжение на выходесуммирующего усилителя 30 обращается в нуль. Регулирующий орган 11 зак,рывается и давление в пневмобаллоне 6падает до нулевого значения (фиг.2).После изменения знака производнойЙМ/ЙС сигнал появляется на первомВыходе формирователя 28. Открывается 20ключ 26, который подключает датчик14 мощности к входу суммирующегоусилителя 30. Напряжение на выходесуммирующего усилителя начинает плавно повышаться в соответствии с законом изменения мощности, потребляемойВибровозбудителем 1, Через электромагнит, подпружиненный якорь и регулирующий орган 11 регулятора 1 О это,приводит к постепенному повышениюдавления в пневмобаллоне 6 (фиг.2),т,е. одновременно обеспечиваетсякачественное порообраэование и формирование плотных межпоровых перегородок.На границе второй и третьей стадий виброуплотнения химические реакции, протекающие с участием известивходящей в состав гаэосиликатногобетона, приводят к резкому повышению 4 Отемпературы. Это вызывает повышенныенапряжения, приводящие к нарушениюструктуры уже сформировавшегося изделия. Для компенсации возникающихнапряжений необходимо существенноеповышение давления воздуха в пневмопригрузе,Температура формуемого иэделияконтролируется датчиком 13 темпера. -туры, который встроен в прессующуюплиту 5. При повышении температурыизделия сигнал на выходе датчика температуры резко возрастает. С выходадатчика 13 температуры сигнал поступает на вход суммирующего усилителя30, в котором суммируется с сигналом,5поступающим на вход с датчика 14 мощности, Напряжение, подводимое к электромагниту, резко возрастает что приводит к дальнейшему открытию регулирующего органа 11 и существенному повышению давления воздуха в пневмобаллоне 6 (фиг. 2). Это предотвращает нарушение структуры сформировавшегося изделия,Характерной особенностью устайовки является воздействие на формуемое изделие конечным постоянным давлением в течение наперед заданного интервала времени. Такое воздействие способствует дальнейшему уплотнению межпоровых перегородок.В конце второй и начале третьей стадий виброуплотнения мощность, потребляемая электромагнитным вибровоэбудителем, принимает постоянное значение (фиг, 2). После резкого воз - растания в функции температуры формуемого изделия постоянное значение принимает также давление воздуха в пневмобаллоне 6 пневмопригруэа (фиг. 2).При постоянном значении мощности производная ЙИ/Й обращается в нуль. Сигнал. на первом выходе формирователя 28 обращается в нуль. Следовательно, нулевыми являются сигналы на обоих входах элемента И 29, и на его выходе появляется .сигнал, который за" пускает реле 31 времени, После отра" ботки заранее установленной выдержки времени реле 31 отключает контактор 21. Элементы управления установки отключаются от источника давления, регулирующий орган 11 закрывается и установка прекращает работу.Данная установка позволяет повысить качество формуемых изделий.Формула изобретенияУстановка для виброформования изделий из газосиликатного бетона, содержащая установленный на упругих элементах рабочий орган с электромагнитным вибровозбудителем, пневмопригруз, соединенный воэдухопроводом с источником давления, и устройство управления электромагнитным вибровозбудителем, о т л и ч а ю щ а я с я тем, что, с целью повышения качества формуемых изделий, пневмопригруз снабжен электромагнитным регулятором дав" ления, установленным на воздухопроводе, а устройство управления выполнено в виде датчика вибрации, установленного на рабочем органе, датчика температуры изделия, датчика мощности, первого и второго преобразо"вателей сигнала обратной связи, блока управления частотой вибрации, блока управления амплитудой вибрации,преобразователя частоты, трехфазноговыпрямителя, контактора, задатчикаускорения, элемента сравнения, задатчика давления, дифференцирующего уси рлителя, первого и второго ключа, формирователя, логического элемента И,суммирующего усилителя и реле времени, причем датчик мощности подключенк входу дифференцирующего усилителя 15и к первому входу первого ключа, выход которого соединен с первым входом,суммирующего усилителя, второй входкоторого соединен с датчиком температуры формируемого изделия, выход 20дифференцирующего усилителя подключен к входу формирователя, первыйвыход которого соединен с вторым входом первого ключа и с первым входомэлемента И, выход которого соединен 25через последовательно соединенноереле времени и контактор с первым входом трехфазного выпрямителя, выход которого через преобразовательчастоты подключен к электромагнитному возбудителю, задатчик давленияподключен к первому входу второгоключа, вторые входы второго ключаи элемента И подключены к второмувыходу формирователя, выход второгоключа соединен с третьим входом суммирующего усилителя, выход которогосоединен с регулятором давления,задатчик ускорения соединен с первымвходом элемента сравнения, выходкоторого через блок управления амп-,литудой вибрации подключен к трехфазному выпрямителю, датчик вибрацииподключен к входам преобразователейсигнала обратной связи, выход первого преобразователя сигнала обратной связи соединен через блок управления частотой вибрации с преобразователем частоты, а выход второго преобразователя сигнала обратной связисоединен с вторым входом элементасравнения.
СмотретьЗаявка
4097774, 20.05.1986
ВОРОНЕЖСКИЙ ИНЖЕНЕРНО-СТРОИТЕЛЬНЫЙ ИНСТИТУТ
ГОЛЬДЕНБЕРГ ЛЕЙБИШ ГЕРЦЕВИЧ, ПЕРЦЕВ ВИКТОР ТИХОНОВИЧ, ПЫЛЬНЕВ ВЛАДИМИР ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B28B 1/02
Метки: бетона, виброформования, газосиликатного
Опубликовано: 15.05.1988
Код ссылки
<a href="https://patents.su/5-1395496-ustanovka-dlya-vibroformovaniya-izdelijj-iz-gazosilikatnogo-betona.html" target="_blank" rel="follow" title="База патентов СССР">Установка для виброформования изделий из газосиликатного бетона</a>
Усилитель-формирователь

Номер патента: 1065883
Опубликовано: 07.01.1984
Авторы: Куриленко, Сидоренко, Хоружий, Хцынский
МПК: G11C 7/06
Метки: усилитель-формирователь
...транзистор отсечки, сток которого соединен с истоками ключевых транзисторов, исток - с шиной нулевого потенциала, а затвор подключен к шине управляющего сигнала, два разделительных транзистора, стоки которых являются соответственно инверсным и прямым входами усилительного каскада, истоки подключены к затворам нагрузочных транзисторов формирующего каскада, а затворы подключены к шине управляющего сигнала, две форсирующие емкости, включенные каждая между затворами и истоками соответствующей пары нагрузочных транзисторов формирующего каскада, второй и третий нагрузочные транзисторы усилительного каскада выполнены с встроенным каналом, причем затвор первого нагрузочного транзистора усилительного каскада соединен с шиной питания, затвор...
Усилитель-формирователь импульсов

Номер патента: 708500
Опубликовано: 05.01.1980
Автор: Бугаец
МПК: H03K 5/01
Метки: импульсов, усилитель-формирователь
...источник 4 постоянного тока эна. копеременного направления, блок 5 управления и источник 6 опорного напряжения.Усилитель-формирователь 2 импульсов тока отрицательного направления выполнен в виде последовательно соединенных переключателей тока 7 с гальваническими связями, причем нагрузочные резисторы 8 предпоследнего переключателя тока 7 подключены ко входу "смещение" усилителя-формирователя 2,Работает устройство следующим образом.С первого выхода блока 5 поступает команда о полярности выходных импульсов, со вто. рого - о величине амплитуды выходных импульсов, с третьего - о знаке и величине базо-, вого смещения.При формировании (на выходной нагрузке) импульсов отрицательной полярности инвертор 1 устанавливается в соответствующий...
Усилитель-формирователь импульсов

Номер патента: 930617
Опубликовано: 23.05.1982
Авторы: Бондаревский, Остапенко
МПК: H03K 5/01
Метки: импульсов, усилитель-формирователь
...вторым входами первого каскада переключателя 1 тока. Поэтому при изменении формь 1 сигнала на вьсходвх формирователя 7 полярности сигнал на выходе усилителя-формирователя также будет изменять свою форму с прямой на инверсную или наоборот. Верхний уровень сигнала на выходе усилителя- формирователя (при нулевом смещении базовой линии выходного импульса) мало отличается от уровня нулевого потенциала, а нижний меньше его на величину амплитуды импульсов (уровня сигналов а и б на фиг. 2). Импульс а (фиг. 2) имеет отрицательную полярность, а для получения импульса положительной полярности уровни импульса б (.фиг. 2) смещают в положительную область на величину амплитуды (импульс в на фиг, 2). Поэтому при поступлении на третью шину команды о...
Усилитель-формирователь импульсов
Номер патента: 289498
Опубликовано: 01.01.1971
МПК: H03K 5/04
Метки: импульсов, усилитель-формирователь
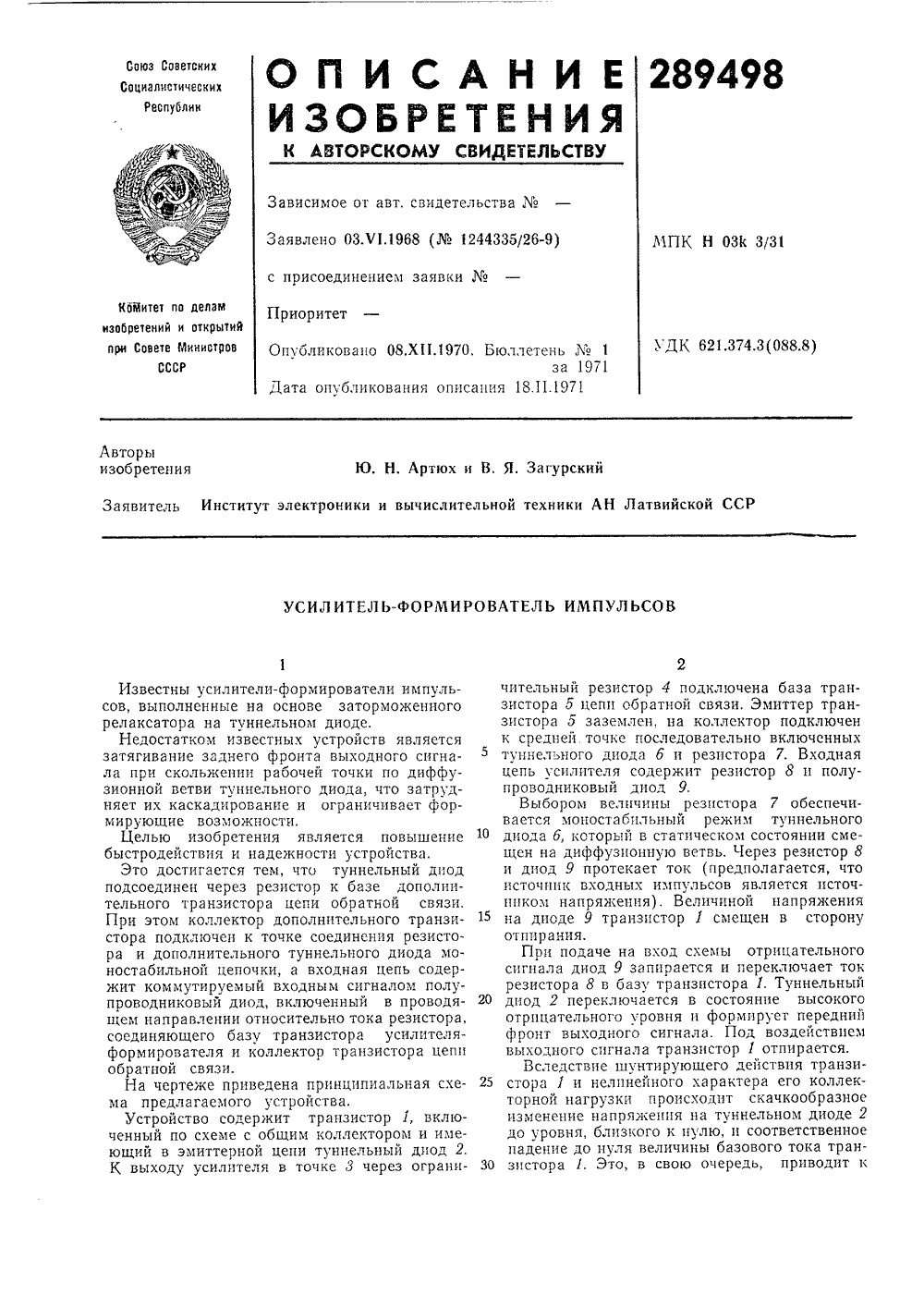
...моцостабцльный режим туннельного 10 диода б, который в статическом состоянии смещен на диффузионную ветвь. Через резистор 8 и диод 9 протекает ток (предполагается, что источник входных импульсов является источником напряжения). Величиной напряжения 15 на диоде 9 транзистор 1 смещен в сторонуотпирания.Прц подаче на вход схемы отрицательногосигнала диод 9 запирается и переключает ток резистора 8 в базу транзистора 1. Туннельный 20 диод 2 переключается в состояние высокогоотрицательного уровня и формирует передний фронт выходного сигнала, Под воздействием выходного сигнала транзистор 1 отпирается.Вследствие шунтирующего действия транзи стора 1 и нелинейного характера его коллекторной нагрузки происходит скачкообразное изменение...
Усилитель-формирователь импульсов управления
Номер патента: 1205271
Опубликовано: 15.01.1986
Авторы: Гаврилов, Колпахчьян, Поздняков
МПК: H03K 5/01
Метки: импульсов, усилитель-формирователь
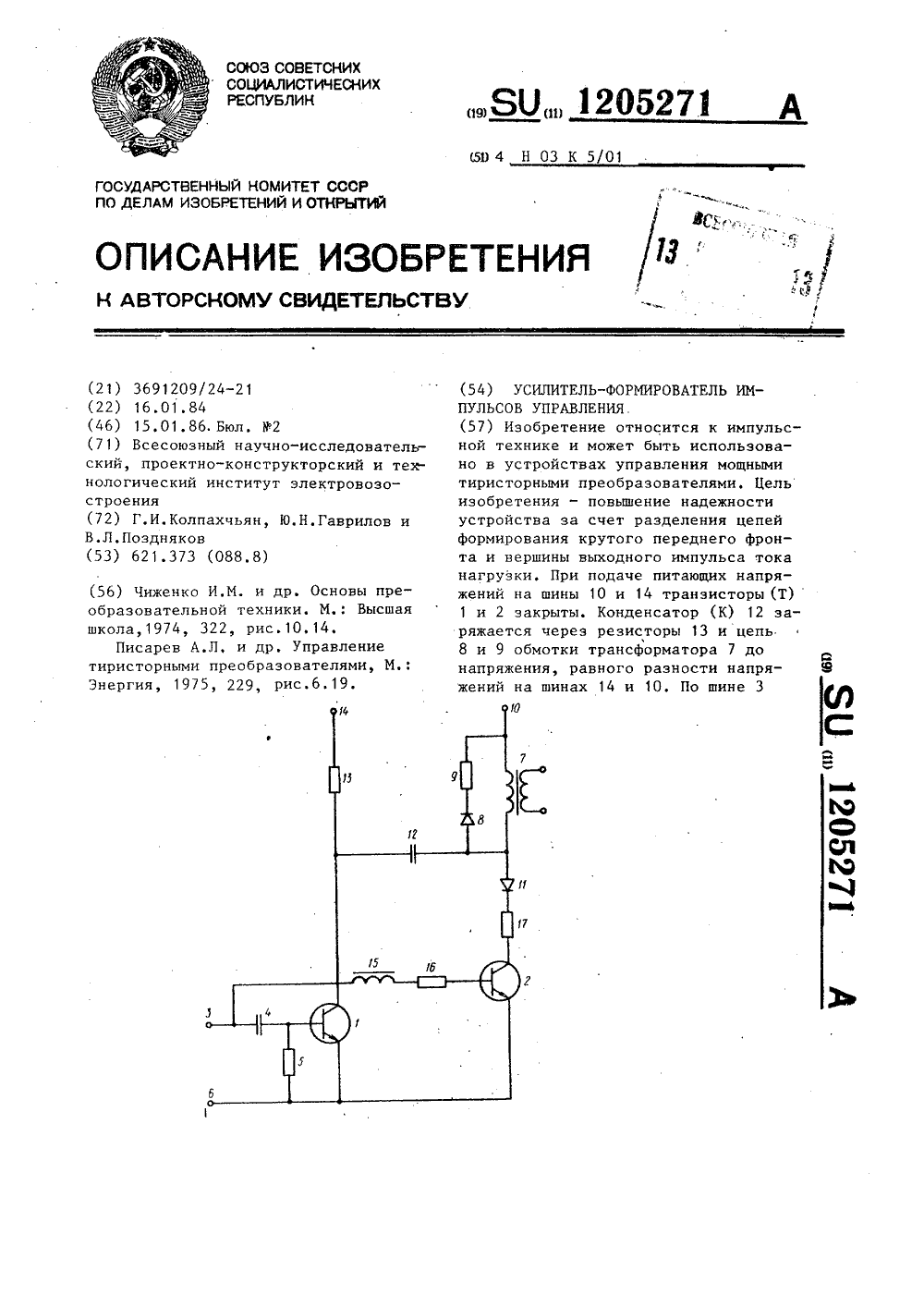
...транзистор 1. В момент 1 открытия транзистора 1 суммарное напряжение на шине 10 и на заряженномконденсаторе 12 прикладывается к нагрузке, и формируется короткий импульс тока с крутым передним фронтом.2 О К моменту начала спада короткого импульса происходит насыщение дросселя 15, открывается транзистор 2, кобмотке трансформатора 7 прикладывается напряжение на шине 10 и форми руется основная часть импульса токав нагрузке. После окончания входногоимпульса управления на выводе 3 транзистор 2 закрывается, вновь начинается заряд конденсатора 12 и процесс Зо повторяется после поступления входного сигнала. Для формирования однополярныхшироких импульсов тока управленияс крутым передним фронтом для одноЗ временного включения группы...
Предыдущий патент: Линия транспортирования древесноволокнистых плит
Следующий патент: Виброплощадка
Случайный патент: Устройство для снятия перегрева жидкого металла