Способ обработки многогранных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1222433
Автор: Скиба





Текст
(514 В 23 С 3 24 САНИЕ ИЗОБРЕТЕНИОРСКОМУ СВИДЕТЕЛЬСТВУ езания (по норм- скорость тивам);- радиус в окружнос- передатоде анной в изделие И (д, У ное отноше короьно ть оси фрси образциклоидоси фрезы относит щей окр ной тра ую ос тор ссто е оси бразующеи ок идальной тра с фрезы;+ прии ужно ктор ад на К принима- Е для АВ;при 1 и для АсВ, Аот оси издел ующей окружи льной траект К прини - рассто я до оси знак мают бр ст л рии. М ГОСУДАРСТВЕННЦЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56) Карелин Н. М. Бескопирная обработка цилиндрических деталей. - М.:Машиностроение, 1966, с. 75, рис. 57,(54)(57) СПОСОБ ОБРАБОТКИ МНОГОГРАННЫХ ИЗДЕЛИЙ, при котором фрезе сообщают движение по циклоидальной траектории относительно изделия, о тл и ч а ю щ и й с я тем, что,с целью упрощения способа путем исключения принудительного вращенияфрезы относительно собственной оси,фрезу перемещают относительно изде-,лия таким образом, что угловая скорость перемещения оси образующейокружности циклоидальной траекторииравна/и/ 35 Изобретение относится к металлообработке и может быть использовано при обработке многогранных изделий.Цель изобретения - упрощение способа.Цель достигается за счет того, что в результате исключения принудительного вращения фрезы относительно собственной оси отсутствует необходимость в приводе и механизмах для вращения фрезы и достаточно осуществления относительного движения . фрезы по заданной траектории вокруг изделия.На фиг. 1 изображена схема осуществления способа; на фиг. 2 - циклоидальные траектории движений оси фрезы и ее зуба при расстоянии между осью фрезы и осью образующей окружности меньшем, чем расстояние между осью образующей окружности и осью изделия; на фиг. 3 - то же, при большем расстоянии.Изделие 1 с осью О устанавливают на расстояниеот оси О образующей окружности Д (фиг. 1). Ось О фрезы 2 устанавливают на расстоянии от оси Ог . Окружности Цг сообщают вращение относительно оси О с углог вой скоростью Яг , согласованное с перемещением оси Ог с угловой скоростью Ж, за счет обкатывания окружности Ц по основной окружности Ц,гось которой совпадает с осью О иэделия 1, Результирующие движения оси О фрезы 2 и ее зубьев 3 относительно оси О изделия 1 происходят по циклоидальным траекториям. При внешнем касании окружностей Ц, и Цгэ траектории оси О и зубьев 3 становятся эпициклоидами (Э), при внутреннем касании окружностей Ц, и Ц- гипоциклоидами (Г), при касаййи окружностей Ц, и Ц- перициклоидами (П).Если отношение угловых скоростей Иг и о, , относящихся к окружностям Ц и Ц , при внешнем зацеплении Цг иЦ принять отрицательным, а при внутреннем - положительным,.то перецаточное отношение для Э отрицательное, а для П и Г положительное. При этом для П( 1, а для Г 11,Для получения грани 4 на изделии1 используется участок ветви траектории оси О фрезы 2, эквидистанта к 2433 2которому наиболее близка к требуемому профилю грани 4. При этом формообразование грани 4 осуществляетсянесколькими зубьями 3 фрезы 2, рабочие участки траектории которыхпериодически касаются грани 4 изде-лия 1 на расстоянии, равном радиусуфрезы 2 от рабочего участка траектории оси Оз фрезы 2.О Величина центрального угла междуначалом и концом одной ветви циклоидальной траектории оси 05 или зубьев3 содержит целое число и величинцентральных углов между началом и 15 концом одной грани 4 изделия 1, Число Ф определяет последовательностьобработки граней 4, может иметь раз.личные значения, но не должно иметьобщих сомножителей с числом граней Б 20 изделия 1, Например, при /и( = 2 иЯ = 5 (фиг. 2 и 3) центральный уголветвей вдвое больше угла между гранями, и последовательно обрабатываютсяграни а, с е ,В,д, При /и/ = 1 и при 25 любом М последовательно обрабатываются соседние грани а, , Си т.д.Последовательность обработки граней выбирают в зависимости от задан"ной кривизны контура грани, и при 30 обработке прямолинейных граней онаопределяется по формуле где Г - большее из двух межосевыхрасстояний я и б;- меньшее и 3 этих расстояний.Знак + при ь соответствует гра40ням, эквидистантным Г, знакЭиП.Формула (1) получена из условиянулевой кривизны циклоидальной траектории оси О фрезы 2 в точке, на 45иболее близкой к оси иэделия 1. Втабл.приведены значения числаполученные по формуле (1), для разных циклоидальных траекторий оси Ои зубьев 3 фрезы 2.Циклоидальная траектория оси О 50фрезы 2, имеющая нулевую кривизнув наиболее близкой к оси О изделия1 точке, в других точках отклоняетсяот прямой линии. Максимум отклонения55 на участке траектории, эквидистантном контуру грани, приходится нанаиболее удаленные от оси О точкиизделия 1. Величина отклонения равна1222433 Составитель А, ШаровРедактор И, Дербак Техред.Г.Гербер Корректо ерни венно ете 35,иал ППП "Патент", г. Ужгород, ул, Проектная,/ Г Г Г аказ 1648/12ВНИИПпо д13035,Тираж 1 осударс ам изоб сква, Ж Подписноекомитета СССРи открытийшская наб д.
СмотретьЗаявка
3763646, 11.07.1984
МВТУ ИМ. Н. Э. БАУМАНА
СКИБА ВИКТОР МАРТЫНОВИЧ
МПК / Метки
МПК: B23C 3/24
Метки: многогранных
Опубликовано: 07.04.1986
Код ссылки
<a href="https://patents.su/5-1222433-sposob-obrabotki-mnogogrannykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки многогранных изделий</a>
Устройство для центрирования изделий по оси

Номер патента: 1326875
Опубликовано: 30.07.1987
Автор: Каргаев
МПК: G01B 5/255
Метки: оси, центрирования
...узлам 18, доБазовое кольцо 17 охватывает с зазором оправку 1, Отсчетный узел 18 уста. новлен на фланце втулки 19, устанон -ленной на оправке с возможностью вращения, при этом отсчетный узел 18расположен параллельно аси оправки 1,Устройство снабжено кожухом 20,который винтами 21 закреплен на фланце втулки 19, Втулка ,9 снабжена ручкой 22 для удержания устройства впроцессе центрирования, Втулка 19своим торцом упирается в заплечник23 оправки 1,При изготовлении устройства торецбазового кольца 17, контактирующийс отсчетным узлом 18, и опорный торец заплечника 23 оправки 1 шлифуются строго перпенцикулярна оси оправки 1,Центрирование изделия па .;си осуществляют .следующим образом,Подбираютиз набора щупов по длине щуп 2,...
Устройство для центрирования изделий по оси

Номер патента: 965603
Опубликовано: 15.10.1982
Автор: Каргаев
МПК: B23B 25/06
Метки: оси, центрирования
...перемещения стола или шпиндельной бабки (не показано) грубо визуально устанавливают устройство по оси изделия 14. Установку щупа 13 можно производить и после установки устройства в шпиндель 3 станка. Путем осевого перемещения изделия 14 или пиноли 3 станка вводят часть устройства со щупом 13 в отверстие изделия 14.Под воздействием пружины 11 рычажная система в виде параллелограмма поворачивается вокруг шарниров на опорном элементе 6 до касания щупа 13 поверхности изделия 14.При расположении щупа 13 в горизонтальной плоскости рычажная система в виде параллелограмма занимает какое-то новое положение, При этом изменяется положение упора 15 базового элемента 9. В соответствии с этим поворачивается двуплечий рычаг 19, перемещается вдоль оси...
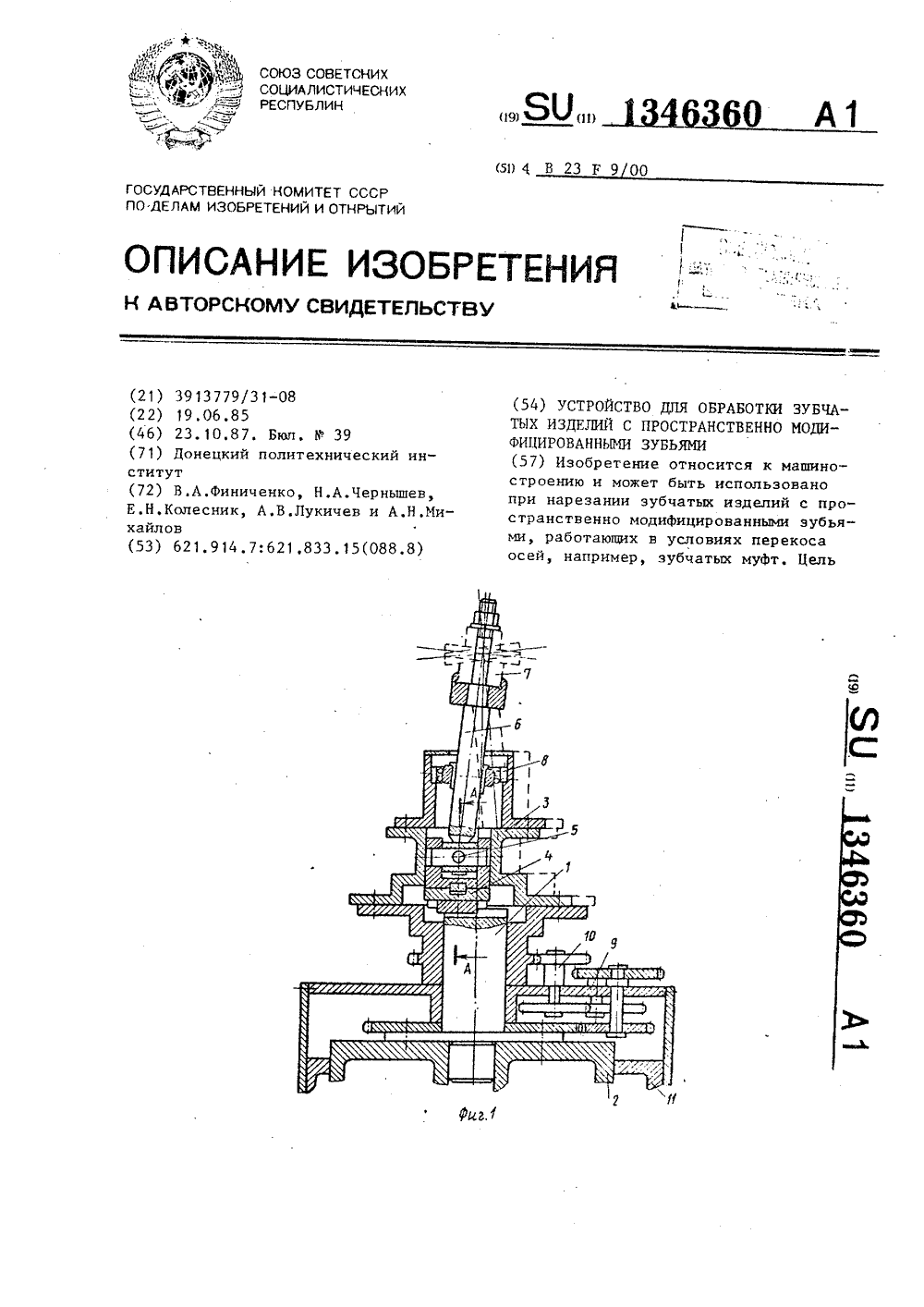
Устройство для обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1346360
Опубликовано: 23.10.1987
Авторы: Колесник, Лукичев, Михайлов, Финиченко, Чернышев
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно
...Связан с корпусом 11 зубаобрабатыва 1 д- ;5 щего станка. Перед обработкой зубчатого изделия устройство настраивается ня заданный у 1 Ол наклона Оправки, Цл 51 этого бо 1- )д ты, ссед 1 тняющи Фя-.юнцы Флянцевых донне, собранной нз Фланцевых опор. Колонна 3, вращаясь вокруг оси стола 2, посредством эксцентрично устанбвленных Обойм задает шарниру 5 и подшипнику О перемещение па окружности вокруг Оси стала, что обусловливает перемещение оси Оправки по конической траектори 1 л. Это обеспечивает получение зубчатых изделий с пространственной модификацией зубьев высокой точности, 2 ил,Обойм, отпуска 1 отся, и от сдвига фланцевых обойм. Одной относительно другой перпендикулярно оси стола оправка наклоняется. Взаимный сдвиг Фланпевых обойм...
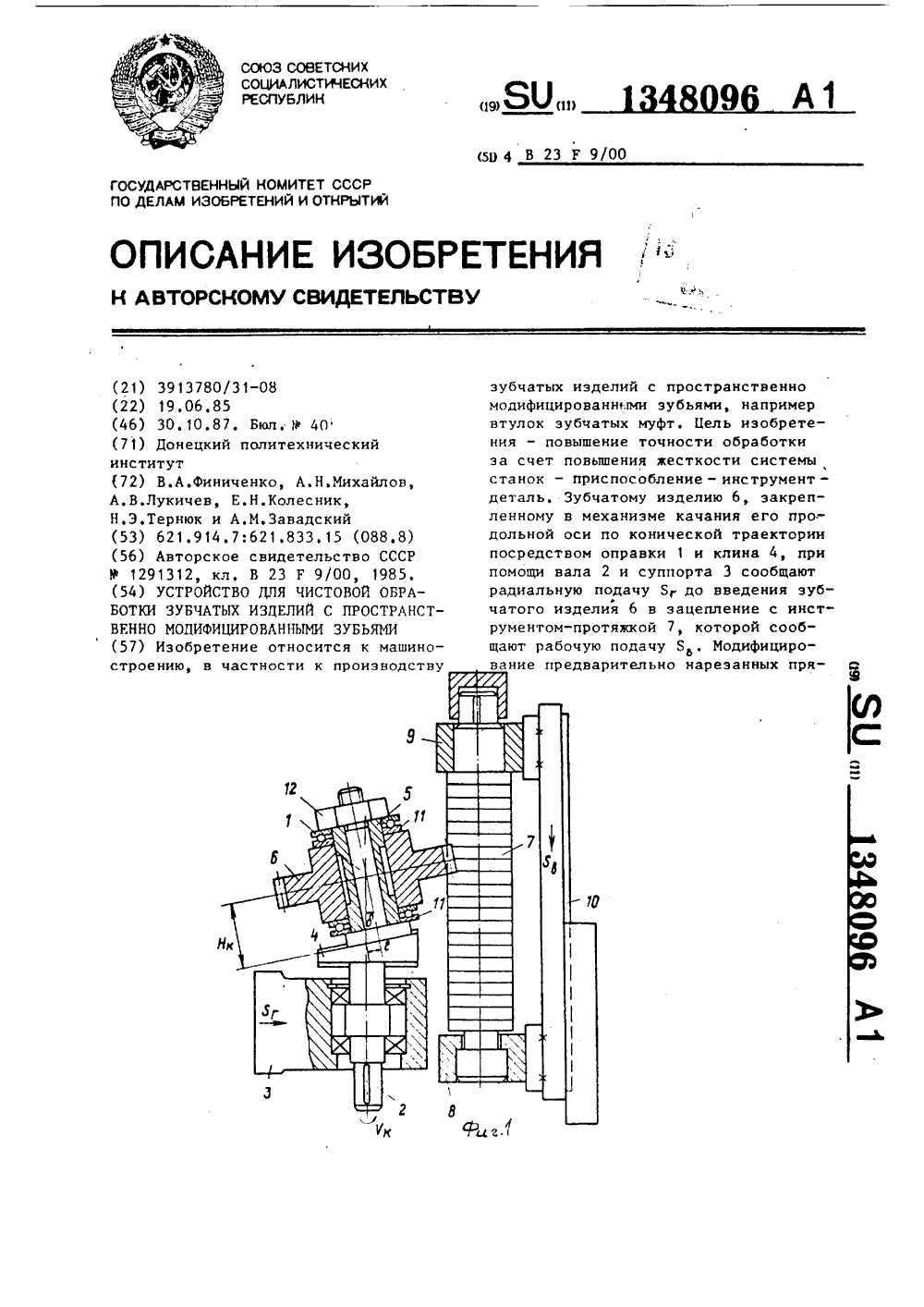
Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1348096
Опубликовано: 30.10.1987
Авторы: Завадский, Колесник, Лукичев, Михайлов, Тернюк, Финиченко
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно, чистовой
.... - протяжкой 7, запе пленной межлу двумя балкакти - переднейВ и заднс и 9 которы крепятся цавертикальных салазках 10, При этомизделие 6 размеп;ецо на втулке 5 вупорцых подпптпциках ,1 прц помопцгаек 12, а оправка 1 закреплена нпазу клина ч с эксцентриситетом относительно осц вала 2 прц томоптисменных угаров 13, прикт;еплсццых кклицу ч винтатц 1,размещается, зубчатое изделие 6, закрепленное гайками 12, Обрабатывающийинструмент 7 закреплен в передней 8и эадттеи 9 бабках, размещенных навертикальных салазках О, и соединенс захватом,Зубчатому иэделию 6, закрепленному в механизме качания его гродольнойоси по конической траектории посред 10ством оправки 1 и клина ч при помотгт 1 вала 2 и суппорта 3, сообщаютрадиальную подачу Ч до введения...
Способ нарезания зубчатых изделий с продольной модификацией зуба

Номер патента: 1348097
Опубликовано: 30.10.1987
Авторы: Гутенберг, Лукичев, Робер, Толока, Уткин, Финиченко, Чернышев
МПК: B23F 9/00
Метки: зуба, зубчатых, модификацией, нарезания, продольной
...устройства, вызванных дополнительной радиальной подачей и изменением межцентрового расстояния (по профилю копира). Таким образом результирующая радиальная подача определяется по формуле -8 :8 + сР" "аВключаемая радиальная подача 8 превьппает по своей величине максимальное значение переменной радиальной подачи 8 и поэтому является доминирующей для привода следящего устройства. В результате подача Б, является постояной по направлению (противоположно направлена Б ) и пеа ременной по величине, а следовательно, двигатель работает без реверса, что позволяет существенно (на 20-307) повысить точность профиля зуба и сократить время на ремонт двигателя (так как поломки его случаются реже),П р и м е р .Рассмотрим нареэание зубчатых втулок...
Предыдущий патент: Приспособление для обработки криволинейных кромок изделий
Следующий патент: Ножницы с нижним резом для резки проката
Случайный патент: Цифровой коррелятор