Рабочая клеть профилегибочного стана
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1148668
Авторы: Ахлестин, Докторов, Тришевский





Текст
(21 Ахлестин овоголед ова тво СССР 21.03.73 ЕТЬ ПРОФИЛЕГИБОЧ щая станину с ус рабочими валками ед ними парой не ельных валков,57) РАБОЧАЯ КЛ ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЦтий У СВИДЕТЕЛЬСТВУ(71) Украинский ордена ТрудКрасного Знамени научно-исстельский институт металлов(прототип). НОГО СТАНА, содержатановленными на неи расположенной пеприводных вспомога установленных с воэможностью установочного перемещения в вертикальномнаправлении, о т л и ч а ю щ а я с ятем, что, с целью расширения технологических возможностей путем созданияв заготовке перед рабочими валкамипоперечных усилий растяжения илисжатия, она снабжена дополнительнойпарой неприводных вспомогательныхвалков, размещенных перед рабочимивалками, при этом обе пары непрнводных вспомогательных валков установлены с возможностью независимогоповорота в плоскости, перпендикулярной к осевой плоскости рабочих валков, а линия, проходящая через центры поворота обеих пар неприводимыхвспомогательных валков, параллельнапродольной оси рабочих валков.11Изобретение относится к обработке металлов давлением, в частности коборудованию для профилирования листовых заготовок, и может быть использовано преимущественно в машиностроении при изготовлении листовыхгнутых профилей и черной металлургииИзвестна рабочая клеть профилегибочного стана, содержащая установленные на станине рабочие валки и па"раллельно им неприводные вспомогательные валки, размещенные с возможностью установочного перемещенияв вертикальном направлении 1 3Недостатком известной клети является невозможность обеспечения поперечного растяжения заготовки, передрабочими валками, что ухудшает качество изготовляемых профилей.Цель изобретения - расширениетехнологических возможностей путемсоздания в заготовке перед рабочимивалками поперечных усилий растяженияили сжатия,Поставленная цель достигается тем,что рабочая клеть профилегибочногостана, содержащая станину с установленными на ней рабочими валкамии расположенной перед ними паройнеприводных вспомогательных валков,установленных с возможностью установочного перемещения в вертикальном направлении, снабжена дополнительной парой неприводных вспомогательных валков, размещенных передрабочими валками, при этом обе парынеприводных вспомогательных валковустановлены с возможностью независимого поворота в плоскости, перпендикулярной к осевой плоскости рабочих валков, а линия, проходящая через центры поворота обеих пар валков, а линия, проходящая через центры поворота обеих пар неприводныхвспомогательных валков, параллельнапродольной оси рабочих валков.На фиг.1 показана рабочая клетьпрофилегибочного стана; на фиг.2 -разрез А-А на Фиг.1; на Фиг,3 - разрез Б-Б на фиг.2; на фиг,4 - схемарасположения вспомогательных валков,обеспечивающих поперечное растяжение полосы при Формовке; на фиг.5 -то же, обеспечивающих поперечноесжатие при формовкеПредлагаемая рабочая клеть профилегибочного стана содержит станину 1, в которой установлены рабочиевалки 2 и пары вспомогательных вал 48668 2 0 15 40 20 25 30 35 45 50 55 ков 3, расположенных на поворотных опорах 4, которые с помощью болтов 5 и гаек 6 крепятся с воэможностью поворота вокруг оси 7 на кронштейнах8, имеющих прорези 9, выполненные по дугеНезависимый поворот пар вспомогательных валков 3 (т.е. поворот каждой пары на различный угол Ы)обеспечивается отдельными элементами крепления (болты 5, гайки 6,прорези 9) для каждой из этих пар,Кронштейны 8 имеют возможность перемещаться вертикально по направляющим 10 станины 1. При этом их установочное перемещение осуществляетсяс помощью винтовой пары 11, а усилие зажатия создается силовыми цилин" драми 12 и передается через вспомогательные валки 3 полосе 13.Устройство работает следующим образом.В исходном положении относительно осевой плоскости рабочих валков 2 вспомогательные валки 3 разведены, полоса 13 свободно проходит между ними и задается в рабочие валки 2. Затем полоса 13 зажимается между вспомогательными валками 3 посредст. вом силовых цилиндров 12. Тяговым усилием, создаваемым рабочими валками 2, полоса 13 перемещается через клеть со скоростью Ч. Зажатый между вспомогательными валками 3 участок, полосы 13 тормозится ими. При этом растяжение металла в продольном направлении осуществляется эа счет перемещения полосы черезвспомогательные валки 3 с меньшейскоростью Ч., (продольная составляющая скорости Ч), чем через рабочиевалки 2 (скорость 7). Поперечные составляющие скорости перемещения полосы 7 в зависимости от взаимного расположения пар вспомогательных валков 3 способствует созданию поперечного растяжения или сжатия полосы перед рабочими валками, Так, если точка пересечения 8 продольных осей вспомогательных валков 3 смещена от линии у- у проходящей через точки О осей вращения пар вспомогательных валков 3, в сторону рабочих валков, то полоса растягивается в поперечном направлении. Если точка 8 смещена в противоположную сторону от линии у-ч то полоса сжимается, С увеличением угла о48668 4на заготовки перед рабочими валками уменьшается на 23-27 мм. Это позволяет отформовать трапециевидный гофр в одной клети. Без применения вспомогательных валков на отформовку такого гофра потребовалось бы два технологических перехода. поворота вспомогательных валков увеличивается растяжение полосы в продольном направлении и растяжение (сжатие) в поперечном направлении.Как показывают данные опытной проверки, проведенной на лабораторном стане, оснащенном двумя парами вспомогательных валков диаметром 50 мм и установленных под углом к осевой плоскости рабочих валков,технологические возможности рабочей клети расширены. Так, при формовке с установкой пар вспомогательных валков в соответствии со схемой на фиг.4 (угол а 15) полоса (шириной 130 мм, толщиной 1 мм из алюминия) растягивается в поперечном направлении перед рабочими валками, что позволяет отформовать на ней два продольных полукруглых гофра высотой 6 мм преимущественно эа счет вытяжки металла (ширина профиля на 3 мм меньше ширины полосы, в то время как при формовке без применения вспомогательных валков ширина профиля по сравнению с шириной полосы уменьшается на 12 мм).При отформовке профиля из такой же заготовки с одним трапециевидным гофром высотой 30 мм и шириной 30 мм, когда вспомогательные валки установ" лены .по схеме, соответствующей фиг.5 (угол о = 30 ), на полосе перед рабочими валками создается сжатие, которое приводит к потере устойчивости полосы и ее поперечному изгибу, В результате этого шири 10 При проведении описанных выше экспериментов зарегистрировано увеличение (в 8-12 раз) продольного растяжения металла между вспомогательнымии рабочими валками.Согласно данным проведенных лабораторных экспериментов, предлагаемое изобретение в сравнении с известным обеспечивает поперечное растяжение полосы перед рабочими валками, что позволяет получать ка".чественные профили преимущественно с элементами, формуемыми засчет вытяжки металла, поперечноесжатиеполосы перед рабочими валка ми, что позволяет ужесточить режимы Формовки, например получатьпрофили с относительно высокими элементами на центральных участках,преимущественно иэ тонколистовойполосы за один технологический переход (вместо двух-трех), создаетнеравномерное по ширине полосы продольное растяжение (сжатие) металла,что обеспечивает получение несимметричных профилей, значительно1148668 Составител Техред Л.М Самохвало орректор С. Черни Редактор Н, Т ва Подписноеого комитета СССРний и открытийРаушская наб д. 4/ Тираж 75Государствен елам изобре осква, Жказ 1786(5 5 ал ППП "Патент", г. Ужгород, ул. Проектная
СмотретьЗаявка
3668174, 02.12.1983
УКРАИНСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОВ
ТРИШЕВСКИЙ ИГОРЬ СТЕФАНОВИЧ, АХЛЕСТИН ВЛАДИМИР ЛЕОНИДОВИЧ, ДОКТОРОВ МАРК ЕФИМОВИЧ
МПК / Метки
МПК: B21D 5/06
Метки: клеть, профилегибочного, рабочая, стана
Опубликовано: 07.04.1985
Код ссылки
<a href="https://patents.su/5-1148668-rabochaya-klet-profilegibochnogo-stana.html" target="_blank" rel="follow" title="База патентов СССР">Рабочая клеть профилегибочного стана</a>
Узел рабочих валков для прокатки гофрированной полосы

Номер патента: 1245367
Опубликовано: 23.07.1986
Авторы: Гетия, Дрозденко, Ермаков, Матвеева, Налча, Шумилин
МПК: B21B 27/00
Метки: валков, гофрированной, полосы, прокатки, рабочих, узел
...радиусов Б, и Б . Этого недостаточно, чтобы избежать образования трещин и разрывов, так как данные параметры непосредственно це влияют ца неличицу короблеция плоской части заготовки. Целесообразно также разделить деформцрующцй и холостой участки валков, что приводит к рациоцальцому раснределешю коцтрактцых цапряжеццй. Величица ширины профилированных участков Ь снязаца фуцкциоцальцой занисиостыа со значениями радиусоз гыступов (ныемов) казшбров деФормирующих участков Б ц Б высотойг выступа (глубццой углубления) 1 з, углом радиусной вершины с, длиной бочки рабочих валков 1.Взаимное взшяние участков 1 и 11прц прокатке в обычцых валках проявляется ца расстоянии це менее чем 2-3 ширины калибра под выступами с каждой стороны, поэтому...
Устройство для направленной валки деревьев

Номер патента: 869686
Опубликовано: 07.10.1981
Авторы: Кузнецов, Сафонов, Сергеев, Сикка, Софонов, Шмаков
МПК: A01G 23/08
Метки: валки, деревьев, направленной
...шарниром соединения этойФ пластины с корпусом (ось 3) и местом контакта ролика с кулачком. Благодаря такому взаимному расположению осей рабочее усилиев начале сталкивания дерева будет максимальным, так как плечо Ст 2 82.Конструктивное исполнение валочного устрой. ства может быть следующим. Так, на фиг. 2869686 показан вариант выполнения корпуса и пласти.ны в виде набора продольных элементов 8и 9, причем продольные элементы 8 пластинырасположены иа оси 3 соединяющего их шарнира между продольными элементами 9 корпуса,и подпружинеиы относительно друг друга пру.жиной 10, которая возвращает корпус в исход.ное положение. Выполнение корпуса и пластины в виде продольных элементов позволяетснизить тблщину пластины и выполнить ее рав 0ной ширине...
Устройство для направленной валки деревьев

Номер патента: 904587
Опубликовано: 15.02.1982
Авторы: Безносенко, Гончаров, Роганов, Смолин
МПК: A01G 23/08
Метки: валки, деревьев, направленной
...3 расположена под острым углом а к последнему, образуя валочную вилку. В транспортном3 90положении выдвижная секция 2 вдвинута в балку 1, рычаг 3 удерживается роликами 7 в габаритах выдвижнойзалочного рычага 3.тройство работает следующим образом.Устройство наводится на дерево8, секция 2 выдвигается из телескопической балки 1, рычаг 3 под действием пружины 1 поворачивается, егорабочая поверхность становится параллельной направлению валки деревьев. Далее следует процесс пиления дерева, в конце которого секция 2 перемещается только в направлении валки, За сцет составляющейсилы Р , образующейся при контактировании рабочей поверхности секции2 с деревом 8, последнее поджимается к рычагу 3. Таким образом, придостаточной скорости...
Машина для срезания и направленной валки деревьев

Номер патента: 648166
Опубликовано: 25.02.1979
Авторы: Дорофеев, Зуев, Капустин, Клячко, Коровин, Любченко, Никитин
МПК: A01G 23/08
Метки: валки, деревьев, направленной, срезания
...в негоконечным выключателем (не показан), который служит для ограничения хода пильной шины при установлении недопила и подачи сигйала об окончании пиления. Наверхнем конце неповоротного в горизонтальной плоскости звена 6 штанги посредствомшарнира закреплена направляющая 11, которая свободным концом с помощью шар.вира 12 закреплена на оноре 13. В направляющей 11 установлен ползун 14, связанный кронштейном 15 со штоком гидроцилиндра 16, корпус которого шарнирно закрепленна скользящей по направляющей 11 подпружиненной втулке 7. Пружина 18 втулки 17 вторым концом упирается в опорное.кольцо 19 направляющей 11. Ползун 14 ивтулка 17 установлены на направляющей 11при помощи общей шпонки 20. На ползу.не 14 шарнирно закреплен толкатель,...
Способ направленной валки деревьев
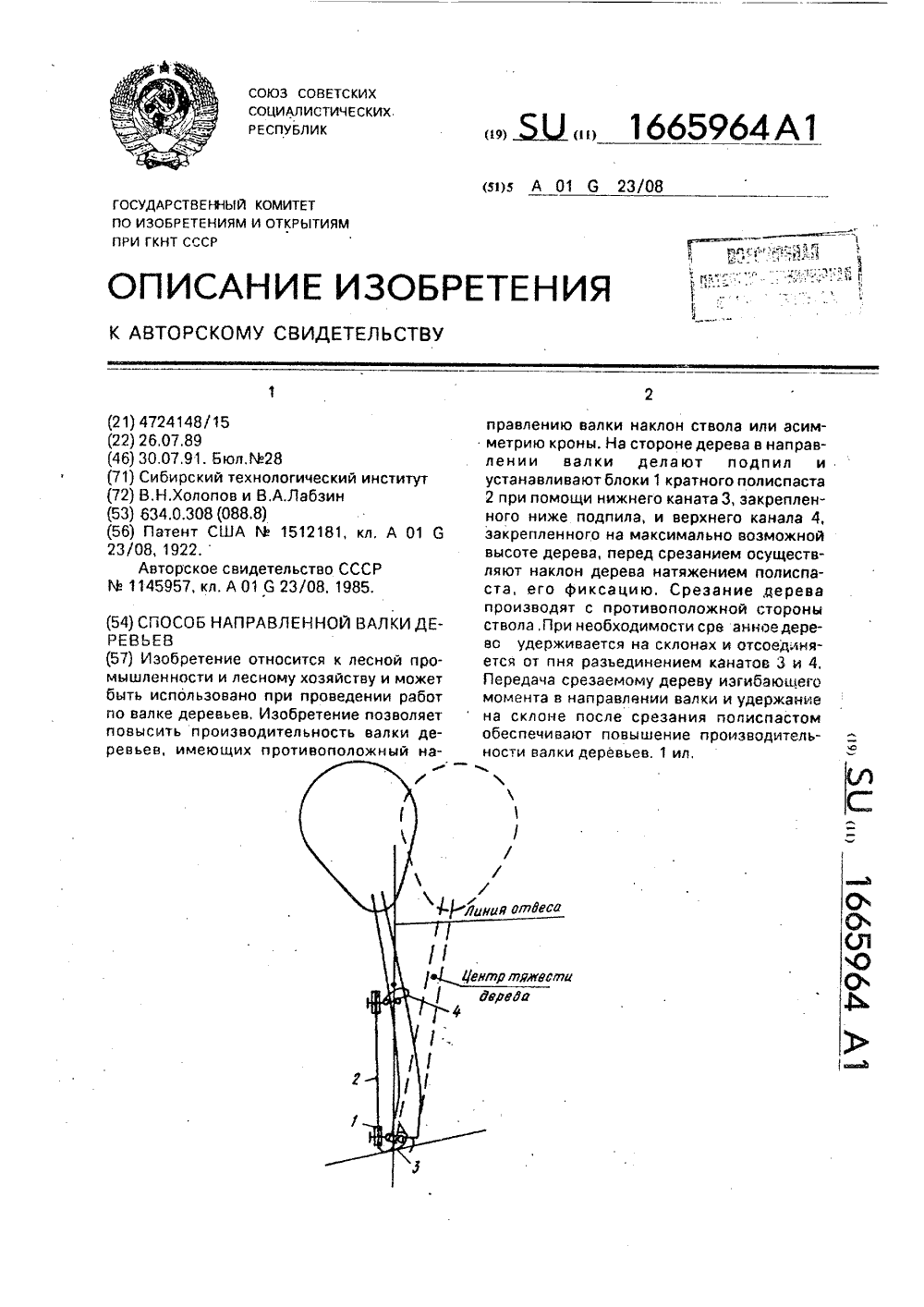
Номер патента: 1665964
Опубликовано: 30.07.1991
МПК: A01G 23/08
Метки: валки, деревьев, направленной
...при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Изобретение относится к лесной промышленности и лесному хозяйству и может быть использовано при проведении работ по валке деревьев,Цель изобретения - повышение производительности валки деревьев, имеющих ,противоположный направлению валки наюон ствола или асимметрию кроны.На чертеже показана общая схема за,крепления устройства для осуществления способа направленной валки,Способ направленной валки деревьев осуществляется следующим образом,На стороне дерева, в направлении вал,ки делают подпил и устанавливают блоки 1 кратного полиспаста 2 при помощи нижнего каната 3, закрепленного ниже подпила, и верхнего каната...
Предыдущий патент: Способ изготовления гнутых -образных профилей
Следующий патент: Станок для гибки профилей с растяжением
Случайный патент: Система для стока воды из производственных помещений судна