Шаговый конвейер
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1063735
Авторы: Косюга, Лосатинский





Текст
одер- и, ка 48ий и И. В. Косюга ециальное конструкеских линий и металенны- бачки ачек, целью остей етельство СССР25/04,977.ельство СССРб 2504, 1978 (прольно допол на н ния й и ред ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ ВТОРСНОМУ СВИДЕТ(7) Краснодарское спторское бюро автоматичлорежущих станков(54) (57) ШАГОВЫИ КОНВЕЙЕР, сжаший основание с опорными призмамретку, на которой закреплены механизмема изделий с рядом валов н установлми на них подьемными призмами, сосо щупами и механизм блокировки соби привод, отличающийся тем, что, срасширения технологических возможнконвейера, он снабжен дополнитепризмой, тягой и рычагом, при этомнительная призма жестко закреплетяге, которая шарнирно связана с устленной на последнем по ходу перемещизделий В ряду Валу подьечной призрычагом, шарнирно закрепленным напоследнем в ряду валу. ыЯФ ЗбЕВ Я 7 Я 7 Лб Г 5 38 Ю5 10 15 20 25 40 45 50 55 Изобретение отцодпся к станкостроенцн) И ПРЕЛЦЯЗНДЧЕНО ЛЛ 51 ВКЛЮЧЕНИЯ Н КОМ ИЛЕК- сы автоматических линий и станков автоматов, обрабатывающих детали типа валов,Известен цдговый конвейер для транспортирования деталей автоматической линии, включающий каркас с позициями, подвикцую 1 сяретк) привод, при этом подвижн;я каретка имеет рял независимых валиков, снабженных подъемгцсми рычагами и кронштейнами с регулировочными винтами, и устройство Лля поворота валиков подъемных рычаговНаиболее близким техническим решением к предлагаемому является сцаговый конвейер, годеркдщий основацие с опорными призмами, каретку, на которой закреплен механизм польема изделий с рядом валов и устцов;Вныии на них подьемными призммц, собачкио сцупамц и механизм блокировки собачек, и привод 12.сЕЛОСтатСОМ КОНВЕЙЕРОВ ЯВЛЯЕТСЯ тО, ЧтОссц це передают обрдбатьваемые летали на . русой конвейер, который может быть пролслиецисм комплекса автоматических линий. Плц цд конвейер, расположенный перпендикулярно к нему, В результате конвейеры имект узкие технологические возможцсотц.Цель цзооретеция - расширение техно .11 гическцх возможностей конвейера.Указан 11 я гель достигается тем, что шаговый коцвейер, содержащий основание с оторцыИ П 1)измами, каретку на которой здкреплець механизм подъема изделий с рядом Вяло,1 и установленными ня них подь.смцымц цс)цзм 1 ми, собдч 1 сц со цтуцами механизм блокиронки собачек, и привод, снабжен дополнительной призмой, тягой и рычагом, при этом дополнительная призма жестко закреплена на тяге, которая шарнирно связана с установленной ця последнем цо ходу перемецсецця изделий в ряду валу подъемной призмой ц рычагом. шарнирно закрепленным ца предпоследнем в ряду валу.Нд фцг. 1 изображен участок шагового конвейера; 11 фиг. 2сечение Л-А на фцг. 1; цд фцг, 3 - сечение Б-Б на фиг.ц фиг. 4вцд В ца фиг. 3.1 цагсвый коньейер 1,ключает н себя оскисцис 1 с цеюднижцыми опорными 1 триз 111 1 и 2, на котором устд НОВ;1 еця с Возможцски ю возвратно-поступательного переменсиня цсдвцжцдя каретка 3. Ня каретке 3 зкреплсн механизм подьемд изделий суст:.Новленспсх В подципникх 4 валов 5, цд которьх крепятся подъемные приз,п 1 6, которые цри повороте валов 5 поднимают изделие (деталь) 7, над неподвижными Призмами 2 и переносят изделие с позиции и;ледующие позиции.,Ч.тя регулировки подъемсых призм 6 В цсхслнсх Положенси ца валах 5 установлены кронштейны 8. опирающиеся на регули. ровочцые 1 инты 9. С помощью кроццпейнов 8 потъечныс стризм 6 Объединены в секции тп цесколько цтук. Для этого верхние кон,ты кронштейнов 8 соедццены тягой 10.Поворот валов 5 для подъем изделий цял неподвижными призмами 2 и переменение каретки с излелием, лежащим на подвижных цолъемных прцзмах 6, с одной позиции на лругую осуществляется с помощью привода в виде кривошипно-шатунного механизма, который крепится ца подвижной каретке. В этот механизм вхолит червячный редуктор1 и электродвигатель 12. Релуктор с электродвигателем жестко крепятся к карегке 3 через кронштейн 3. На выходном валу редуктора крепится кулачок 14 и кривоНиц 15 с шатуном 16. Второй конец шатуна 16 через кронштейн 17 шарнирно связан с основанием 1 конвейера. Кулачок 14 взаимодействует с роликом 18 механизма поворота валов 5 подъемных призм 6, выполненного в виде тяги 19, образуюсцей с подвижной кареткой 3 многозвенный и)арнирный цараллелогралм, нижние концы рычагов 20 которого шарнирно сня. заны с тягой 19, а верхние через собачку 21, крепящуюся к этому же рычагу с помоцсью оси 22, с валами 5 подъемных призм 6. На каретке 3 закреплены также собачки 21, снабженные цунами 23, которые кон.гролируют наличие изделия на позициях конвейера. При наличии изделий собачки 21 посредством шхпа 23 выводятся из зацепления с валами 5. Д,.тя зацепления собачек с валами 5 ца последних выполнены пазы, в которые под собственным весом входят зубья собачек 2. Когда изделие нажимает на щуп 23, собачка 21 поворачивается вокруг своей оси 22 и зуб собачки выходит из паза,При работе конвейера в составе станка или автоматической линии возникает необходимость задержки изделия на некоторых позициях конвейера. С этой целью каретка 3 снабжена механизмом 24 блокировки собачек двух смежных валов подъемных призм 6, который выполнен в виде гидравлического или пневматического цилиндра двойного действия, штоки которого взаимодействуют с собачками 21, выводя их из зацепления с валами 5 прц необходимоеи. Количество этих механизмов ставится по потребности.Для переноса изделий на другой конвейер в конце конвейера крепится дополнительная призма 25, жестко закрепленная на тяге 26, которая шарнирно связана с установленной на последнем по ходу перемещения изделий в ряду валу 5 подъемной призмой 27 и рычагом 28, шарнирно закрепленным на предпоследнем н ряду валу 5. На валу 5, а также на подшипниках 29 смонтирован рычаг 30, который во взаимодействии с роликом 8 и кулачком 14 прсВозп вдвижение рь(чаги 20, к(торьге также враща.ктся на подшипниках 29. Цифрами 3 - 39 ца чертежах обозначены позиции конвейера.Конвейер работает следук(цим образом.Когда на позициях конвейера цет деталей, все собачки 2 под собственным весом входят в зацепление с валами 5, 11 ри включении лвигателя 2 начинает врацаться кулачок 4 совместно с кривошипом 15. При этом кулачок 14 взаимодействует с роликом 18. Поскольку подшипники 4 рычага 30 закреплены неподвижно относительно подвижной каретки 3, ролик 18 начинает пере.мешаться влево, и через тягу 19, рычаги 20 и собачки 2 он передает это движение валам 5, поворачивая их по часовой стрелке, Вместе с валами поворачиваются и подъемные призмы 6. Закрепленный на одном валу с кулачком 14 кривошип 5 вращается вместе с кулачком. Так как он связан с шатуном 16, который шарнирно прикреплен к основанию 1, и перемещаться не может, начинает перемещаться влево подвижная каретка 3, т.е. холостой ход, вместе с поднимающимися подъемными призмами 6. Как только ролик 18 пройдет по кривой кулачка, соответствующей величине подъема, подъемные призмы 6 своими углублениями под изделия проходят точно по центрам позиций конвейера, а кривошип 15 с шатуном 6 минуют точку максимального перемещения влево и начинают переме(цать подвижную каретку 3 вправо, т.е. рабочий хол, до тех пор, пока кривошип 15 не повернется на 80, что соответствует крайнему правому положению подвижной каретки 3 или шагу конвейера, В это время подъемные призмы 6 своими углублениями проходят точно по центру неподвижных опорных призм 2 конвейера и, если в этом время они несут изделие-,то кладут их точно на неподвижные призмы 2 конвейера. Гри дальнейшем повороте кулачка 14 и кривошипа 5 подъемные приз-.мы 6 занимают свое нижнее положение, а подвижная каретка 3 возвращается в свое исходное положение и начинается второй цикл.Конвейер работает непрерывно.Прн поступлении на позицию 31 обрабатываемого изделия 7 подъемные призмы поднимают его над позицией, а при перемещении каретки 3 оно переносится на следующую позицию и так до последней. Поскольку изделия поступают непрерывно, то сразу после перемещения изделии с позиции 31 на позицию 32, на позицию 31 снова поступает изделие. На позиции 32 изделие нажимает на щуп 23 и выводит собачку 21 из зацепления с валом 5. В случае, если вал 5 позиции 3 не связан с тягойО последующими валами, призма 6 позиции 31 не поднимается до тех пор, пока на позиции 32 лежит изделие.Предположим, что валы 5 позиций 3 -33 конвейера связаны с тягой 1 О, с позицци 35 манипулятор берет заготовку и на ее место укладывает обработанную деталь. На позиции 35 установлен датчик наличия изделия, который выдает команлу прц нали. чии на этой позиции изделия 7. На озиции 35 установлен механизм 24 блокировки, который выводит из зацепления с. ва. лом 5 собачки 21,Валы позиций 34 - 37 не связаны тягой О.Перечисленные условия наиболее частовстречаются при работе конвейера в соста.ве станок-автомат или в составе автоматической линии в сочетании с манипулятором. 5Так как валы 5 позиций 3 - 33 связаны тя.гой О, а на позиции 34 заготовки нет, то собачка 21, поднимающая призму 6 пози.ции 33, сцеплена с валом и в процессе следующего цикла поднимает эту призму, а через тягу0 и призмы с деталями позиции 31 и 32. Изделия перемещаются на ша(, а еще через цикл изде.чие с позиции 34 прохолит на позицию 35. В этом случае призмы на позициях 31 - 33 при последующих циклах совершают возвратно-поступательные движения без подъема, так как собачки 21 на всех трех позициях выведены из зацепления с валами. Как только изделие проходит на позицию 35, срабатывает датчик изделий и дает команду на механизм блокировки, который срабатывает и выводит собачки 21, поднимающие призмы 6 на 34 и 35 позициях, из зацепления с валами. Этим предотвращается перемещение излелия даль ше по конвейеру, Г 1 ри наличии сигналов от датчика заготовок и механизма 24 блокировки рука загрузочная манипулятора берет с 35позиции 35 изделие-заготовку, а рука разгрузочная укладывает на ее место обработанную деталь. В верхнем положении рука разгрузочная манипулятора выдает команлу механизму 24 блокировки, который, срабатывая, освобождает собачки 2 позиций 34 40 и 35 конвейера, и они входят в зацеплениес соответствующими валами. Теперь препятствий для перемещения изделця-заготовки с позиции 34 на позицию 35 и обработанной детали с позиции 35 на позицию 36 нет.Таким образом заготовка снова попадает 45 на позицию 35, срабатывает датчик заготовки, и механизм блокировки удерживает заготовку, не пропуская ее дальц(е. Обработан.ная деталь с позиции 35 послеловательцо перемец 1 ается на позицию 36 и т.л, 111 ц наличии на позиции 38 детали щуп пози.ции 37 выволит из зацепления собачку 21, призма 6 позиции 37 не поднимается и, сле.ловательцо, не может принести на позиццн 38 еще одну деталь. Геренос детали с олцо(о. конвейера на лругой происхолит следую(ццм 55 образом.Г 1 ри движении каретки влево, т.е. (1 цхолостом холе, цполцитсльная призма "5 подходит пол изделие 7, лсж;(цгсс ца ногиции 38. При отсутствии детали на позиции 39 второго конвейера собачка 2 входит в зацепление с валом 5, В конце холостого хода вал 5 начинает проворачиваться по часовой стрелке, тем самым поднимает подъемную призму 27. В свою очередь призма 27 через шарнир поднимает тягу 26; свя. занную одним концом с рычагом 28, Вместе с тягой 26 поднимается дополнительная приз ма 25, которая поднимает изделие 7 на позицию 38. При рабочем ходе каретки 3, т.е, вправо, происходит окончательный подъем детали 7 дополнительной призмой 25 и перенос на один шаг. В конце рабочего хода призма 27 опускается, а вместе с ней опускается дополнительная призма 25, которая кладет деталь 7 на позицию 39 рядом стоя щего конвейера, независимо от его кон струкции и расположения. Цикл повторя ется,Использование предлагаемого конвейе. ра дает экономию за счет того, что отпада ет необходимость делать специальный пере. кладчик, который включает в себя электри. ческий и гидравлический привод, При этом сама конструкция конвейера обеспечивает перенос изделия с него на другой, смежный с ним конвейер.В результате предлагаемый конвейер имеет широкие технологические возможности.Редактор О. СопкоЗаказ 1434/22ВНИИПпо3035,филиал ПП Составитель Л. РаТех ред И. ВересТираж 949И Государственного комделам изобретений и оМосква, Ж - 35, РаушскаП Патент, г. УжиЬрод,торгуеваКорректор 1 ;111 сла11 одцнсностета СССРкрытийнаб., д. 4/5л. Проектная, 4
СмотретьЗаявка
3507262, 20.07.1982
КРАСНОДАРСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО АВТОМАТИЧЕСКИХ ЛИНИЙ И МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ЛОСАТИНСКИЙ АЛЕКСЕЙ АНТОНОВИЧ, КОСЮГА ИВАН ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B65G 25/04
Опубликовано: 30.12.1983
Код ссылки
<a href="https://patents.su/5-1063735-shagovyjj-konvejjer.html" target="_blank" rel="follow" title="База патентов СССР">Шаговый конвейер</a>
Сбрасыватель длинномерных изделий с продольного ценного конвейера на поперечный конвейер

Номер патента: 471266
Опубликовано: 25.05.1975
Автор: Чекаров
МПК: B65G 57/14
Метки: длинномерных, конвейер, конвейера, поперечный, продольного, сбрасыватель, ценного
...кручения тяговой цепи,при сбросе изделий и уменьшение ее износа.Достигается это тем, что один борт лотка установлен неподвижно на раме продольного конвейера под углом к горизонту, а другой борт лотка шарнирно присоединен к раме и посредством рычагов связан с приемно-укладывающими рычагами и приводом, Для уменьшения линамических,нагрузок на кинематические звенья сбрасывателя, тяга, соединяющая поворотный борт лотка и приемно- укладывающие рычаги, выполнена подпружиненной.На чертеже схематически изображен предлагаемый сбрасыватель в поперечном разрезе.Устройство включает тяговую цепь 1 с упорами и лоток, образованный неподвижным 2 и повороттным 3 бортами, Поворотный борт 3 лотка шарнирами 4 - 6 связан соответственно с рамой 7, приводным...
Способ транспортирования изделия конвейером, совершающим возвратно-поступательное движение

Номер патента: 1079556
Опубликовано: 15.03.1984
Авторы: Григорченко, Синицын, Хусид, Шалманов, Янчос
МПК: B65G 25/04
Метки: возвратно-поступательное, движение, изделия, конвейером, совершающим, транспортирования
...поступательном движении полотна и фиксацию изделия против хода транспортирования при возвратном движении полотна, изделие перемещают по полотну по ходу транспортирования и при возвратном движении полотна. На фиг. 1 показан конвейер, вид в плане; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 1.Конвейер включает привод 1, обеспечивающий реверсивное движение двух многоопорных тележек 2, снабженных упорами 3. Возвратно-поступательное прямоли нейное движение тележек осуществляется по направляющим 4. Для обеспечения сплошного настила конвейера при перемещении изделия предусмотрены щиты 5, обеспечивающие перекрытие окон при возвратно-поступательном движении тележек, Упоры 3 прикреплены к тележкам под углом к направлению...
Механизм переноса заготовок с позиции на позицию многопозиционного гайковысадочного автомата

Номер патента: 129924
Опубликовано: 01.01.1960
Автор: Цветков
МПК: B23Q 7/04
Метки: автомата, гайковысадочного, заготовок, механизм, многопозиционного, переноса, позиции, позицию
...двух пружин 5, двух ползунов 6 и четырех ползушек 7.Благодаря наличию балансирной системы на каждую из двух перспосимых заготовок, вне зависимости от их размеров, передается одинаКОВОС СИ,С ПЯЖс И 5 От Кс(ждоп Из (В)Х И)У)КИИ О,УСтРОйетВО ДЛЯ ПРИНУДИтСЛЫЮГО РЯЗжатИЯ КЛЕН(ей В МОМСИТ ЗЯ(с),(- КИВс(НИЯ ЗЯГОТОВОК В Ъ)с)Т 1)ИЦЫ ПЕ)С, ИЯЧс)ЛОМ ПОСТУГ(с(ТЕ:)ЬНОГО ДВИЖСИИЯ каретки состоит из двух пар роликов, из которы.; первая пара 8 закреплена вместе с коромыслами ия подпружиненных ползуиах 6, а вторая пара 9 - Иа ИЛуИЖСрс Ю ОЛНОЙ ИЗ ПОЗИИИй ЯВТОМс(ТЯ, ПОЛус(яЮШСМ Возврат. но-поступательное дви)кение от главного высадочного ползуна 11.Когда вь)садочиый полли подходит к крайнему переднему положению, ролики 9, имс(ошие коническую форму,...
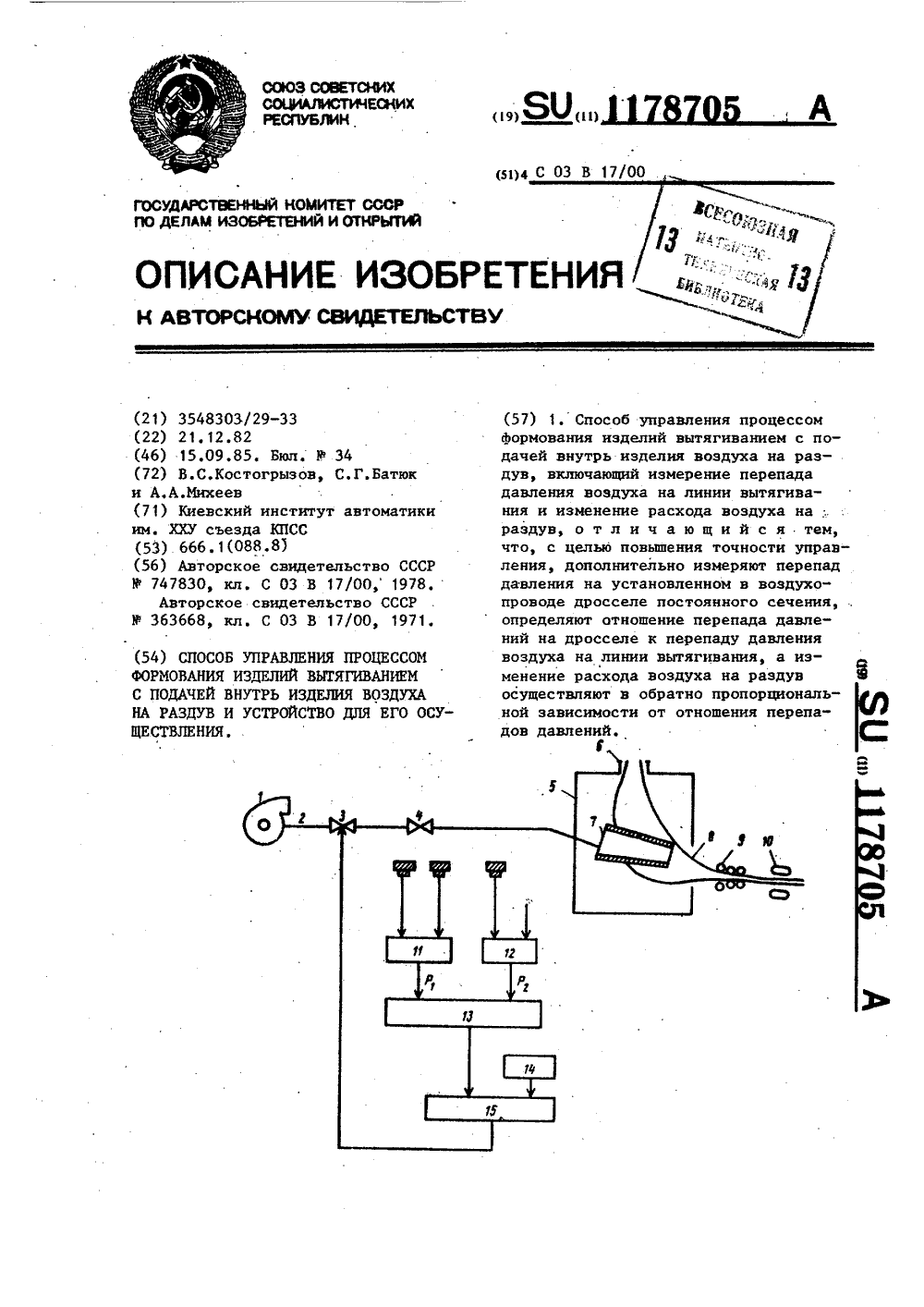
Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления
Номер патента: 1178705
Опубликовано: 15.09.1985
Авторы: Батюк, Костогрызов, Михеев
МПК: C03B 17/00
Метки: внутрь, воздуха, вытягиванием, изделия, подачей, процессом, раздув, формования
...которое представляет собой отношение перепадов давления на различных гидравлических сопротивлениях - на постоянном сопротивлении, характеризуемом величиной ар , и на переменном сопротивлении линии вытягивания, изменяющимся при изменении среднего по длине линиивнутреннего диаметра и характеризуемом величиной Ьр, Так как расход воздуха по длине воздухопровода и линии вытягивания одинаковый, отношение ар /Ьр не зависит от расхода воздуха и определяется только геометрическими характеристиками сопротивлений и температурами воздуха Т и Т 2. При постоянных температурах, что яв1178705 4 Заказ 5604/19 . Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП...
Устройство для перевода изделия с подающего конвейера на пересекающий конвейер

Номер патента: 608463
Опубликовано: 25.05.1978
МПК: B65G 47/54
Метки: изделия, конвейер, конвейера, перевода, пересекающий, подающего
...15 колес и также содержит большое количество шкивов, установленных по его длине и соединенных через ременные передачи (ремни) 18 с колесами для приведения их в действие. На выступающем конце вала 48 установлен ведущий шкив 49, через который проходит приводной ремень 46, как показано на фиг, 4. Колеса 14 (см,фиг. 4) установлены на расстоянииЫ 1(примерно 3,2 мм) над поверхностью контакта роликов 2 65 конвейера 1, тогда как колеса 16 установлены в кронштейне 20 на расстоянииЙ 2 (примерно 3,2 мм) выше, чем колеса 14.Исходное положение соединительного механизма показано на фиг. 1. В этом положении колеса 14 и 16 расположены вдоль продольной оси конвейера 1. При таком положении колес изделие 5 свободно проходит над ними и продолжает свое...
Предыдущий патент: Магнитофрикционный привод конвейера
Следующий патент: Транспортирующее устройство для поштучной передачи изделий
Случайный патент: Смазка для металлических форм при производстве бетонных изделий