Способ регулирования температуры полосы в очаге деформации
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
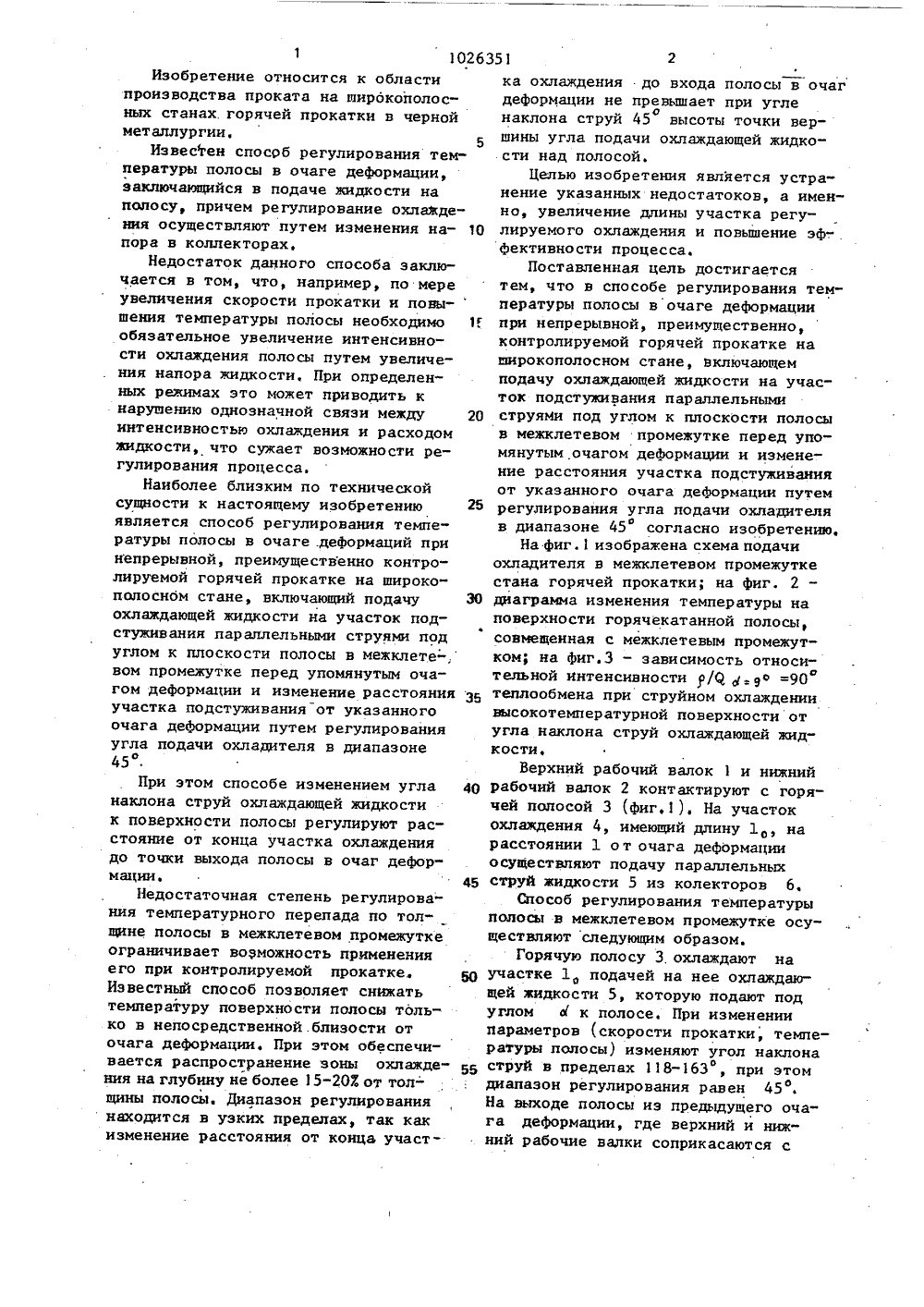
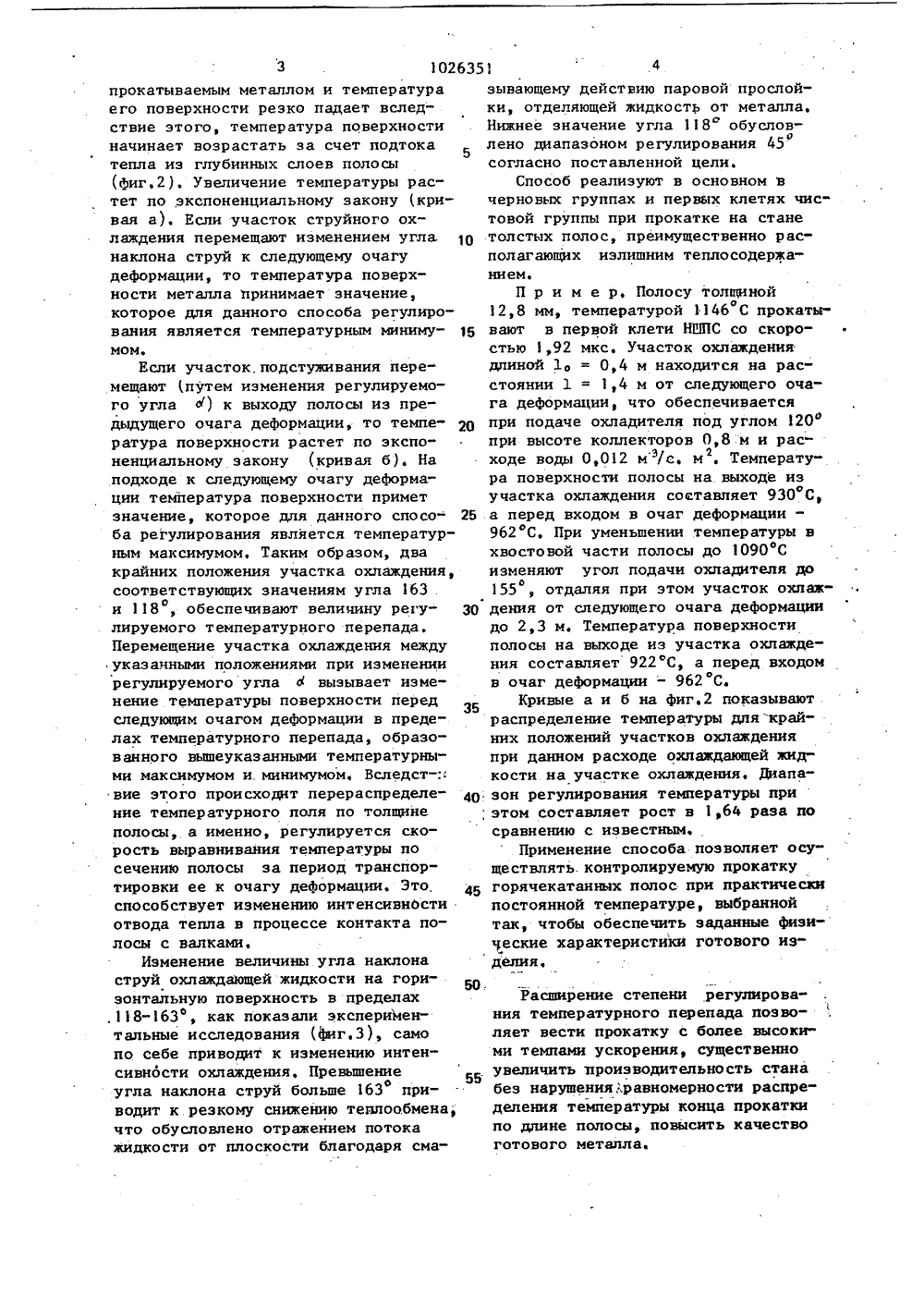
(51)4 В 21 В 45/06 ОМИТЕТ СССРИЙ И ОТКРЫТИЙ ГОСУД АРСТВЕНН ПО ДЕЛАМ ИЗОБ ОПИС К АВТОР ИЕ ИЗОБРЕТЕНИМУ СВИДЕТЕЛЬСТВУ(71 )Вологодский политехническийинститут и Донецкий научно-исследовательский институт черной металлургия(54)(57) СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕ РАТУРЫ ПОЛОСЫ В ОЧАГЕ ДЕФОРМАЦИИ прй непрерывной, преимущественно контролируемой горячей прокатке на широкополосном стане, включающий .подачу охлаждающей жидкости на участок подстуживания параллельными струями . под углом к плоскости полосы в межклетевом промежутке перед упомянутым очагом деформации и изменение расстояния участка подстуживания от укаэанного очага деформации путем регулирования угла подачи охладителяов диапазоне 45 ,о т л и ч а ю - щ и й с я тем, что, с целью увеличения длины участка регулируемого Е охлаждения к повышения тем самым эффективности процесса, охладнтель подают на полосу под углом 118-163 С к направлению,: противоположному прокатке, :ЯИзобретение относится к области производства проката на широкополосных станах. горячей прокатки в черной металлургии. 5Иэвес 1 ген способ регулирования температуры полосы в очаге деформации, заключающийся в подаче жидкости на полосу, причем регулирование охлаждения осуществляют путем изменения на пора в коллекторах.Недостаток данного способа заключается в том, что, например, по мере увеличения скорости прокатки и повы-шения температуры полосы необходимо 11 обязательное увеличение интенсивности охлаждения полосы путем увеличения напора жидкости. При определенных режимах это может приводить к нарушению однозначной связи между 20 интенсивностью охлаждения и расходом жидкости, что сужает возможности регулирования процесса.Наиболее близким по технической сущности к настоящему изобретению 26 является способ регулирования температуры полосы в очаге .деформаций при непрерывной, преимущественно контролируемой горячей прокатке на широкополоснбм стане, включающий подачу ЗО охлаждающей жидкости на участок подстуживания параллельными струями под углом к плоскости полосы в межклете-,. вом промежутке перед упомянутым очагом деформации и изменение расстояния Зб участка подстуживания от указанного очага деформации путем регулирования угла подачи охладителя в диапазоне 45При этом способе изменением угла 40 наклона струй охлаждающей жидкости к поверхности полосы регулируют расстояние от конца участка охлаждения до точки выхода полосы в очаг деформации. 45Недостаточная степень регулирования температурного перепада по толщине полосы в межклетевом промежутке ограничивает возможность применения его при контролируемой прокатке. 50 Известный способ позволяет снижать температуру поверхности полосы только в непосредственной. близости от очага деформации. При этом обеспечивается распространение зоны охлаждения на глубину не более 15-20 от тол- щины полосы. Диапазон регулирования находится в узких пределах, так как изменение расстояния от конца участка охлаждения до входа полосы в очаг деформации не превышает при углеонаклона струй 45 высоты точки вершины угла подачи охлаждающей жидкости над полосой.Целью изобретения является устранение указанных недостатоков, а именно, увеличение длины участка регулируемого охлаждения и повышение эф- фективности процесса.Поставленная цель достигается тем, что в способе регулирования температуры полосы в очаге деформации при непрерывной, преимущественно, контролируемой горячей прокатке на широкополосном стане, включающем подачу охлаждающей жидкости на участок подстуживания параллельными струями под углом к плоскости полосы в межклетевом промежутке перед упомянутым,очагом деформации и изменение расстояния участка подстуживания от указанного очага деформации путем регулирования угла подачи охладителя в диапазоне 45 согласно изобретению,На фиг. 1 изображена схема подачи охладителя в межклетевом промежутке стана горячей прокатки; на фиг. 2 - диаграмма изменения температуры на поверхности горячекатанной полосы, совмещенная с межклетевым промежутком; на фиг.3 - зависимость относительной интенсивности у/Я,:уф =90 теплообмена при струйном охлаждении высокотемпературной поверхности от угла наклона струй охлаждающей жидкостиВерхний рабочий валок 1 и нижний рабочий валок 2 контактируют с горячей полосой 3 (фиг,1), На участок охлаждения 4, имеющий длину 1 , на расстоянии 1 от очага деформации осуществляют подачу параллельных струй жидкости 5 из колекторов 6.Способ регулирования температуры полосы в межклетевом промежутке осуществляют следующим образом.Горячую полосу 3. охлаждают на участке 1 О подачей на нее охлаждающеи жидкости 5, которую подают под углом Ы к полосе. При изменении параметров (скорости прокатки, температуры полосы) изменяют угол наклона струй в пределах 118-163 , при этом диапазон регулирования равен 45. На выходе полосы из предыдущего очага деформации, где верхний и нижний рабочие валки соприкасаются спрокатываемым металлом и температураего поверхности резко падает вследствие этого, температура поверхностиначинает возрастать за счет подтокатепла из глубинных слоев полосы(Фиг.2). Увеличение температуры растет по экспоненциальному закону (кривая а). Если участок струйного охлаждения перемещают изменением угланаклона струй к следующему очагудеформации, то температура поверхности металла принимает значение,которое для данного способа регулирования является температурным минимумом.Если участок.подстуживания перемещают путем изменения регулируемого угла о) к выходу полосы из предыдущего очага деформации, то температура поверхности растет по экспоненциальному закону (кривая б), Наподходе к следующему очагу деформации температура поверхности приметзначение, которое для данного способа регулирования является температурным максимумом, Таким образом, двакрайних положения участка охлаждения,соответствующих значениям угла 163и 118 , обеспечивают величину регуолируемого температурного перепада,Перемещение участка охлаждения междууказанными положениями при изменениирегулируемого угла 8 вызывает изменение температуры поверхности передследующим очагом деформации в пределах температурного перепада, образованного вышеуказанными температурными максимумом и минимумом. Вследст-:;вие этого происходит перераспределение температурного поля по толщинеполосы, а именно, регулируется скорость выравнивания температуры посечению полосы за период транспортировки ее к очагу деформации. Это,способствует изменению интенсивнОстиотвода тепла в процессе контакта полосы с валками,Изменение величины угла наклонаструй охлаждающей жидкости на горизонтальную поверхность в пределах,118-163 , как показали экспериментальные исследования (аког.3), самопо себе приводит к изменению интенсивности охлаждения, Превьппениеугла наклона струй больше 163 приводит к резкому снижению тенлообмена,что обусловлено отражением потокажидкости от плоскости благодаря смазывающему действию паровой прослойки, отделяющей жидкость от металла.Нижнее значение угла 118 обусловлено диапазоном регулирования 45согласно поставленной цели.Способ реализуют в основном вчерновых группах и первых клетях чистовой группы при прокатке на стане10 толстых полос, преимущественно располагающих излишним теплосодержанием.П р и м е р. Полосу толщиной12,8 мм, температурой 1146 С прокаты 16 вают в первой клети ННПС со скоростью 1,92 мкс. Участок охлаждения.длиной 3.О = 0,4 м находится на расстоянии 1 = 1,4 м от следующего очага деформации, что обеспечиваетсяпри подаче охладителя под углом 120 фпри высоте коллекторов 0,8 м и расходе воды 0,012 м/с. м . Температура поверхности полосы на выходе изучастка охлаждения составляет 930 С,25 а перед входом в очаг деформации -962 С, При уменьшении температуры вхвостовой части полосы до 1090 Сизменяют угол подачи охладителя до155 , отдаляя при этом участок охлаж 30 дения от следующего очага деформациидо 2,3 м. Температура поверхностиполосы на выходе иэ участка охлаждения составляет 922 С, а перед входомв очаг деформации - 962 С.Кривые а и б на фиг.2 показываютраспределение температуры для -крайних положений участков охлажденияпри данном расходе охлаждающей жидкости на участке охлаждения. Диапа 40 зон регулирования температуры при; этом составляет рост в 1,64 раза посравнению с известным,Применение способа позволяет осуществлять.контролируемую прокатку45 горячекатанных полос при практическипостоянной температуре, выбраннойтак, чтобы обеспечить заданные физические характеристики готового изделия.50Расширение степени регулирования температурного перепада позволяет вести прокатку с более высокими темпами ускорения, существенно увеличить производительность стана без нарушенияравномерности распределения температуры конца прокатки по длине полосы, повысить качество готового металла.1026351 1,0 ьнягина Техред Л.Олийнык Корректор .А.Обручар т Заказ 6418 Тираж 481 ВНИИПИ Государственного комитета СС по делам изобретений и открытий 13035, Москва, Ж, Раушская наб.
СмотретьЗаявка
3392504, 02.03.1982
ВОЛОГОДСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ, ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
ШИЧКОВ А. Н, ЩЕКИН С. М, ЧУМАНОВ Ю. М, ХЛОПОНИН В. Н, КОНОВАЛОВ Ю. В, ГОНЧАРОВ Н. В, ПАРАМОШИН А. П, САВРАНСКИЙ К. Н, ТИШКОВ В. Я, СУНЯЕВ А. В
МПК / Метки
МПК: B21B 45/06
Метки: деформации, очаге, полосы, температуры
Опубликовано: 30.12.1987
Код ссылки
<a href="https://patents.su/5-1026351-sposob-regulirovaniya-temperatury-polosy-v-ochage-deformacii.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования температуры полосы в очаге деформации</a>
Устройство для нанесения вязкой жидкости на поверхность изделий

Номер патента: 579033
Опубликовано: 05.11.1977
Автор: Давидсон
МПК: B05C 5/02
Метки: вязкой, жидкости, нанесения, поверхность
...соленоидным клапаном 9 и участком, на котором трубка 8 соединяется с осн,иной для подачи воздуха, сжатого до высокого давления.От верхней части распределителя 1 отходит также трубка 12 для подачи клея, Ноток клея в трубке 12 контролируется клапаном 13, который может быть электрическим, например, с соленоидом или пневматическим и открывается и закрывается посредством механизма отключе. ння (не показан), смонтированного внутри распределителя для определения уровня клея в нем. Когда уровень клея поднимается до опре. деленной величины, клапан 13 закрывается, предотвращая дальнейшее поступление клея в распределитель 1, а прп падении уровня до определенной величины клапан 13 открывается. Объем и давление подаваемого клея регулируются, но...
Устройство для нанесения жидкости на поверхность изделий

Номер патента: 563192
Опубликовано: 30.06.1977
Автор: Ревин
МПК: B05C 1/08
Метки: жидкости, нанесения, поверхность
...зубчатые колеса 13 и 14 связан с валом 15, на котором жестко закреплены кулачки 16 и 17. От кулачка 16 через рычаг 18 получает движение каретка 19 подачи обрабатываемой ленты на заданный шаг, От кулачка 1 через систему рычагов 20 и 21 получает движение вверх и вниз направляющая 22 с обрабатываемой лентой. Наносящий валок 8 состоит пз дисков большого диаметра 23 (см. фиг, 2) и проставочных дис ков малого диаметра 24. По бокам намазывающего диска установлены неподвижные скребки 25.Обрабатываемая лента устанавливается внаправляющие 22, Затем она вместе с на правляющей опускается вниз до соприкосновения с цилиндрической поверхностью наносящего валка 8. Наносящий валок 8 непрерывно вращаясь относительно своей осп 9 и одновременно...
Устройство для регулирования температуры жидкости

Номер патента: 911489
Опубликовано: 07.03.1982
Авторы: Булгаков, Нежурин, Павловский, Попов, Шмидберский
МПК: G05D 23/275
Метки: жидкости, температуры
...а выход золотникового распределителя соединен со входом термостатирующего устройства.На чертеже изображена принципиальная гидросхема устройства для регулирования температуры жидкости.Она состоит из термодатчикэ 1, управляющего первым нагревателем 2 посредством переключателя 3 магистрали 4 питания, которая после первого нагревателя 2 делится на две параллельные ветви 5 и б. В ветви 5 находится второй нагреватель 7, при помощи которого подогревается жидкость и, таким образом, создается разность температуры в потоках ветвей 5 и 6.Выход ветвей 5 и б соединен со входом блока смешения потоков 8, который состоит из первого, второго и третьего параллельно расположенных переменных дросселей 9 - 11 и систе-. мы обратных клапанов, а именно,...
Устройство для нанесения жидкостей на поверхность изделий

Номер патента: 643209
Опубликовано: 25.01.1979
МПК: B05C 1/02
Метки: жидкостей, нанесения, поверхность
...на опоре 11, в которой смонтированы элементы сигнедизации положения поршня 5, например,подпружиненный штифт 12, соединенный с конечнымивыключателями 13, е в боковой стенкерезервуара 1 установлены плоские пружины 14. Резервуар 1 снабжен загрузочным каналом б" с опрокидывающимся люком 15. Вал 6 шнека 7 соединенсо штоком 4, например, через муфту16, Дозирующая насадка 2 снабженасменным выходным соплом 17, Шток4 соединен с приводом его вращения(на чертеже не показан),Устройство работает следующим образом,Жидкость, например. клей, через загрузочный канал "б" загружается в резервуар 1, при этом поршень 5 находится в крайнем, например, левом положенин. После заполнения клея люк 15вставляется в загрузочный канал "б"и фиксируется в...
Устройство для нанесения жидкости на поверхность изделий

Номер патента: 647012
Опубликовано: 15.02.1979
Автор: Диденко
МПК: B05C 5/02
Метки: жидкости, нанесения, поверхность
...мере одним дополнительным плунжером, причем в корпусе резервуара выполнены каналы, идентичные упомянутым сквозному и дополнительному каналам, а в золотнике-дополнительные отверстия и паз.На фиг. 1 и 2 изображена конструк- тивная схема устройства; на фиг. 3 изображена многоканальная схема устройства.Устройство состоит иэ резервуара 1 со сквозным каналом 2, в котором/4 ное филиал П 1 П Патентг.ужгород, ул. Проектн установлен плунжер 3 с пружиной сжатия 4, и канала 5. Плунжер 3 находися в контакте с упором б приводногоустройства, По притертой йоверхностирезервуара 1 скользит золотник 7,выполненный с отверстием 8 и емкостью9. Резервуар 1 и золотник 7 периодически смещаются относительно другдруга, занимая крайние положения.Работает устройство...
Предыдущий патент: Полинафтоиленбензимидазолы для термои теплостойких материалов
Следующий патент: Орудие для обработки солонцовых почв
Случайный патент: Ножницы для разрезания гильзовой трубки в гильзовых машинах