Устройство для определения исходного положения инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 998003
Автор: Каргаев




Текст
11 9980 ОЗ ОП ИСАНИ ЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспубликею аееам езебретеккй и етвраиийОпубликовано 23.02.83. БюллетеньДата опубликования описания 28.02.83(54) УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИСХОДНОГО ПОЛОЖЕНИЯ ИНСТРУМЕНТАУстройство относится к измерительной . технике, в частности к определению исходного положейия инструментов, например фрез, на станках с ЧПУ.Известно устройство для определения исходного положения инструмента, включающие корпус, соосную с ним поворотную часть с размещенным на ней, установленным с возможйостью перемещения упором, сопрягаемым через два двуплечие рычага и центральный стержень с наконечником индикатора 11).Указанное устройство ие позволяет производить контроль. положения поверхности детали или инструмента, расположенных перпендикулярно оси устройства.Кроме того, исключается возможность 15 автоматического возврата инструмента в , исходное положение, ввиду перекрытия зоны расположения инструмента неподвижными элементами устройства.Цель изобретения - расширение технологических возможностей и повышение удобства обслуживания.С этой целью в устройстве упор выполнен в виде радиально расположенного с возможностью регулировки винта, соединенного при помощи стойки с подпружиненным ползуном с наконечником, предназначенным для взаимодействия с наружной поверхностью инструмента, а центральный стержень выполнен с утоненной частью, проходящей с зазором через выполненный в двуплечем рычаге паз и снабженной на конце тарелью.На фиг. 1 представлено устройство, общий вид; иа фиг. 2 - то же, в момент проверки исходного положения по торцу; на фиг. 3 - вариант исполнения устройства с дополнительной пружиной под двуплечим рычагом, сопрягаемым с индикатором.Устройство состоит из корпуса 1, на котором установлена соосно с возможностью вращения втулка 2 с кронштейном 3. На кронштейне 3 выполнено радиальное к оси устройства отверстие (или паз), в котором устанавливается ползун 4 с контактным наконечником 5, сопрягаемым односторонне с инструментом 6. Рабочая поверхность контактного. наконечника 5 выполнена по радиусу, большему максимального радиуса инструмента 6 с охватом примерно1/3 периметра инструмента 6 по окружности. Возможен вариант и плоского исполнения рабочей поверхности наконечника 5.На противоположном свободном конце ползуна 4 закреплена неподвижно стойка 7 с регулировочным винтом 8.При этом оси ползуна 4 и регулировочного винта 8 располагаются в плоскости, условно проходящей через ось инструмента 6.Стойкасвязана пружиной растяжения 9 с кронштейном 3. Регулировочный винт 8 проходит свободным концом через паз 10 в кронштейне 3, что дополнительно обеспечивает расположение в одной плоскости осей ползуна 4 и регулировочного винта 8 с осью инструмента 6 при их перемешении. На крон штейне 3 установлен подвижно двуплечий рычаг 11, один конец которого упирается в регулировочный винт 8, а второй конец - в ступенчатую поверхность центрального стержня 12. Рычаг двуплечего рычага 11, упирающийся в ступенчатую поверхность стержня 12, выполнен в виде, например, вилки, через паз которой проходит утоненная часть центрального стержня 12 (утонение за счет уменьшения диаметра).Центральный стержень 12 установлен 25 подвижно в отверстии корпуса 1 и снабжен дополнительно утоненной частью, заканчивающейся со стороны инструмента контактной поверхностью в виде тарели 13, перпендикулярной оси инструмента 6. Второй конец центрального стержня 12 упирается в двуплечий рычаг 14, который контактирует вторым рычагом с наконечником индикатора 15, закрепленного на кронштейне 16 корпуса 1. Для размещения рычага 14 и обеспечения его контакта с центральным стержнем 12 в корпусе 1 выполнен паз 17. Втулка 2 снабжена ручкой 18, а для исключения осевого смещения втулки 2 в корпусе 1 выполнена Ъ"-образная кольцевая проточка 19, в которую упирается конусный конец винта 20. 40Для стопорения ползуна 4 в крайнем его положении от инструмента 6, как это показано на фиг. 2, на кронштейне 3 выполнено отверстие 21, а на ползуне - отверстие 22. Стопорение осуществляется съемным штырем (не показан), вставляемым в отверстие 21 кронштейна 3. При вдвинутом положении ползуна 4 оси отверстий 21 и 22 совмещаются. (Возможны другие известные варианты стопорения, в том числе самостопорения) . 50Корпус 1 устанавливается на приспособление 23 или стол станка с базированием по пальцу 24.На фиг. 3 представлен вариант дополнительного использования пружины 25, уравновешивающей при необходимости вес центрального стержня 12 с целью разгрузки пружины индикатора при контроле положения торца инструмента 6 согласно фиг. 2. При этом усилие сжатия пружины 25 (а также пружины у индикатора 15) меньше усилия растяжения пружины 9.Устройство работает следующим образом.Настройка устройства. До перемещения инструмента 6 в исходное положение ползун 4 фиксирует в крайнем положении согласно фиг. 2. При этом регулировочный винт 8 выйдет из контакта с двуплечим рычагом 11, и прекратится воздействие пружины 9 на рычаг 11, а через него - и на центральный стержень 12. Тогда под воздействием пружины индикатора (а также пружины 25 при варианте использования согласно фиг. 3) центральный стержень 12 перемещается в крайнее верхнее положение.С помощью шаблона, на номинальный размер которого от торца стола или приспособления до требуемого исходного положения инструмента 6 была рассчитана программа, опускают центральный стержень 12, который передает движение через рычаг 14 наконечнику индикатора 15. В этом положении на индикаторе устанавливают стрелку на цифре О. После этого снимают шаблон с тарели 13, которая снова перемещается в крайнее верхнее положение. На этом заканчивается настройка устройства.Настройка исходного положения инструмента по торцу (по оси У). При перемещении инструмента 6, примерно, в исходное положение и опускании его торец инструмента упирается в тарель 13 и перемешает ее до тех пор, пока на индикаторе не установится О. Настройка положения торца инструмента закончена (фиг. 2).Настройка исходного положения оси инструмента, Производят расстопорение ползуна 4. Под воздействием пружины 9 ползун 4 перемещается вместе с регулировочным винтом 8 к оси инструмента до тех пор, пока контактный наконечник 5 не упрется в зубья инструмента 6. При этом регулировочный винт 8 воздействует на двуплечий рычаг 11, который поворачиваясь, должен опустить другим рычагом центральный стержень 12 до образования зазора Ь между тарелью 13 и инструментом 6. В случае отсутствия зазора (т, е. рычаг 11 не упирается в ступенчатую поверхность центрального стержня 12 и не опускает его) путем вращения регулировочного винта 8, а также при необходимости путем перезакрепления стойки 7 на ползуне 4 достигают воздействия рычага 1 на стержень 12 и опускания его с образованием зазора 5=1,5 - 3. После этого поворачивают втулку 2 с кронштейном 3 за ручку 18 и снимают показания на индикаторе 15 в момент прохождения центральной части контактного наконечника 5 каждой вершины зуба инструмента. Путем располовинивания разницы показаний на индикаторе при повороте втулки 2 на каждые 180, определяют величину взаимного смещения инструмента относительно стола станка. После выполнения смещения инструмента 6 относительно стола станка по двум координатам (Х и У) еще раз проверяют идентичность показаний иа индикаторе при повороте втулки 2 и при помощи регулировочного винта 8 устанавливают стрелку индикатора 15 в нулевое положение (перемещение это незначительно, так как 1 оборот индикатора равен 1 мм, поэтому зазор между тарелью 13 и инструментом может уменьшиться максимум на 1 мм). После этого производится стопорение ползуна 4 в крайнее положение согласно фиг. 2. При этом тарель 13 снова поднимается вверх до касания с индикатором. Указанное стопорение можно произвести и в процессе мехобработки детали.Проверка возврата инструмента в установочное по программе исходное положение, При возврате инструмента в исходное положение он надавливает иа торец тарели 13, и на индикаторе 15 снимают показания положения торца инструмента по оси, равное О. При отклонениях от 0 производят соответствующую показаниям индикатора корректировку положения торца инструмента путем перемещения инструмента до получения 0 на индикаторе.После этого выполняют расстопорение ползуна 4, проверяют 0 на ндикаторе исходного положения оси ин румента и при необходимости произво корректировку согласно описанной .настройке исходного положения оси инструмента путем соответствующего показаниям индикатора перемещения оси инструмента 6 вдоль осей координат Х и/или У. Таким образом, предлагаемое устройство позволяет осуществлять точную установку инструмента 6 в исходное положение с помощью одного неподвижного индикатора сразу по всем трем координатам Х, У и 2. Наличие двух независимых передающих систем - система для контроля по 2 и система для контроля по Х и У - облегчают настройку устройства и установку инструмента в исходное положение.Также удобно осуществляется с помощью устройства проверка возврата инструмента в установленное по программе исходное положение. Кроме того, устройство позволяет определять величину износа инструмента, длятого, чтобы производить соответствующую износу коррекцию при отработке программы на станке с ЧПУ,Точно также при замене инструмента новым (или после переточки) можно определить в устройстве величину отклонения фактических размеров инструмента по отношению к ранее используемому и замененному,1 р чтобы сделать аналогичную коррекцию настанке с ЧПУ с учетом изменения размеровинструмента.Устройство имеет более широкие технологические возможностиупрощает выполнение работ на станках с ЧПУ, повышает15 точность настройки и обеспечивает снижениетрудозатрат по вспомогательному и подготовительно-заключительному времени.При выполнении в корпусе 1 посадочного хвостовика под шпиндель станков вместо11 пальца 24 можно использовать устройствои для центрирования изделий по оси шпинделя станка (например для горизонтальнорасточных станков).Формула изобретенияУстройство для определения исходногоположения инструмента, содержащее корпус, соосную с ним поворотную часть с размещенным на ней установленным с возможностью перемещения упором, сопрягаемымЗ 1 через два двуплечие рычага и центральныйстержень с наконечником индикатора, отличающееся тем, что, с целью расширения технологических возможностей и повышенияудобства обслуживания, упор выполнен ввиде радиально расположенного с возмож 35 ностью регулировки винта, соединенного припомощи введенной в устройство стойки сподпружиненным ползуном, которым снабжено устройство, причем ползун снабженнаконечником, предназначенным для взаи=-.модействия с наружной поверхностью инструмента, а центральный стержень выполненс утонеииой частью, проходящей с зазоромчерез выполненный в двуплечем рычаге пази снабженной на конце тарелью.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРпо заявке3276664/08, кл, В 23 В 25/06,1981.ВНИИПИ Заказ 1020/20 Тираж 1 04 Подписное Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3342505, 30.09.1981
ПРЕДПРИЯТИЕ ПЯ М-5921
КАРГАЕВ ЛЕОНИД АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23C 9/00
Метки: инструмента, исходного, положения
Опубликовано: 23.02.1983
Код ссылки
<a href="https://patents.su/4-998003-ustrojjstvo-dlya-opredeleniya-iskhodnogo-polozheniya-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для определения исходного положения инструмента</a>
Устройство для определения взаимного пространственного положения осей голеностопного и коленного суставов
Номер патента: 299204
Опубликовано: 01.01.1971
Авторы: Кадибур, Менделевич, Пахомова
МПК: A61B 5/107
Метки: взаимного, голеностопного, коленного, осей, положения, пространственного, суставов
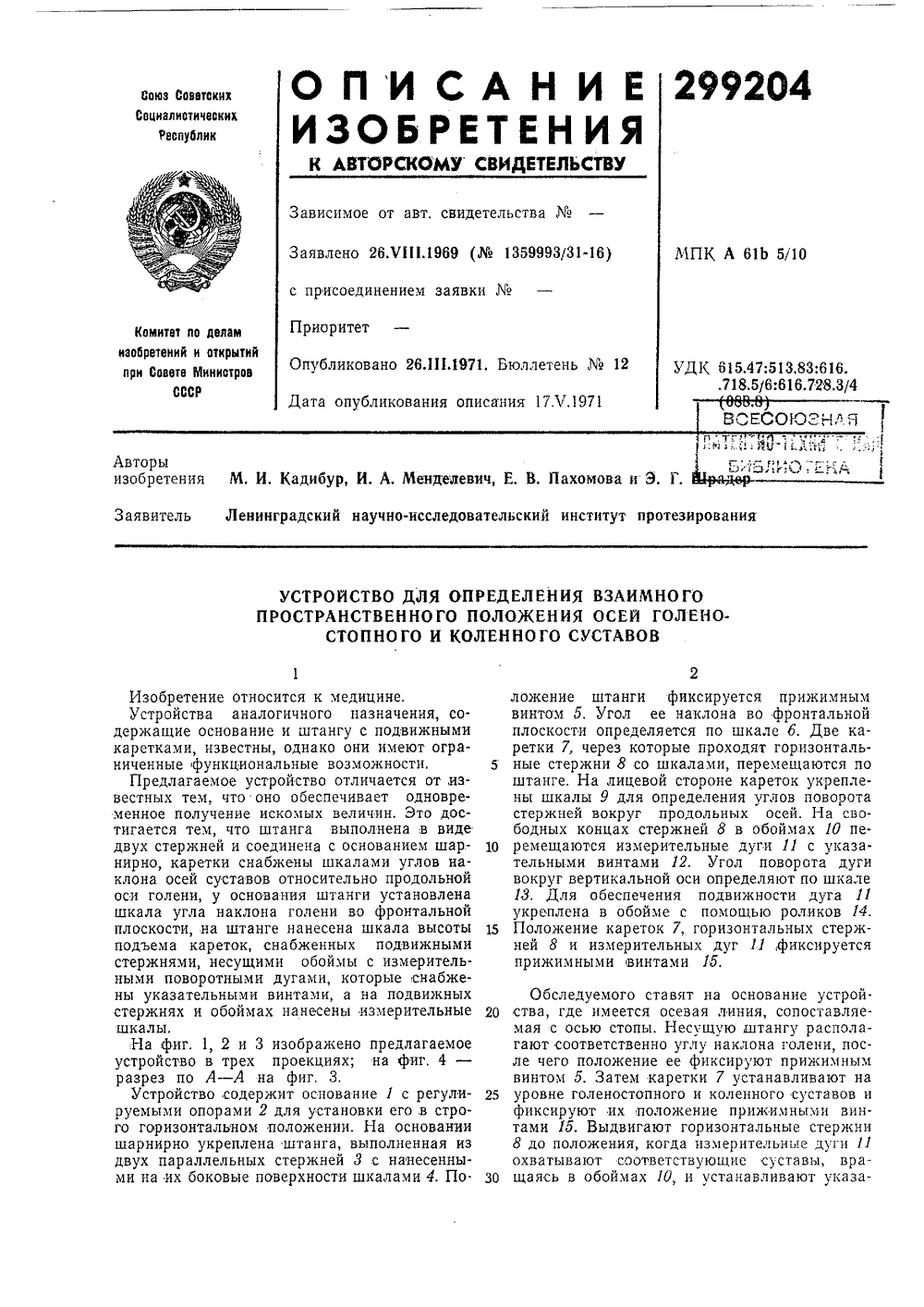
...укреплена штанга, выполненная из двух параллельных стержней 3 с нанесенными на их боковые поверхности шкалами 4, Положение штанги фиксируется прижимным винтом 5, Угол ее наклона во фронтальной плоскости определяется по шкале б. Две каретки 7, через которые проходят горизонталь ные стержни 8 со шкалами, перемещаются поштанге, На лицевой стороне кареток укреплены шкалы 9 для определения углов поворота стержней вокруг продольных осей. На свободных концах стержней 8 в обоймах 10 пе ремещаются измерительные дуги 11 с указательными винтами 12. Угол поворота дуги вокруг вертикальной оси определяют по шкале И, Для обеспечения подвижности дуга 11 укреплена в обойме с помощью роликов 14.15 Положение кареток 7, горизонтальных стержней 8 и...
Прибор для контроля положения осей отверстий на поверхности детали

Номер патента: 412463
Опубликовано: 25.01.1974
Авторы: Варшавский, Дурнов, Зальцман, Орлов, Особое
МПК: G01B 5/14
Метки: детали, осей, отверстий, поверхности, положения, прибор
...11,В крайне переднем и штока 10 наконечники входят в лопатпси, в крайне заднем - шток ается на 90ручкой 12,и снова подводится,к лопатке для измерения;второй,коо,рдин а ты.Направляющая П,перемещается в горизонтальной плоскости перпендикулярно направлению перемещения штока. Величина перемещения,репулируегся заранее настроенными визитами-упорами (на чертеже не показаны),Весь блок закреплен на ползу 1 не И, кото,рый с помощью подшипников перемещается на траверсе 14 и останавливается на упорах 15, настроенных по образцовой детали (на чертеже условно показаи только один упор). Ряд упоров, расположенных в горизонтальной и вертикальвой плоскостях и выставленных по образцовой детали, поъьоляют с высокой про,изводителыностью,проводить контроль...
Устройство для контроля положения оси цапфы лапы бурового долота

Номер патента: 482553
Опубликовано: 30.08.1975
Авторы: Агаев, Кебирли, Матвеев, Султанов
МПК: E21B 10/00, G01B 5/24
Метки: бурового, долота, лапы, оси, положения, цапфы
...двугранного угла лапы, содержащие установочный узел и измерительные головки со скобой.Цель изобретения - повышение точности измерения.Это достигается тем, что в предлагаемом устройстве скоба измеряемой головки выполнена подпружиненной и снабжена шарообразными наконечниками и центраторами,На фиг. 1 схематически показано предлагаемое устройство с контролируемой лапой; на фиг. 2 - лапа бурового долота с контролируемыми параметрами; на фиг. 3 - вид по стрелке А на фиг, 2; на фиг. 4 - устройство в плане; на фиг. 5 - вид по стрелке Б на фиг. 1; на фиг. 6 - разрез по В - В на фиг. 1; на фиг, 7 - разрез по Г - Г на фиг. 1; на фиг.8 - разрез по Д - Д на фиг. 1.Устройство включает установочное приспособление, состоящее из плиты 1,...
Прибор для определения положения осей элементов

Номер патента: 238175
Опубликовано: 01.01.1969
Авторы: Егнус, Каграманов, Механизации, Проектный, Технической, Центральный
МПК: G01B 5/24
Метки: осей, положения, прибор, элементов
...2, 20 в которых расположены подпружиненные ползуны 3.На ползунах неподвижно закреплено захватное приспособление в виде губок 4. Ползуны шарнирно соединены с концами Х-образ ной шарнирно-рычажной пары 5. Ввиду равенства плеч рычажной пары б движение ползунов 3 синхронизировано, а расстояния между осью б вращения рычажной пары и осями 7 вращения каждого из ползунов также рав На одном ползуне неподвижно закреплен движок 8 измерительного приспособления. Движок, перемещаясь вдоль отсчетной шкалы 9, указывает расстояние от оси до грани элемента. Пружина 10 обеспечивает плотность контакта между захватным приспособлением и гранью элемента. Для нанесения рисок служит разметчик 11 с прорезью 12, ось которой находится в одной вертикальной...
Способ измерения взаимного положения осей отверстий

Номер патента: 331241
Опубликовано: 01.01.1972
Авторы: Барштак, Бурда, Инструментов, Коган, Лейбович, Мезенцев, Станьков, Украинский, Шмунис
МПК: G01B 5/16
Метки: взаимного, осей, отверстий, положения
...с результатами за двух круглограмм.10 Эталонную сферу устанавливают так, чтобы ее центр совпадал с номинальной точкой пересечения контролируемых осей, Шпиндели 2 и 3 образцового вращения устанавливают в контролируемые отверстия, Поочередно приво дят во взаимодействие с эталонной сферой измерительные щупы датчиков 4 и б положения, записывают круглограммы на один носитель б информации и находят центры записи (см.фиг, 2). Для нахождения на носителе б ин формации направления, соответствующегонормали к плоскости осей контролируемых отверстий, при записи первой круглограммы устанавливают измерительный щуп датчика 4 в точку эталонной сферы, максимально уда ленную от плоскости осей, и отмечают на носителе информации точку А,...
Предыдущий патент: Фрезерная головка
Следующий патент: Резцовая головка для строгального станка
Случайный патент: Фильтр для очистки жидкости