Система управления профилегибочным агрегатом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 952394
Автор: Прудков
Текст
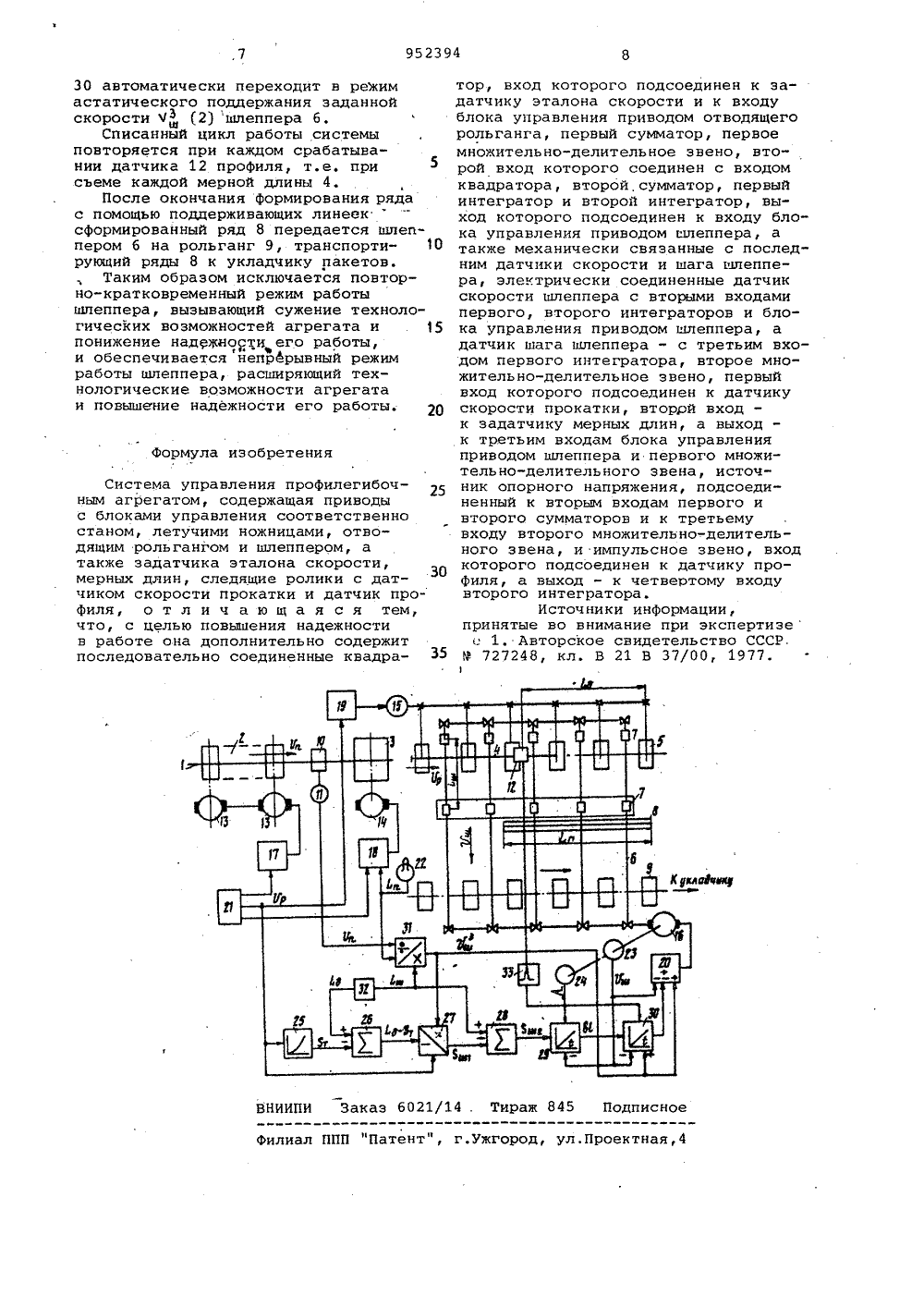
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик о 119523944(22) Заявлено 020381, (21) 3253010/22-02 ИМ,Кл,с присоединением заявки М -В 21 В 37/00 Государственный комитет СССР по делам изобретений и открытий(54) СИСТЕМА УПРАВЛЕНИЯ ПРОФИЛЕГИБОЧНЫМ АГРЕГАТОМ 15 Изобретение относится к металлургии и может быть использованопри автоматизации технологических процессов прокатного производства.Наиболее близким к описываемой по технической сущности и достигаем мому результату является система управления профилегибочным агрегатом, содержащая приводы с блоками 10 управления соответственно станом, летучими ножницами, отводящим роль- гангом и шлеппером, а также задатчика эталона скорости и мерных длин, следящие ролики с датчиком скорости прокатки и датчик профиля Г 13,Недостатком этой системы является то, что шлеппер, снимающий с отводящего рольганга на ходу отрезаемые летучими ножницами мерные длины профилей и формирующий из них ряды, передаваемые к укладчику пакетов, работает в режиме включений для съема каждой мерной длины и отключения после передачи ее в ряд. При этом частота включений шлеппера совпадает с частотой включений летучих ножниц и при производстве коротких длин профилей должна. достигать 3000 В/ч (например, при производстве профилей длиной 3 и на скорости М 2,5 м/с), Как показывает опыт работы действующих агрегатов, при такой частоте включений динамические нагрузки вызывают частые обрывы цепей шлеппера и выход его из строя.Поэтому на действующих агрегатах частоту включений шлеппера ограничивают величиной 1200 В/ч. Мерные длины, которые требуют большей частоты включений шлеппера, направляются в укладчик профилей, минуя шлеппер, поштучно, с укладкой в пакеты "навалом", без их упорядочения.Целью изобретения является повышение надежности работы.Для осуществления этой цели система управления профилегибочным агрегатом, содержащая приводы с блоками управления соответственно станом, летучими ножницами, отводящим роль- гангом и шлеппером, а также задатчика эталона скорости, мерных длин, следящие ролики с датчиком скорости прокатки и датчик профиля, дополни тельно содержит последовательно включенные квадратор, вход которого подключен к задатчику эталона скорости и ко входу блока управления приводом отводящего рольганга, первый сумматор, первое множительно-дели 952394тельное звено, второй вход которого соединен с входом квадратора, второй сумматор, первый и второй интеграторы, выход которого подключен ко входу блока управления приводом шлеп- пера, а также механически связанные 5 с последним датчики скорости и шага шлеппера, электрически соединенные датчик скорости шлеппера с вторыми входами первого, второго интеграторов и блока управления приводом шлеп пера, а датчик шага шлеппера - с третьим входом первого интегратора, второе положительно-делительное зве-. но, первый вход которого подключен к датчику скорости прокатки, второй вход - к задатчику мерных длин,а выход - к третьим входам блока управления приводом шлеппера и первого множительно-делительного звена, источник опорного напряжения, подключенный ко вторым входам первого и второго сумматора и к третьему входу второго множительно-делитель- ного звена, и импульсное звено, вход которого присоединен к датчику профиля, а выход - к четвертому входу второго интегратора.На чертеже приведена функциональ- ная схема системы.Исходная полоса 1 формуется станом 2 в гнутый профиль, который 30 разрезается летучиМи ножницами 3 на мерные длины 4 транспортируемые отводящим рольгангом 5. Шлеппером б с помощью захватов 7 мерные длины 4 снимаются с отводящего рольганга 35 5 и перемещаются в ряд профилей 8, который, будучи окончательно сформи- рованным, перемещается к рольгангу 9 укладчика пакетов. Следящие ролики 10 обеспечивают слежение за пере ьЮцением полосы 1 и с помощью датчи ка 11 эа скоростью прокатки Ч . Датчик 12 профиля фиксирует перемещение отводящим рольгангом 5 в его зону мерных длин 4.45Стан 2, летучие ножницы 3, отводящий рольганг 5 и шлеппер б имеют приводы 13-6 соответственно, управляемые с помощью блоков 17-20 управления Задатчик 21 эталона скорости подключен к блокам 17-19 и обесПечивает задание скорости соответственностану 2, летучим ножницам 3 и отводящемч рольгангу 5. Задатчик 22 мерных,длин подключен к блоку 18 управлейия приводом 14 летучих ножниц 553 и определяет величину 1,п мерных длин 4, отрезаемых летучими ножницами 3 от профиля 1.С приводом 16 шлеппера б механически связаны датчики 23 скорости " 60 и шага 24 шлеппера б. К выходу задатчика 21 эталона скорости и ко входу бпока 19 управления приводом 15 у отводящего рольганга 5 подключен вход квадратора 5, последовательноЪ с которым включены сумматор 26, множительно-делительное звено 27, сумматор 28, задающие входы интеграторов 29 и 30. Выход последнего подключен к корректирующему входу блока 20 управления приводом 16 шлеппера 6. Множительно-делительное звено 31 своим первым входом подключено к датчику 11 скорости прокатки, вторым входом - к задатчику 22 мерных длин, а третьим входом - к источнику 32 опорного напряжения, к которому также подключены вторые входы сумматоров 26 и 28. Выход множительноделительного звена 31 подключен ко второму входу множительно-делитель- ного звена 27, к задающему входу блока 20 управления приводом 16 шлеп- пера б и к информационному входу интегратора 30. Интегратор 29 своим управляющим входом подключен к датчику 24 шага шлеппера б, а информационным входом вместе со вторым информационным входом интегратора 30 и входом обратной связи блока 20 управления подключен к датчику 23 скорости шлеппера б. Управляющий вход интегратора 30 подключен к выходу импульсного звена 33, вход которого подключен к датчику 12 профиля. Третий вход множительно-делитель- ного звена 27 подключен.к выходу задатчика 21 эталона скорости и ко входу квадратора 25,Работа системы происходит следующим образом.При непрерывном движении промежуток времени перемещения захватов 7 шлеппера б на один шаг должен равняться времени цикла отрезания летучими ножницами 3 мерной длины 4, т.е."ваш="п"ю ) (1)где- расстояние между соседнимизахватами 7 шлеппера б,Чш - скорость хода шлеппера б;величина мерной длины 4)Ч,- скорость прокатки,Из равенства (1) следует, что скорость хода шлеппера б должна устанавливаться равнойш Чпв и (2)Множительно-делительным звеном 31,к которому подводятся сигналы пропорциональные Ч ,.п,Ь соответственноот датчика 11 скорости прокатки, задатчика 22 мерных длин, источника 32опорного напряжения, решается равенство 2) .; и результирующий задающийсигнал Ч подключается к задающему вхошду блока 20 управления приводом 16шлеппера бС помощью датчика 23 скорости шлеппера блоком 20 отрабатывается сигнал ЧЗ, т.е. обеспечивается соответствие скорости Чш сигналу Ч.3При этом скорость шлеппера би его захеватов 7 -Чш соответствует равенству 2в,:- - , - . - . )ш,) И 1 р 65 чем достигается перемещение каждой мерной длины 4 в ряд профилей 8 за время, равное времени цикла отрезания очередной мерной длины.Для предотвращения "эабуривания" профилей 4 на отводящем рольганге 5 5 при возможных столкновениях мерных длин 4 с захватами 7 шлеппера б положение захватов 7 должно быть согласовано с положением каждой мерной длины 4 на рольганге 5. Положение транс портируемых рольгангом 5 профилей 4 фиксируется датчиком 12, а положениезахватов 7 относительно движущихся профилей 4 определяется с помощью интегратора 29, к информационному входу которого подключен сигнал скорости шпеппера 6 Чш, В конце каждого шагазахватов 7 интегратор 29 сбрасывается импульсным сигналом датчика 24 в нуль.Однажды отрегулированное относи 20 тельное положение захватов 7 шлеппераи профилей 4 на рольганге .5 в фиксированные моменты циклов с течением времени изменяется. Это вызывается как естественным статизмом системы регулирования скорости шлеппера б (блока 20), так и изменением скорости прокатки Чп, скорости отводящего рольганга 5 Ч,величин мерных длин .,Поэтому в системе предусмотрен контроль положения захватов 7 относительно профилей 4 на рольганге 5 на каждом шаге шлеппера б. При обнаружении несоответствия производится воздействие на привод 16 шлеп- пера б для ликвидации рассогласования. Контроль основан на нижеследующем.В момент срабатывания датчика 12 мерной длине 4 остается .переместиться рольгангом 5 на расстояние 40"(3) где Ц - положение датчика 12 относительно границы отводящего рольганга 5 и граничной линииряда проФилей 8, . 45 Ь=КЧр- путь перемещения мерных длин 4 в процессе торможения за счет сил трения после схода с рольганга 5,К- постоянная.Время перемещения на расстояние (3) равнод 5 т)3 Чъ(4) За время (4) захватам 7 шпеппера б, которым предстоит снять с рольганга 5 транспортируемый профиль 4, необ ходимо переместиться до поперечной границы рольганга 5, принимаемой за нулевое положение для захватов ,7, т.е. в момент срабатывания датчи.ка 12 положение захватов 7, которое 60 будем называть исходным, должно наодиться на расстоянии перед своим очередным нулевым положением.При этом величина5 ш ш Зш 6)Ч.соответствует пути, кбторый должны пройти захваты 7, к моменту срабаты вания датчика 12, чтобы переместиться из нулевого в требуемое исходное положение (5).Алгоритм (6) используется для . контроля исходного положения захватов 7 в цикле перемещения каждой мерной длины 4.Составляющая Ящ(5) вычисляется с помощью квадратора 25, определяющего путь З =КЧ, суьоатора 26, определяющего путь (3), и множитель- но-делительного звена 27, выходной сигнал которого пропорционален расстоянию (5).Сумматором 28 вычисляется требуемый путь Яв (б)В момент окончания шага, т;е. по приходу захватов 7 в нулевое положение, по сигналу датчика 24, фиксирующего нулевое положение захватов 7 шлеппера 6, в интегратор 29 вводится величинаЗш(6) . Затем сигналом датчика 23 скорости шлеп- пера 6 в интеграторе 29 эта величина списывается, т.е..,).При нахождении захватов 7 в момент срабатывания датчика 12 в положении (5), введенная в интегратор 29 величина ЬШ,1 (6) списывается до нуля. В противном случае, на выходе интегратора 29 будет иметь место сигнал рассогласованияув:)б, -ч аЛ), р) который по сигналу датчика 12 и импульсного звена 33 вводится в интегратор 30.Сигнал рассогласования сИ (7) с выхода интегратора 30 подводится к корректирующему входу блока 20 управления приводом 16 шпеппера б и приводит к изменению скорости последнего.Поскольку к информационным входам интегратора 30 подведены с противоположными знаками сигналы заданного значения скорости Ч (2) шлеп- пера б с выхода множитепьно-дели- тельного звена 31 в действительной скоростиЧ 1 шлеппера б от датчика 23, то эа счет изменения скорости шлеппера б происходит списывание введенной в интегратор 30 величины ФВ (7) и ликвидация возникшего рассогласования в относительном положении захватов 7 и мерной длины 4. Когда рассогласованйе ФВ(7) отрабатывается полностью, интегратор952394 Формула изобретения НИИПИ Эаказ б 021/14 . Ти 45 Подписн илиал ППП "Патент", г.ужгород, ул.Проектна 30 автоматически переходит в режимастатического поддержания заданнойскорости М 2) шлеппера б,Списаннйй цикл работы системыповторяется при каждом срабатывании датчика 12 профиля, т.е. присъеме каждой мерной длины 4.После окончания формирования рядас помощью поддерживающих линеексформированный ряд 8 передается шлеппером б на рольганг 9, транспортирующий ряды 8 к укладчику пакетов,Таким образом исключается повторно-кратковременный режим работышпеппера, вызывающий сужение технологических возможностей агрегата и 15понижение надежности его работы,и обеспечивается непрерывный режимработы шлеппера, расширяющий технологические возможности агрегатаи повышение надежности его работы. 2 О истема управления профилегибочным агрегатом, содержащая приводы с блоками управления соответственно станом, летучими ножницами, отводящим рольгангом и шлеппером, а также задатчика эталона скорости, мерных длин, следящие ролики с датчиком скорости прокатки и датчик профиля, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности в работе она дополнительно содержит последовательно соединенные квадра- З 5 тор, вход которого подсоединен к задатчику эталона скорости и к входу блока управления приводом отводящего рольганга, первый сумматор, первое множительно-делительное звено, второй вход которого соединен с входом квадратора, второй, сумматор, первый интегратор и второй интегратор, выход которого подсоединен к входу блока управления приводом шлеппера, а также механически связанные с последним датчики скорости и шага шлеппера, электрически соединенные датчик скорости шлеппера с вторыми входами первого, второго интеграторов и блока управления приводом шлеппера, а датчик шага шлеппера - с третьим входом первого интегратора, второе множительно-делительное звено, первый вход которого подсоединен к датчику скорости прокатки, вторрй вход - к задатчику мерных длин, а выход - к третьим входам блока управления приводом шлеппера и первого множительно-делительного звена, источник опорного напряжения, подсоединенный к вторым входам первого и второго сумматоров и к третьему входу второго множительно-делитель- ного звена, и импульсное звено, вход которого подсоединен к датчику профиля, а выход - к четвертому входу второго интегратора.Источники информации, принятые во внимание при экспертизе1, Авторское свидетельство СССР.9 727248, кл. В 21 В 37/00, 1977.
СмотретьЗаявка
3253010, 02.03.1981
ГОСУДАРСТВЕННЫЙ ПРОЕКТНЫЙ ИНСТИТУТ "ЭЛЕКТРОТЯЖХИМПРОЕКТ"
ПРУДКОВ МАРК ЛЬВОВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: агрегатом, профилегибочным
Опубликовано: 23.08.1982
Код ссылки
<a href="https://patents.su/4-952394-sistema-upravleniya-profilegibochnym-agregatom.html" target="_blank" rel="follow" title="База патентов СССР">Система управления профилегибочным агрегатом</a>
Устройство для управления скоростью следящего привода

Номер патента: 657407
Опубликовано: 15.04.1979
Авторы: Кислик, Рыдник, Ясеновец
МПК: G05B 11/01
Метки: привода, скоростью, следящего
...предложенного устройствауправления скоростью следящего привода, на фиг. 2 - эпектромеханическийследящий привод, содержащий эпектродвигатепь 9, дифференциальный редуктор 10, допопнитепьный электроЪвигатель 1 1, Ц - напряжение на входе допопнительного электродвигателя, пропорциональное постоянной составпяющейзаданной скорости; на фиг. 3 - электрогидравпический спедяший привод, гдегидроусипитель 12, гидромотор 13, устройство 14 для механического перемещения золотника гидроусипитепя.В предлагаемом устройстве (фиг, 1)ко входу основного сумматора 1 подкпючаетсяформирователь 5 сигнапа управнения, пропорционапьного постояннойсоставляющей заданной скорости, междусумматором и усилителем включен дополнительный сумматор 7, второй входкоторого...
Устройство для функционального контроля цифрового привода

Номер патента: 670925
Опубликовано: 30.06.1979
Авторы: Андрюков, Вощинина, Шварцман
МПК: G05B 23/02
Метки: привода, функционального, цифрового
...импульса 1 + и.Г 1 ри правильной работе привода в этом+ирежиме выполняется условие6 (О, такггкак рассогласование за этот промежуток времени должно уменьшаться, при этом на второй вход 2 блока 13 поступает сигнал логического 0. В результате этого элемент 16 по импульсу 1+ и не срабатывает, элемент 15 также це срабатывает, а срабатывает элемент 17, устанавливая триггер 14 в положение, при котором на его третьем выходе появлястся сигнал логической 1, свидетельствующий о исправности устройства. Этот сигнал передается на элемент ЗИ - ИЛИ 10, приводя к тому, что код текущего рассогласования по положению поступает в регистр 9. По приходу всех осТадг 1 г)Х ТаКТОВЫХ ЦМПгЛЬСОВ, КРОМЕ КРат" иых и. ца третьем выходе блока 22 сравнения также...
Устройство для автоматического контроля буксования валков обжимного прокатного стана

Номер патента: 733752
Опубликовано: 15.05.1980
Авторы: Белиловский, Гераймович, Шевчук
МПК: B21B 38/00
Метки: буксования, валков, обжимного, прокатного, стана
...узла 46 начальной длины полосы.Входы узла 41 подсоединены к датчикусигнала скорости ГП и одному выходуузла 42, входы узла 42 подсоединенык выходам датчиков 12 и 13 тока.Входы узла 43 подсоединены к выходам узлов 41 и 44. Входы узла 45 подсоединены ко второму выходу узла 42 и выходу узла 43, Выход узла 45 под Устройство работает следующим образом.Блок 1, При поступлении на вход дифференцирующего трансформатора 14 сигнала разности ЭДС (скоростей), соответствующего буксовке.(в момент ее возникновения), срабатывает пороговый элемент 15 и его сигнал поступает в блок 7, который выдает сигнал на снижение скорости прокатки.Блок 2. При наличии на входе сигнала, полярность и амплитуда которо" го соответствуютнапример, срабаты" ванию...
Устройство для астатического регулирования скорости вращения привода

Номер патента: 116761
Опубликовано: 01.01.1958
Авторы: Алексеев, Михайлов-Микулинский
МПК: G05D 13/00
Метки: астатического, вращения, привода, скорости
...и управляющий органы.Предлагаемое устройство более совершенно, так как имеет простую схему. Это достигается тем, что измерительный и управляющий органы совмещены в одном звене, выполненном в виде трехфазной электрической машины, в частности синхронной. Статор машины питается от сети переменного тока и механически связан с валом привода. а ротор - с регулирующим органом, или наоборот,На чертеже изображена схема предлагаемого устройства.Измерительный и управляющий органы устройства совмещены в одном звене, выполненном в виде синхронной машины. Статор 1 машинь 1 питается от сети переменного тока и механически связан с валом 2 регулируемого двигателя. Ротор 3 машины через вал 4 и винт 5 поворачивает гайку 6, связанную с...
Способ стабилизации скорости вращения привода

Номер патента: 168472
Опубликовано: 01.01.1965
Автор: Прозоров
МПК: G01V 1/00
Метки: вращения, привода, скорости, стабилизации
...без изменения параметров редуктора переключают секции датчика, генерирующие синхронизируемую частоту.Синхронизацию двигателя постоянного тока осуществляют бесконтактным коммутирующим устройством-синхронизатором, собранным на полупроводниковых приборах. Переменный ток, генерируемый камертонным генератором, управляет полупроводниковым ключом, создавая прямоугольные импульсы тока эталонной частоты, которые через бесконтактный синхронизатор и усилитель мош,ности питают двигатель постоянного тока.На одном валу с двигателем постоянного тока размещен ротор датчика частоты, представляющего собой генератор переменного тока малой мощности. При вращении ротора датчика частоты из-за периодического изменения сопротивления магнитной цепи, в ка...
Предыдущий патент: Устройство управления скоростным режимом клетей прокатного стана
Следующий патент: Способ настройки редукционного стана
Случайный патент: Учебное наглядное пособие по радиотехнике