Способ изготовления ребристых сепараторов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 942191
Авторы: Гузнищев, Карвецкий, Лаврищев, Ляховецкий, Шляхтина


Текст
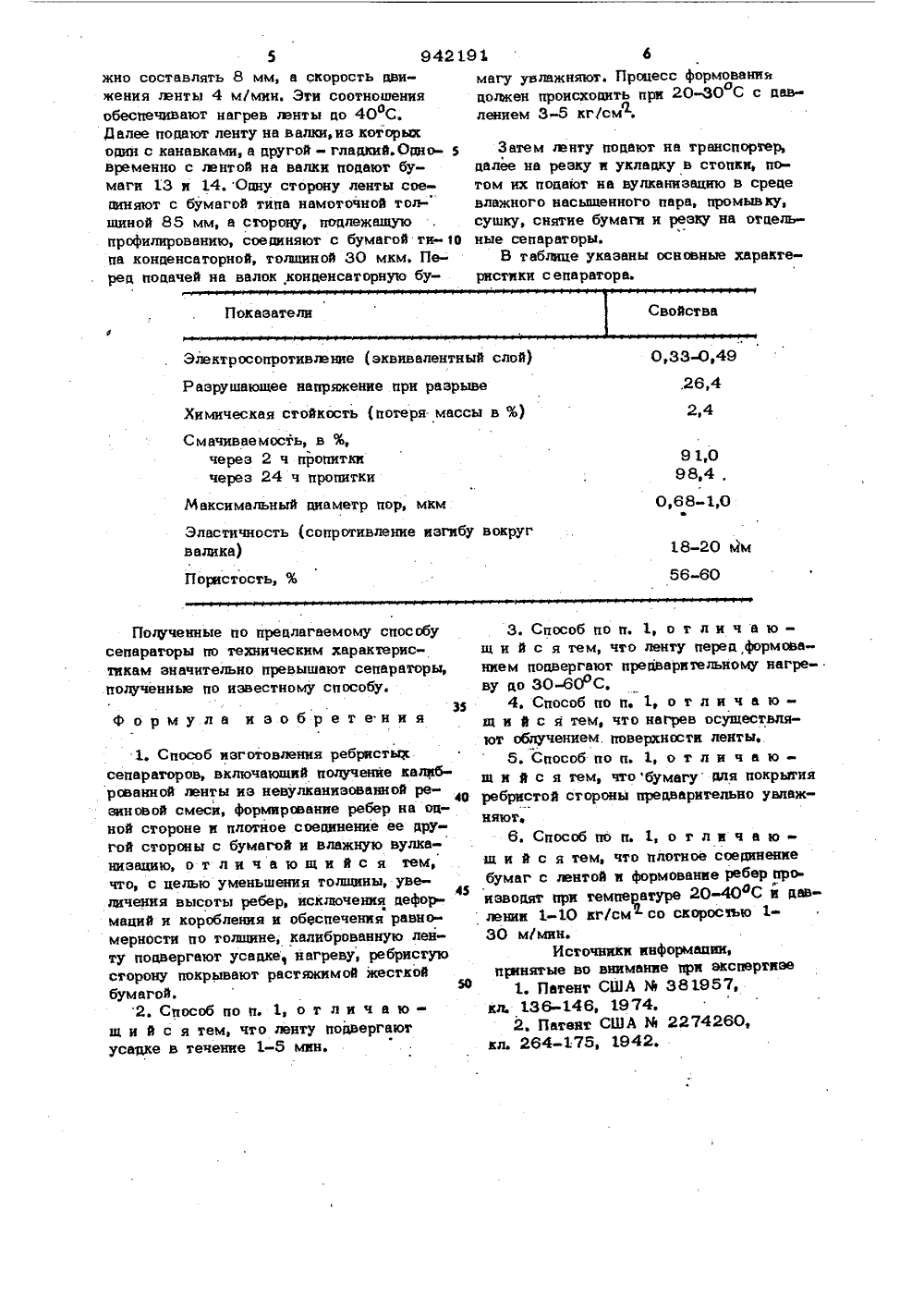
Союз СоветсиикСоциалистическиРеспублик ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ п 942191(23) ПриоритетРеутрстюый китет СССР в авва зретйюткрит(53) УДК 621.3. .035.3 (088.8) Опубликоваио 07.07.82. Бюллетень25 Дата опубликования описания 10.07,82В; П. Гуэнищев, Г. Н. Лаврищев, А. Г, Карвецкий,Б. А. Ляховецкнй н. О. М. Шляхтина(54 ЗГОГОВЛЕНИЯ РЕБРИСТЬ АР АТОРОВ ОБ Изобретение относатся к эдьктротэхннческой промышленности и может быть использовано при производстве ребристых сепараторов для свинцовых аккумулятороваИзвестен способ изготовления ребристых сепараторов путем уплотнения волокнистого материала, например рогожи из полимерных волоксж, при температурах и давлениях, близких к критическим 11.При таких параметрах процесс изготовления сепараторов является неустойчи вым и даже ври оптимальных. параметрах уплотнения основные свойства сепараторав, такие как максимальный диаметр пор, электросопротивление и пористость, изменяются от 25 до 200%. При отклонениях от оптимальных параметров будет происходить идк остекление поверхности сепаратора, что прведет к резкому снижению его пористости, или образование крупных пор диаметром 20- 60 мкм с недостаточной механической прочностью. Эгот способ также не позволяет пощчить ребристые сепараторы смаленьким диаметром пор (не более5 мкм).Наиболее близким к предлагаемомупо тезнической сущности и достигаемому 5результату, является способ изготовленияребристых сепараторов, включавший получение ленты из невулканизованной резиновой смеси, формованне ребер на однойстороне а плотное соединение ее другойстороны с бумагой и влажную вулканизацию 2.Однако при таком способе не предотвращаются деформации и псвреждения ребристой стороны ленты резиновой смеси и,следовательно, не сохраняются формы иразмеры ребер, так как нерастяжнмый материал, плотно соединенный с резиновойлентой с гладкой сторсны, сохраняет раэ 2 о меры только этой стороны. Поэтому, потучение сепараторов с точными размерамивозможно эа счет изготовления их боашего размера по толщине, е затем, после вулканизацаи резины, доведения их у 3 9421 тем шлифования цо требуемой толщины. Недостатками способа являются также невозможность изготовления ребристых по-, верхностей сепаратора с обеих сторон н неравномерность сеператоров по толщине. Большие трудности возникают и при изготовлении сепараторов с высотой ребра, больше его тоацины.Цель изобретения - уменьшение толщины, увеличение высоты ребер, исключение 1 О деформаций и коробления к обеспечение равномерности по тоаямне.Эта цель цостигается тем, что в способе изготовления ребристых сепараторов калиброванную ленту поцвергать усацке, нагреву, ребристую сторону покрывать растяжимой жесткой бумагой, причем ленту подвергают усацке в течение 1-8 мин, перец формоаанием ленту поцвергают прецварительному нагреву цо 30-60,С, нагрев осуществляют, облучение м поверхности ленты, бумагу цля покрытия ребристой стороны предварительно увдажняют, а плотное соединение бумаг с лентой и формование ребер произвоцят при температуре 20-40 оС и цавлении 1-10 кг/см 1 со скоростью 1-30 м(мин.На чертеже нокаэаиа технологическая схема. процесса изготовления сепараторов цо операции вулканизации.Способ заключается в слецующем.Разогретую невудканизованную резиновую смесь поцают на каланцр 1.Между валками 2, 3 и 4 каланцра устанавливают зазор, позволяющий подучить калиброванную ленту резиновой смеси строго опрецеленной тоацины. Для получения резиновой ленты определенной ширины устанавливают ножи 5 цля обрезания кромок. С целью обеспечения равномерной тоацииы ленту поцают на транспортер 6, кото 40 рый поцает ее в течение 1-5 мин к прес- сующему механизму 7. Скорость цв 1 океиия транспортера согласовывают с каланцром. При выходе ленты 8 с транспортера она становится толще и цоакна иметь площадь в поперечном сечении равную площаци поперечного сечения ребристой ленты при сохранении ее ширины цо и после форм ования.С транспортера ленту поцают на вра ф щаюшиеся валки 9 и 10 прессующего механизма 7. Поверхность обоих валков ига, одного цоджна иметь желобки по окружности цля образования ребер на поверх ности ленты резиновой смеси. Линейная скорость валков 9 и 10 должна быть оцинаковой и согласованной со скоростью движения ленты, причем один из валков15-30381,22,0 91 4должен быть подвижным и поцжнматься к цругому механизмом 11 со строга опрецеленным регулируемым усилием.Для обеспечения равномерной толщины, улучшения условий формования ребер и обеспечения хорошей сгщпаемости бумаги с лентой осуществляют ее поцогрев цо 30-60 С в ненапряженном состоянии поцогревателем 12. Опновременно с прохожцением ленты резиновой смеси межцу валками 9 и 10 поцают бумажные ленты с рулонов 13 и 14 . Бумагу, ноцаваемую на сторону, поцлежащую профилированию, перед соприкосновением с лентой увлажняют на механизме 15. Увлажнение обеспечивает ее растяжение при формовании ребер без разрушения, плотность соецинения с лентой резиновой смеси и лучшее сохранение влаги, а слецовательно, в последующем пористости в готовом изцемн еформование ленты резиновой смеси осуществляют при давлении 1-10 кг(см,11 температуре 20-40 С и скорости 1- 30 м(мин. Далее формованную ленту, плотно соециненную с бумагой с обеих сторон, подают на протягивающий ролик 16, который устраняет возможное проскальзывание бумаг относительно валков 9 и 10 и цалее на транспортер 17, с которого ленту наматывают в рулон или нарезают на листы и отправляют на вулканизацию. Ребристую ленту. вулканизуют в кар касной бумажной ободочке, жесткость котарой обеспечивают плотным ссецинением оболочки с лентой и прочностью бумаги.П р и м е р. Изготовление сепараторов толщиной 38 мм и тоациной теда сепаратора 0,6 мм с ребрами на оцной стороне.Берут резиновую смесь состава, вес,ч.,Синтетический каучукцис-изопреновый 70Синтетический каучук бута циен-стирольныйСераДифенилгуаницинПарафинСиликагедь влажностью 73% 272Нагретую цо температуру 38 фС смесь пропускают через валки каланцра и получают ленту толщиной 0,80 мм, шириной 320 мм, Затем ленту транспортируют в течение 1.,5 мин на прессующий механизм, Перец прессованием ленту тодщиной 0,85 мм и шириной ЗЗО мм поцвергают поверхностному нагреву. Расстояние,от поцогревателя цо поверхности ленты цод5 94219 1 бжно составлять 8 мм, а скорость дви- магу увлажняют. Процесс формованныхожения ленты 4 м(мин. Эти соотношения должен происходить при 20-30 С с давобеспечивают нагрев дзнты до 40 С.олением 3-5 кг(см,1Далее подают ленту на валки,из когорыходин с канавками, а другой - гладкий. Одно-Затем д".нту подают на транспортер,временно с лентой на валки подают бу- далее на резку и укладку в стопки, помаги 13 и 14, Одну сторону ленты сое- том их подают на вулканнзацию в средещюняют с бумагой типа намоточной топ-" влажного насыщенного пара, промывку,шиной 85 мм, а сторону, подлежащую . сушку, снятие бумаги и резку на отдельпрофнлированию, соединяют с бумагой тиные сепараторы.па конденсаторной, толщиной 30 мкм. Пе- В табаще указаны основные характеред подачей на валок конденсаторную бу- ристики сепаратора. 0,33-0,49е (эквивалентный слой)яжение при разрыве ть (потеря- массы в %) Электросопротив Разрушающее на имическая стойкос Смачиваемость, в %,через 2 ч пропитки через 24 ч пропитк 9 1,0 98,4 0,68-1,0 р по симальный ди Эластичновалика) у вокру сопротивление 18-20 мм-6 гость, % Подученные по предлагаемому способу сепараторы по техническим характеристикам значительно превышают сепараторы полученные по известному способу.мула изобретен 3и я фор 6. Способ по п. 1, о т л и ч а ющ и й с я тем, что плотное соединениебумаг с лентой и формование ребер производят при температуре 20-40 С й давОдании 1-10 кг(см со скоростью 130 м(мин,Источники информации,принятые во внимание при экспертизе1. Патент США М 381957,кд. 136-146, 1974.2. Патент США М 2274260,264-175, 1942. к да 1, Способ изготовления ребристых сепараторов, включающий получение калиброванной ленты иэ невулканизованной резиновой смеси, формирование ребер на одной стороне и плотное соединение ее другой стороны с бумагой и влажную вулканиэацию, о т л и ч а ю щ и й с я тем, что, с целью уменьшения толщины, уве 45 личения высоты ребер, исключения деформаций и коробления и обеспечения равномерности по толщине, калиброванную ленту подвергают усадке нагреву, ребристую сторону покрывают растяжимой жесткой бумагой.502.Способпоп, 1, отличающ и й с я тем, что ленту подвергают усадке в течение 1-5 мин. З.Способпоп. 1, отличающ н й с я тем, что ленту перед формованием подвергают предварительному нагре ву до 30-60 ОС,4, Способ по п. 1, о т л и ч а ющ и й с я тем, что нагрев осуществляют облучением. поверхности ленты.5. Способ по п. 1, о т л и ч а ющ и й с я тем, чтобумагу для покрытия ребристой стороны предварительно увлажняюг.942191 Составитель Ю. Драгомироваеаактор И. Тыкай Телред М,Надь Коррект6 ск ПоССР Ое роектная, 4 ПП фПатентф, г. Ужгоро фиж Заказ 485 ВНИИ но 11303/48 Тираж 6 1ПИ Государственного комитетелам изобретений и открыти8, Москва, Ж 5, Раущская
СмотретьЗаявка
2729293, 26.02.1979
ПРЕДПРИЯТИЕ ПЯ А-3170
ГУЗНИЩЕВ ВИКТОР ПАВЛОВИЧ, ЛАВРИЩЕВ ГЕОРГИЙ НИКОЛАЕВИЧ, КАРВЕЦКИЙ АНАТОЛИЙ ГЕНРИХОВИЧ, ЛЯХОВЕЦКИЙ БОРИС АБРАМОВИЧ, ШЛЯХТИНА ОЛЬГА МАРКОВНА
МПК / Метки
МПК: H01M 2/14
Метки: ребристых, сепараторов
Опубликовано: 07.07.1982
Код ссылки
<a href="https://patents.su/4-942191-sposob-izgotovleniya-rebristykh-separatorov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления ребристых сепараторов</a>
Устройство для дозированно-весовой подачи резиновой смеси в виде ленты

Номер патента: 506279
Опубликовано: 05.03.1976
МПК: B29H 3/00
Метки: виде, дозированно-весовой, ленты, подачи, резиновой, смеси
...частоты, с которой должен производиться обратный счет после регистрации одиночных отрезков ленты. Заданная величина, как требуемая почасовая производительность, задается регулятору 14 настройщиком 16 вперед.Сразу же с наступление процесса обратного счета, т. е. после завершения процесса ощупывания длины одиночного отрезка ленты приспособлением 10, на механизм 2 поступает команда к резанию от приспособления 11; та же команда приводит устройство 7 в нижнее положение, при котором останавливается отрезок ленты.Таким образом, по определенной длительности процесса обратного счета определяют в данный момент величину промежутка между отрезками ленты, Основная частота, с которой счетчик 12 через приспособление 10 регистрирует отрезки ленты,...
Станок для изготовления гладких спиралей из металлической ленты

Номер патента: 109336
Опубликовано: 01.01.1957
МПК: B21H 3/12
Метки: гладких, ленты, металлической, спиралей, станок
...в сечении форму трапеции, а в плане - форму дугипостоянного радиуса. Последний регулируется изменением натяжения на один из концов оси нажимного валка вращением стрелок 11 и 12,Для получения спиралей с переменным радиусом кривизны включается дополнительный механизм, плавно изменяющий натяжение,В устройство для навивки спирали входит механическая передача 1 З, 14 и 15, с помощью которой вращение передается барабану 1 б, на который навивается спираль. При вращении цилиндр перемещается в осевом направлении, так как осью его является неподвижный винт 17, Шаг резьбы должен быть равен заданному шагу навивки спирали.Спиралеобразная лента после выхода из валков поступает на барабан. Натяжение ленты вдоль окружности цилиндра создается при...
Сепаратор для осветления полидисперсных жидких смесей, например, пивного сусла

Номер патента: 109868
Опубликовано: 01.01.1957
Авторы: Потков, Сильман, Шутова
МПК: B04B 1/08
Метки: жидких, например, осветления, пивного, полидисперсных, сепаратор, смесей, сусла
...проходит по наружным каналам 10перегородок 8 и возвращается черезотверстия 11 по внутренним каналам 11 а - в периферийную полость12 герметической камеры 4, жесткосоединенной с перегородкой 8. Полость 12 надежно изолирована отвнешней грязевой зоны б с помощью резинового уплотнения И восновании тарелкодержателя 9. Затем сусло, пронизывая пакет конусных тарелок 2, распределяется напараллельные тонкие слои.В пакете тарелок происходитпроцесс тонкослойной сепарации сотделением мельчайших взвесей, которые, образуя противоположныйпо направлению поток, выходят изтарелок в полость 12, где и оседаютв карманах б внутренней поверхности рифленой стенки камеры 4.Осветленное сусло по наружнымканалам 14 тарелкодержателя попадает в камеру 15 и под...
Сепаратор для разделения газо-жидкостной смеси

Номер патента: 912222
Опубликовано: 15.03.1982
МПК: B01D 45/00
Метки: газо-жидкостной, разделения, сепаратор, смеси
...и эффекту инерционных сил для их улавливания. При этом внутри сепаратора создаются условия для хараше.го захвата, улавливания и организованного отвода капель жидкости в сборник конденсата и тем самым растет степень очистки газа от жидкой фазы50 и производительность сепаратора. мента из слоев сетки 2, 3 и 4, которые размещены в форме полого конуса,а каждый слой выполнен из гофрированных проволочных бронзовых сетокс упорядоченным расположением гофри структурой ячеек, двух входныхпатрубков 5, тангенциально расположенных к внутренней поверхностиФильтрующего элемента, выходногопатрубка 6, сборника конденсата 7.Первый слой фильтрующей сетки 2 изготовляется из проволоки диаметром0,22 мм и размерами ячеек 0,5 х 0,5 мми служит для улавливания...
Лента для формирования втулки

Номер патента: 1451792
Опубликовано: 15.01.1989
Автор: Смагин
Метки: втулки, лента, формирования
...2, Поц предохранительной пленкой3 на ленте выполнены сквозные зубчаГь 1 Р насечки 5 с шагом не превышающим 1/3-1/4 их высоты, Ширина предохранительной пленки 3 больше шириныэоны 4 ленты с васечками 5, Ширинакрайних эсн 1 и 6 (основания и кромхи) примерно равна и составляет около 2/3 ширины средней зоны 4, покрытой предохранительной пленкой 3,Предохранительная пленка 3 ра.сполокена выше буртика 2 по его краю. 40Общая ширина ленты для Формирования втулок-заглушек - двух типов.Один из них предусмотрен для трубдиаметром 1/2-1 1/2 дюйма, другой -для труб диаметром 2-3 дюйма. Ширина 45средней зоны 4 первого типа ленты -до 20 мм, ширина крайних зон 1 и бдо 12 мм при шаге насечек около 7 мми толщине ленты до 1,5 мм. Ширинасредней зоны 4...
Предыдущий патент: Металлическая крышка цилиндрического источника тока
Следующий патент: Способ сепарирования электрода химического источника тока
Случайный патент: Устройство для гидростатического прессования порошков