Способ управления процессом термомеханической обработки текстильных материалов и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
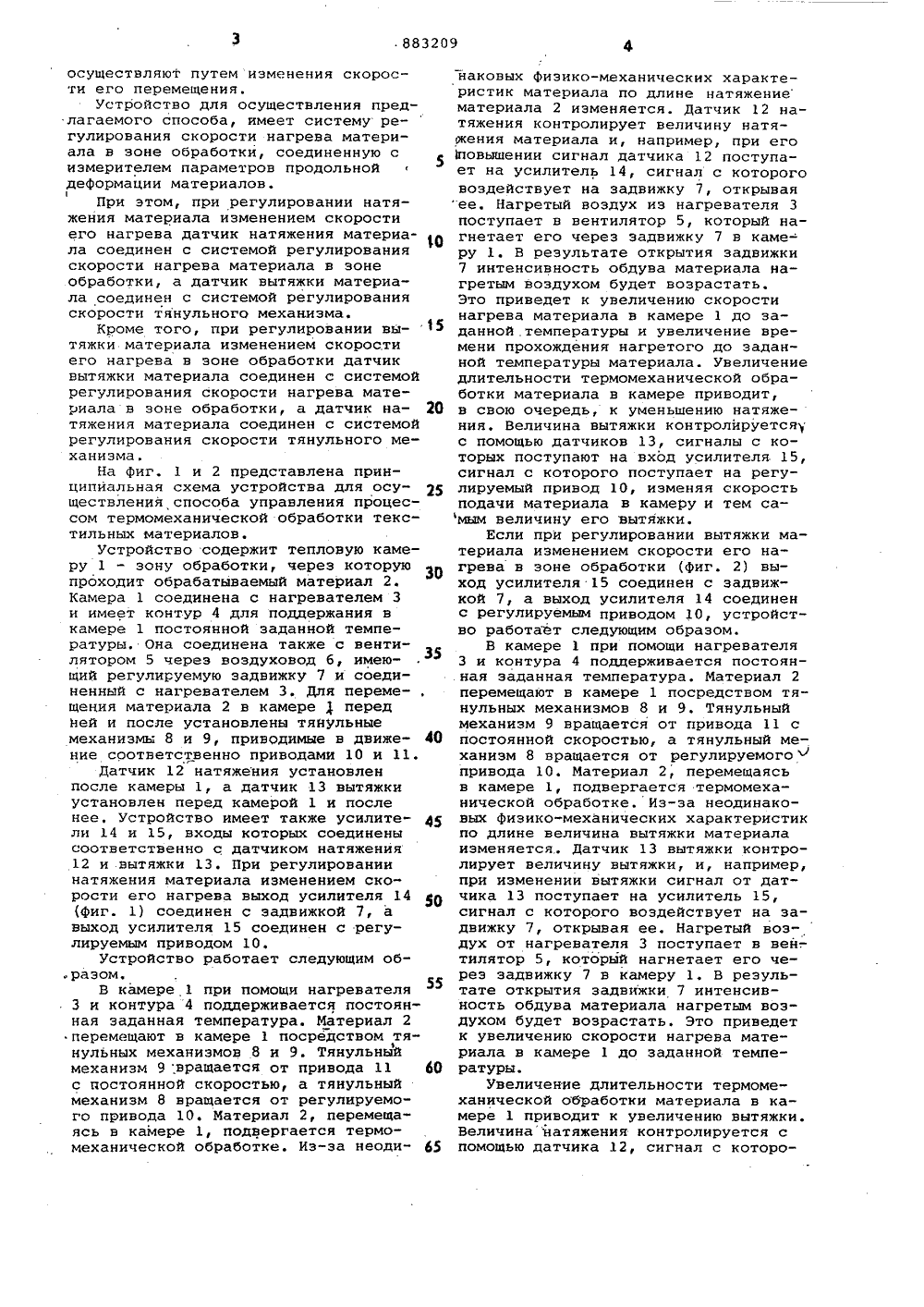
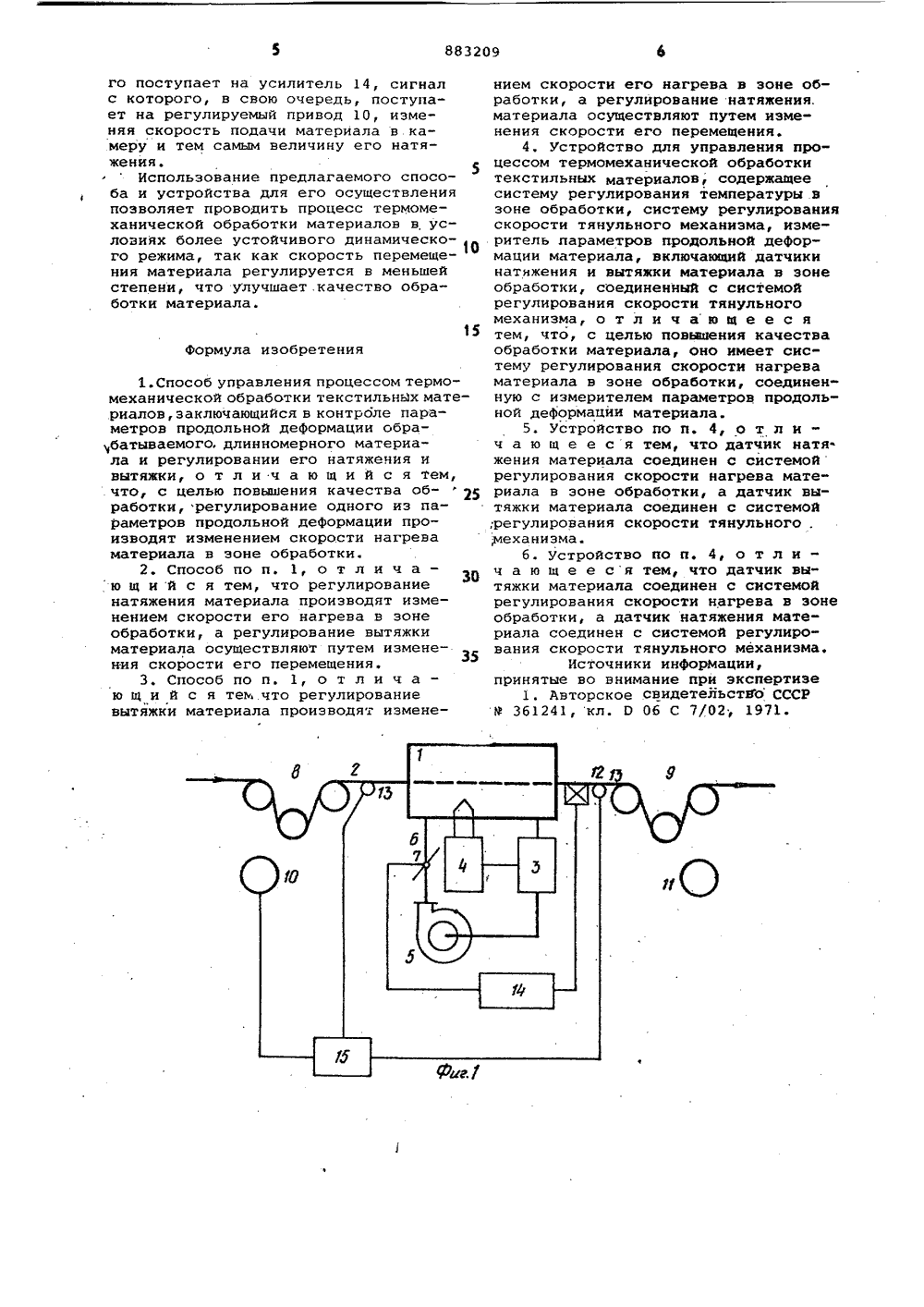
Союз Советскик Социалистическик Республик(23) Приоритет Государствеииый комит СССР по делам изобретениИ и открытийОпубликовано 23.11.81. Бю Дата опубликования описан летень М 2 4 53) УД 77.46,21,752 88,8)(71) Заявител резино-технического машиностр институт химического маш(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ И УСТРОИСТВО ДЛЯ ЕГО ОСУЦЕСТВЛЕНИЯустройством термомеханиных матери- регулироваработки, рости тяитель пара им систему ы в зоне об рования ско изма, иэмер Изобретение отностися к способам и средствам термэмеханической обработки текстильных материалов,в том числе иэ химических волокон, и может быть использовано, например, при производстве шинного корда, технических тканей и резинотехнических изделий.Текстильные материалы из химических волокон, применяемые для армирования резинотехнических изделий, с целью повышения прочности связи волокон с резиной и улучшения физико- механических свойств после пропитки их латескными составами подвергают термомеханической обработке.Известен способ управления процессом термомеханической обработки материалов, заключающийся в контроле параметров продольной деформации об рабатываемого длинномерного материала и регулирования его натяжения и вытяжки 1.Способ осуществляетсядля управления процессомческой обработки текстильалов, содержащния температурсистему регулинульного механ метров продольной деформации матерна ла, включающий датчики натяжения и вытяжки материала в зоне обработки, соединенный с системой регулирования скорости тянульного механизма 2.Недостатком известного. способа, осуществляемого известным устройством, является неустойчивость динамического режима термомеханической обработки текстильных материалов, влияющая на качество материала,Цель изобретения - повышение качества обработки текстильных материалов. Поставленная цель достигается тем, что регулирование одного иэ параметров продольной деформации производят изменение скорости нагрева материала в зоне обработки.При этом регулирование натяжения материала производят изменением скорости его нагрева в зоне обработки, а регулирование вытяжки материала осуществляют путем изменения скорости его перемещения.Кроме того, регулирование вытяжки материала производят изменением скорости его нагрева в зоне обработки, а регулирование натяжения материалаосуществляют путем изменения скорости его перемещения.Устройство для осуществления предлагаемого способа, имеет систему регулирования скорости нагрева материала в зоне обработки, соединенную с измерителем параметров продольнойдеформации материалов.1При этом, при регулировании натяжения материала изменением скорости его нагрева датчик натяжения материала соединен с системой регулирования скорости нагрева материала в зоне обработки, а датчик вытяжки материала соединен с системой регулирования скорости тянульного механизма.Кроме того, при регулировании вы тяжки материала изменением скорости его нагрева в зоне обработки датчиквытяжки материала соединен с системойрегулирования скорости нагрева материала в зоне обработки, а датчик на тяжения материала соединен с системойрегулирования скорости тянульного механиэма.На фиг, 1 и 2 представлена принципиальная схема устройства для осу 25ществления способа управления процессом термомеханической обработки текстильных материалов.Устройство содержит тепловую камеру 1 - зону обработки, через которуюпроходит обрабатываемый материал 2.30 Камера 1 соединена с нагревателем 3 и имеет контур 4 для поддержания в камере 1 постоянной заданной температуры. Она соединена также с вентилятором 5 через воздуховод б, имеющий регулируемую задвижку 7 и соединенный с нагревателем 3Для перемещения материала 2 в камере 4. перед ней и после установлены тянульные механизмы 8 и 9, приводимые в движе ние соответственно приводами 10 и 11.Датчик 12 натяжения установлен после камеры 1, а датчик 13 вытяжки установлен перед камерой 1 и после нее, устройство имеет также усилите ли 14 и 15, входы которых соединены соответственно с датчиком натяжения 12 и вытяжки 13. При регулировании натяжения материала изменением скорости его нагрева выход усилителя 14 (фиг. 1) соединен с задвижкой 7, а выход усилителя 15 соединен с регулируемым приводом 10.Устройство работает следующим об,разом.В камере 1 при помощи нагревателя3 и контура 4 поддерживается постоянная заданная температура. Материал 2 перемещают в камере 1 посредством тянульных механизмов 8 и 9. Тянульный механизм 9 вращается от привода 11 60 с постоянной скоростью, а тяиульный механизм 8 вращается от регулируемого привода 10. Материал 2, перемещаясь в камере 1, подвергается термомеханической обработке. Из-за неоди иаковых Физико-механических характеристик материала по длине натяжение материала 2 изменяетсяДатчик 12 натяжения контролирует величину натяркения материала и, например, при его )повышении сигнал датчика 12 поступает на усилитель 14, сигнал с которого воздействует на задвижку 7, открывая ее. Нагретый воздух из нагревателя 3 поступает в вентилятор 5, который нагнетает его через задвижку 7 в каме- ру 1. В результате открытия задвижки 7 интенсивность обдува материала нагретым воздухом будет возрастать.Это приведет к увеличению скорости нагрева материала в камере 1 до заданной. температуры и увеличение времени прохождения нагретого до заданной температуры материала. Увеличение длительности термомеханической обработки материала в камере приводит, в свою очередь, к уменьшению натяжения, Величина вытяжки контролируется с помощью датчиков 13, сигналы с которых поступают на вход усилителя. 15, сигнал с которого поступает на регулируемый привод 10, изменяя скорость подачи материала в камеру и тем самым величину его вытяжки.Если при регулировании вытяжки материала изменением скорости его нагрева в зоне обработки (фиг. 2) выход усилителя 15 соединен с задвижкой 7, а выход усилителя 14 соединен с регулируемым приводом 10, устройство работает следующим образом.В камере 1 при помощи нагревателя 3 и контура 4 поддерживается постоянная заданная температура. Материал 2 перемещают в камере 1 посредством тянульных механизмов 8 и 9. Тянульный механизм 9 вращается от привода 11 с постоянной скоростью, а тянульный механизм 8 вращается от регулируемогопривода 10. Материал 2, перемещаясь в камере 1, подвергается термомеханической обработке. Из-за неодинаковых физико-механических характеристик по длине величина вытяжки материала изменяется Датчик 13 вытяжки контролирует величину вытяжки, и, например, при изменении вытяжки сигнал от датчика 13 поступает на усилитель 15, сигнал с которого воздействует на задвижку 7, открывая ее. Нагретый воздух от нагревателя 3 поступает в вен-. тилятор 5, который нагнетает его через задвижку 7 в камеру 1. В результате открытия задвижки 7 интенсивность обдува материала нагретым воздухом будет возрастать. Это приведет к увеличению скорости нагрева материала в камере 1 до заданной температуры.Увеличение длительности термомеханической обработки материала в камере 1 приводит к увеличению вытяжки. Величинанатяжения контролируется с помощью датчика 12, сигнал с которого поступает на усилитель 14, сигнал с которого, в свою очередь, поступает на регулируемый привод 10, изменяя скорость подачи материала в камеру и тем самым величину его натяжения.5Использование предлагаемого способа и устройства для его осуществления позволяет проводить процесс термомеханической обработки материалов в, условиях более устойчивого динамическо О го режима, так как скорость перемещения материала регулируется в меньшей степени, что Улучшает. качество обработки материала.Формула изобретения1.Способ управления процессом термомеханической обработки текстильных материалов, заключающийся в контроле параметров продольной деформации обрабатываемого, длинномерного материала и регулировании его натяжения и вытяжки, о т л и ч а ю щ и й с я тем, что, с целью повышения качества обработки, регулирование одного из параметров продольной деформации производят изменением скорости нагрева материала в зоне обработки.2. Способ по п. 1, о т л и ч а - ю щ и й с я тем, что регулирование натяжения материала производят изменением скорости его нагрева в зоне обработки, а регулирование вытяжки материала осуществляют путем изменения скорости его перемещения.3. Способ по и. 1, о т л и ч а ю щ и й с я тем что регулирование вытяжки материала производят изменением скорости его нагрева в зоне обработки, а регулирование натяжения. материала осуществляют путем изменения скорости его перемещения.4. Устройство для управления процессом термомеханической обработки текстильных материалов, содержащее систему регулирования температуры в зоне обработки, систему регулирования скорости тянульного механизма, измеритель параметров продольной деформации материала, включающий датчики натяжения и вытяжки материала в зоне обработки, соединенный с системой регулирования скорости тянульного механизма, о т л и ч а ю щ е е с я тем, что, с целью повьааения качества обработки материала, оно имеет систему регулирования скорости нагрева материала в зоне обработки, соединенную с измерителем параметров продольной деформации материала.5. Устройство по п. 4, о т л и - ч а ю щ е е с я тем, что датчик натяжения материала соединен с системой регулирования скорости нагрева материала в зоне обработки, а датчик вытяжки материала соединен с системой регулирования скорости тянульного . ,механизмаб. устройство по п. 4, о т л ич а ю щ е е ся тем, что датчик вытяжки материала соединен с системой регулирования скорости нагрева в зоне обработки, а датчик натяжения материала соединен с системой регулирования скорости тянульного механизма.Источники инфорМации, принятые во внимание при экспертизе1. Авторское свидетельство СССР Р 361241, кл. О 06 С 7/02; 1971.883209 Составитель В.Морозов Техред М. Рейвес Редактор Т,Киселева Корректор Н. Швццка я Подписное Филиал ППП фПатент, г, Уагород, ул. Проектная, 4 Заказ 10135/39 Тирам 488ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
2868119, 04.01.1980
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ РЕЗИНОТЕХНИЧЕСКОГО МАШИНОСТРОЕНИЯ, ТАМБОВСКИЙ ИНСТИТУТ ХИМИЧЕСКОГО МАШИНОСТРОЕНИЯ
КОНОВАЛОВ ВИКТОР ИВАНОВИЧ, НЕЧАЕВ ВАСИЛИЙ МИХАЙЛОВИЧ, ДУДАКОВА ЛЮДМИЛА СЕМЕНОВНА, КЛЕЩ ИВАН АЛЕКСАНДРОВИЧ, КОВАЛЬ АЛЕКСЕЙ МИХАЙЛОВИЧ, ПАСЬКО АНАТОЛИЙ ПАВЛОВИЧ, КРЕТИНИН СЕРАФИМ ВАСИЛЬЕВИЧ, КОЛЕСНИКОВ ЕВГЕНИЙ ФИЛИППОВИЧ, СУРОВЦЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, МИНЦ ФРАДА НЕАХОВНА, САРБАТОВА НАДЕЖДА ИСААКОВНА
МПК / Метки
МПК: D06C 7/02
Метки: процессом, текстильных, термомеханической
Опубликовано: 23.11.1981
Код ссылки
<a href="https://patents.su/4-883209-sposob-upravleniya-processom-termomekhanicheskojj-obrabotki-tekstilnykh-materialov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом термомеханической обработки текстильных материалов и устройство для его осуществления</a>
Штамп для вытяжки с нагревом

Номер патента: 764786
Опубликовано: 23.09.1980
Авторы: Колесников, Николаев, Чудин
МПК: B21D 22/02
Метки: вытяжки, нагревом, штамп
...разрез,21 Птамп содержит матрицу 1, корпус 2, внутри которого установлены нагреватель 3 и полый пуансон 4, охваченный керамической втулкой 5, Втулка связана с пуансоном штифтами 6. На боковой поверхности пуансона выполнены продольные пазы под штифты 7, а Внутри пуансона размещена трубка 8 для подачи охладнтеля. Для охлажденкя . вытяжной кромки матрицы предусмотрен канал 9. Устройство работает следующнм образом.Полая заготовка 10 устанавливается на матрицу 1 н нагревается нагревателем 3, вмонтированным в корпус 2, Пуансон 4 с втулкой 5 опускается н пронзводнт вытяжку заготовки, перемещаясь относительно неподвижной втулки 5, которая усановлена на пуансоне с помощью штифтов 6. Втулка 5 препятствует охлаждению боковой стенки заготовки...
Датчик для измерения натяжения в гибких соединениях

Номер патента: 1840602
Опубликовано: 20.08.2007
Авторы: Герасимова, Степанов, Шитов
МПК: G01L 5/04
Метки: гибких, датчик, натяжения, соединениях
1. Датчик для измерения натяжения в гибких соединениях, например, протяженных гидроакустических и сейсмических антеннах, содержащий упругую пластину с пьезоэлементом, отличающийся тем, что, с целью уменьшения вибрационных и акустических помех при измерении продольного натяжения, он снабжен аналогичной второй пластиной с пьезоэлементом, причем обе пластины симметрично установлены на концах жесткого стержня, механически соединяющего центры обеих пластин и к краям каждой пластины прикреплены жесткие кольца для соединения с исследуемым объектом, а пьезоэлементы обеих пластин включены согласно по отношению к направлению поляризации.2. Датчик по п.1, отличающийся тем, что, с целью обеспечения транзита сигнальных проводов исследуемой...
Способ сушки и нагрева футеровки вакуум-камеры

Номер патента: 889721
Опубликовано: 15.12.1981
Авторы: Брук, Гончаров, Константинов, Молотков, Стремовский
МПК: C21C 7/10
Метки: вакуум-камеры, нагрева, сушки, футеровки
...1 устанавливаютподдон 2 таким образом, чтобы отверстия в донной части вакуум-камеры и вверхней части поддона были совмещены.Зазор между корпусами вакуум-камеры иподдона устраняют любым известным методом, например обмазывают огнеупорной смесью. Затем засыпают в бункерное устройство 3 2,5 м 5 коксика 4 ис помощью дозатора бункерного устройства засыпают в поддон расчетное количество коксика, после чего коксикподжигают. Создавая вслед за этим разрежение в вакуум-камере порядка200 мм рт. ст., способствуют подсосувоздуха через отверстия 5 в днище поддона. Воздушный поток, проходя черезсжигаемый коксик, способствует егоинтенсивному горению и нагреваетсяпри этом до 1200-1500 С. Проходя затем через вакуум-камеру, воздушныйпоток нагревает...
Штамп для вытяжки с нагревом

Номер патента: 1447481
Опубликовано: 30.12.1988
Авторы: Бинькевич, Золотов, Шевченко
МПК: B21D 22/20, B21D 37/16
Метки: вытяжки, нагревом, штамп
...: пластин колец 2 и противолежащих колец б превышает суммарную толщину колец 2 и 6, Каждое из колец 2 и 6 снабжено двумя термопарами 11, спай которых размещен на его прижимной поверхности вблизи наружной и внутренней кромок колец 2 и 6. Термопары 11 соединены с измерительным прибором 12.Штамп работает следующим образом, Листовую заготовку 13 устанавливают на матрицу и прижимают прижимом, От источником 8 подводят электрический ток к кольцам 2 и 6, который, проходя по ним, нагревает каждое до определенной (заданной) температуры. Противолежащие кольца 2 и б за счет теплопередачи нагревают тот или иной участок заготовки 13 до оптимальной температуры деформирования. Контроль температуры осуществляют с помощью измерительного прибора...
Способ автоматического регулирования процесса сушки зерна и устройство для его осуществления

Номер патента: 1483218
Опубликовано: 30.05.1989
Авторы: Андрианов, Гришин, Гусев, Заборо, Иванов, Колесов, Манасян
МПК: F26B 25/22
...засасываемого вентилятором 12 от теплогенератора 6 во вторую зону 9 подводящего диффузора 7. Одновременно на исполнитель. ный механизм 36 поступает сигнал через корректирующий элемент 38 от усилителя 31, что обеспечивает согласование в работе третьего и второго каналов регулирования. Четвертый канал регулирования, регулирующий температуру нагрева зерна во второй зоне сушки 4, содержит датчики 18 температуры нагрева зерна, "сигналы с которых поступают на эле.- мент ИЛИ39, а затем на элемент сравнения 40, в котором сравнивается текущее значение температуры нагрева зерна в этой зоне сушки и заданное значение температуры зерна. Сигнал, равный разности, через усилитель 41 подается на исполнительный механизм 42, изменяющий положение...
Предыдущий патент: Способ полихроматического крашения текстильного материала и устройство для его осуществления
Следующий патент: Устройство для жидкостной обработки изделий
Случайный патент: Устройство для определения номинального тока высокочастотного подмагничивания