Способ автоматического управления процессом электронагрева
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 854643
Авторы: Колесников, Лукичев, Никулин, Петров, Торяник

Текст
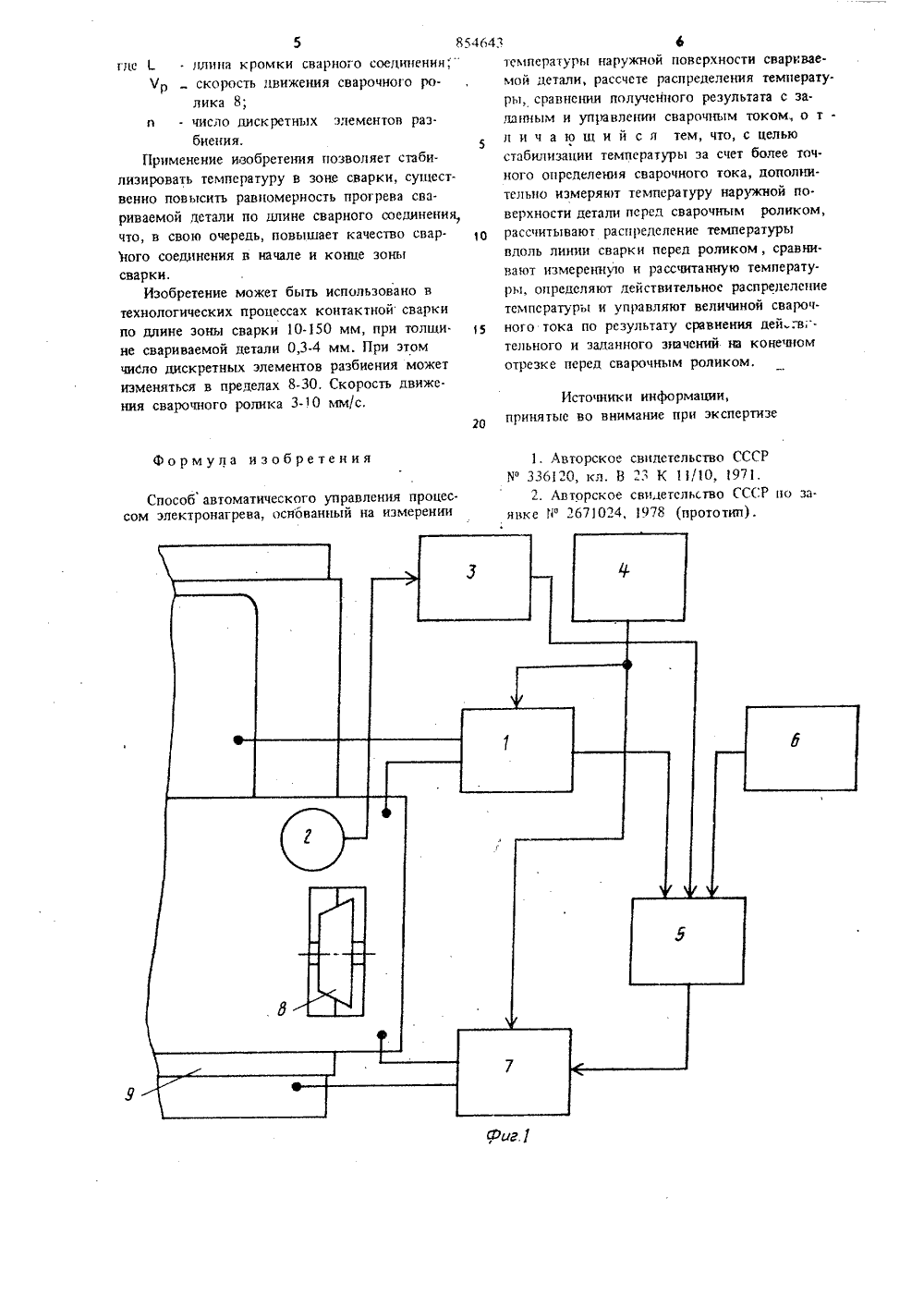
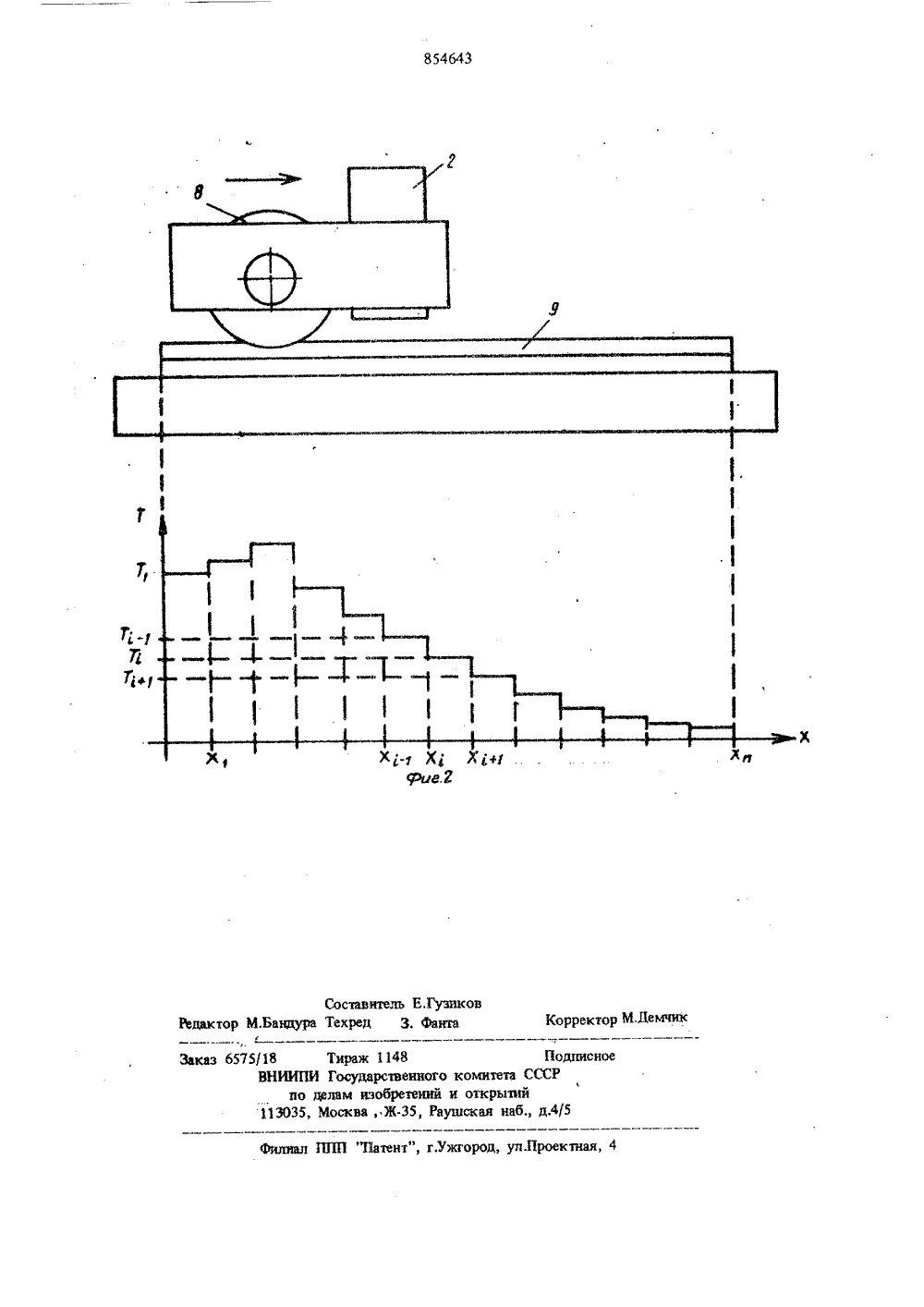
(5) Щ Кд с присоединением заявки РЙ В 23 К 11/10 Гаауддратеанный каинтет СССР(28) Приоритет вв делан нзааретеннй н атхрытнй(71) Заявитель Московский институт злектрокной техники(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОНАГРЕВАИзобретение относится к машиностроению и может быть использовано в машинах для контактной сварки.Известен способ автоматического управления термическим циклом, при котором в паузах.5 между импульсами сварочного тока измеряют термо-ЭДС, сравнивают полученное значение с заданным и управляют величиной сварочного тока 1).Недостатком зтого способа является значительное снижекие точности управления при большой толщине свариваемой детали,Также известен способ автоматического унравлення процессом злектронагрева, основанный на измерении температуры наружной поверхности свариваемой детали, расмте рас.пределевщ температуры, сравнении иолучеиного результата с задакным и управлении свароч.ным током г).Однако данный способ не обеспечивает высокую точность стабилизации температуры нри контактной роликовой сварке, так как в процессе движения ролика вдоль линии сварки существенно изменяется температуропроводкость свариваемой детали в направлении отзоны сварки к наружной поверхности и становится кевозможкым точное определение величины сварочного тока.Цель изобретения - повышение стабилизации температуры путем более точного опреде-ления сварочного тока,Поставленная цель достигается тем, что дополнительно измеряют температуру наружнойповерхности детали перед сварочным роликом,рассчитывают распределение температуры вдольлинии сварки перед роликом, сравнивают изме.ренную и рассчитанную температуры, опреде.лают действительное распределение температуры н управляют величиной сварочного токано результату сравнения действительного изаданного значений ка конечном отрезке передсварочным роликом,На фиг 1 лредставлека схема устройства,реализующего способ; на фиг.2 - дискретноераспределение температуры в детали.Устройство состоит из первого акалого.цифрового преобразователя 1, пирометрического датчика 2 температуры, второго аналого"Е:.1 Е + 55 3цифрового преобразователя 3, блока 4 управления, вычислительного устройства 5, датчикаб температуры, регулятора 7 сварочного тока,Вход первого аналого-цифрового преобразователя соединен со сварочным роликом 8 и5свариваемой деталью 9,Устройство работает следующим образом.Посредством измерения термо-ЭДС определяют температуру зоны сварки вблизи сварочного ролика, Сигнал термо-ЭЛС, возникающиймежду сварочным роликом 8 и свариваемойдеталью 9, в промежутках между сварочнымиимпульсами преобразуют в цифровую формуаналого-цифровым преобразователем 1. В момент прохождения сварочных импульсов входаналого-цифрового преобразователя 1 запирается сигналом блока 4 управления. Определенные таким образом значения температур свариваемой детали вблизи сварочного ролика вциФровой форме вводят в вычислительноеустройство 5, В вычислительном устройстве 5рассчитывают распределение температуры подлине свариваемой детали 9. Расчет распределения температуры по длине зоны сваркиосуществляют посредством пересчета значенийтемператур элементов дискретного разбиенияот элемента, соответствующего началу сварочного соединения с координатой Х=О до элемента, соответствующего его концу с координатой Х=Хп,зоПроцесс расчета распределения температурыв вычислительном устройстве 5 повторяетсяциклически. При этом температуру элементас координатой, соответствующей расположениюв данный момент сварочного ролика, принимают равной измеренной методом термо-ЭДСтемпературе зоны сварки вблизи сварочногоролика 8.С помощью пирометрического датчика 2температуры измеряют температуру поверхности. свариваемой детали 9 перед сварочнымроликом 8, соответствующую в элементам.Второй аналого-цифровой преобразователь 3преобразуетв цифровую форму сигнал пирометрического датчика 2 температуры, Измеренное таким образом значение температурысвариваемой детали 9 вводят в вычислительное устройство 5, В вычислительном устройстве 5 сравнивают показания пирометрического датчика 2 температуры с рассчитаннымпо распределению средним значением температуры свариваемой детали 9, Результат сравненияопределяется соотношением Т звычисленные по распределению зца.чеция температуры элемецта, отстоя.щего ца г элементов от сварочного ролика 8;СЕ . коэффициент влияния температурыэлемента, цаходяцтегося в поле зрения пирометрического датчика 2 тем.иератур, ца величину его выходного сигнала.По результату сравнения корректируют распределение, Прц этом величину козффцццецта А 1+1 лля последующего цикла расчета распределения определяют по формуле где К - коэффициент, определяющий точ.кость корректировки коэффициентаА 1А 1 . значение коэффициента на предыдущем цикле.Корректировка коэффициента А позволя.ет снизить погрешность первоначального определения его величины, а также компенсировать влияние входягцего в него коэффициентатемиературопроводцости с величию которого непостоянна по длине сварного соединения.Сравнивают действительное распределениетемпературы с заданным по нескольким элементам вблизи координаты сварочного ролика8 и определяют величину сварочного тока дляданного цикла расчета по формулез Е ь 1 1+сгде Тряд заданных по г элементамтемператур;Т, Е - ряд определенных ио распреде 4.+леццю температур для г элемец.тов перед сварочным роликом 8;С - ряд коэффициентов, определяющих влияние результата сравнения каждой пары элементовТЕ -Т 1. Е,1 ца вели.%. -чину сварочного тока 1 ,Номер элемента К соответствует коордицате сварочного ролика 8. Ряд температур Тзадают выходным кодом эадатчика 6 темпе.ратуры, Величину сварочного тока 11 регу.лируют посредством регулятора 7 сварочноготока в соответствии с выходным кодом вычислительного устройства 5,Процесс измерения температуры, определения распределения температур, корректировкираспределения, сравнения и регулировки величины сварочного тока повторяется циклически.Период одного полного цикла указанных операций не должен превышать величиныИсточники информации,принятыс во внимание при экспертизе 205 854 б 43 е ле 1 ллна кромки сварного соединениятемпературы наружной поверхности сваривае.скорость движения сварочного ро-, мой детали, рассчете распределения температу.лика 8; ры, сравнении плученного результата с за.и . число дискретньх элементов раэ- данным и управлении сварочным током, о тбиения. л ч а ю щ и и с я тем, что, с цельюПрименение иообретеиия позволяет стаби- стабилизации температуры эа счет более точлизировать температуру в зоне сварки, сущест. кого определения сварочного тока, дополнивенно повысить равномерность прогрева сва- телъно измеряют температуру наружной по. риваемой детали по длине сварного соединения, верхностн детали перед сварочным роликом, что, в свою очередь, повышает качество свар О рассчитывают распределение температуры гюго соединения в начале и конце зоны вдоль линии сварки перед роликом, сравни- сварки. вают измеренную и рассчитанную температуИзобретение может быть использовано в рьц определяют действительное распределение технологических процессах контактной сварки температуры и управляют величиной сварочно длине зоны сварки 10-150 мм, при толщи 1 ного тока по результату сравнения дей.:в . не свариваемой детали 0,3-4 мм. Прн этом тельного и заданного значений на конечном число дискретных элементов разбиения может отрезке перед сварочным роликом.изменяться в пределах 8-30. Скорость движения сварочного ролика 3-10 мм/с.Формула изобретения Способ автоматического управления процессом электронагрева, основанный на измерении 1. Авторское Х 336120, кл. В 2. Авторское явке У 2 б 71024.Бандура Техре тор кзз б ПодписноеР осударственного комитета С лам изобретений н открытий осква, Ж, Раушскаи иаб,по де 13035, М
СмотретьЗаявка
2785897, 29.06.1979
МОСКОВСКИЙ ИНСТИТУТ ЭЛЕКТРОННОЙ ТЕХНИКИ
ЛУКИЧЕВ АЛЕКСАНДР ЮЛЬЕВИЧ, НИКУЛИН ВАЛЕНТИН БОРИСОВИЧ, ПЕТРОВ АНАТОЛИЙ МОИСЕЕВИЧ, КОЛЕСНИКОВ ВЛАДИМИР НИКОЛАЕВИЧ, ТОРЯНИК ТАТЬЯНА ДМИТРИЕВНА
МПК / Метки
МПК: B23K 11/10
Метки: процессом, электронагрева
Опубликовано: 15.08.1981
Код ссылки
<a href="https://patents.su/4-854643-sposob-avtomaticheskogo-upravleniya-processom-ehlektronagreva.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления процессом электронагрева</a>
Способ определения распределения температур

Номер патента: 257076
Опубликовано: 01.01.1969
Авторы: Лельчук, Сорокин, Шуйска
МПК: G01K 7/16
Метки: распределения, температур
...электрического сопротивлеппя материала элемента от температуры определяют искомую величину.Сущность предлагаемого спо"оба состоит вследующем. Через исследуемый элемент про пускают измерительный ток. Если по элеменгупротекает обогревающий ток, то он является и измерительным.Измеряемый элемент (например, трубка)имеет токосьемы, например приваренные по длине тонкие проволочки из того же материала, что и сам элемент. С помощью токосъемов измеряемый элемент подсоединяется к прибору для измерения потенциалов в точках элемента.15Измерение потенциалов можно производитьмноготочечными автоматическими потенппометрами или многошлейфовыми осциллографамп. При этом определяется практически 20мгновенное распределение погенциалов по длине...
Формирующее устройство при электрошлаковой сварке с электромагнитным перемещением сварочной ванны

Номер патента: 545435
Опубликовано: 05.02.1977
Авторы: Брискман, Гладышко, Казаков, Кузнецов, Патынка, Сыроватка, Черныш
МПК: B23K 25/00
Метки: ванны, перемещением, сварке, сварочной, формирующее, электромагнитным, электрошлаковой
...шва,Известно устройство, иссварке с электромагнитнымрасплав сварочной ванны в плизации. Магнитный поток сидом, располагаемым соосноэлектродом, что характерно,двой сварки 11,Известно и другое устройство для формирования шва при электрошлаковой сварке сэлектромагнитным перемешиванием сварочной ванны, состоящее из ползуна с системойохлаждения и электромагнита, закрепляемогона поверхности ползуна.Сердечник электромагнита имеет П-образную форму с развитой по длине среднейчастью. Основания его полюсов устанавливаются в углубления на наружной поверхностиползуна. В средней части сердечника размещена обмотка из медной водоохлаждаемойтрубки, выводы которой могут быть,подключены непосредственно в сварочную цепь илик отдельному...
Устройство для контроля качества точеной контактной сварки по перемещению электрода сварочной машины

Номер патента: 692707
Опубликовано: 25.10.1979
Авторы: Аксельрод, Ибрагимов, Пантелеев
МПК: B23K 11/10
Метки: качества, контактной, перемещению, сварки, сварочной, точеной, электрода
...входят во Фрикционное зацепление. Включение электромагнита производится от схемы управления машины юа время протекания сварочного тока. При этом измерительный стержень,получив заданное перемещение, замыка ет контакты контактной группы, установленные с определенным зазором,соответствующим получению качественной сварки, После окончания сварочноготока они размыкаются, Аппарат АКС имеет логические элементы, которйефиксируют эти замыкания и дают команды на световую сигнализацию1 Качественная сваркафе или Непроварф,Установка индикатора на датчик такойконструкции не обеспечивает отсчетаперемещения из-за импульсного характера точечной сварки. Кроме того,после отключения сварочного тока ядро сварной точки уменьшается в объеме. Электрод...
Устройство для регулирования температуры вращающейся детали

Номер патента: 661521
Опубликовано: 05.05.1979
Авторы: Мондрус, Рабкин, Смагоринский, Фрадин, Шатохин
МПК: G05D 23/19
Метки: вращающейся, детали, температуры
...4 и 5. При этом в диагонали моста между точками в и г возникает напряжение,амплитуда которого и фаза зависят от величины разбаланса мостовой схемы, т. е.от разности сопротивлений термометра изадатчика. Фазочувствительный выпрямитель 12 выпрямляет это напряжение, ин 50тегрирует и усиливает его. Полярность итемп роста напряжения на выходе выпрямителя 12 определяются сигналом на его входе.Выходной сигнал выпрямителя 12 через регулятор мощности 14 воздействует на катушку нагревателя 15, увеличивая или уменьшаявеличину напряжения, подводимого к катушке. При этом в соответствии со знаком управляющего сигнала входе регулятора 14 из 4меняется (увеличивается или уменьшается) тепловой поток Я, направленный от нагревателя 14 в тело цилиндра....
Устройство для прерывистого вращения приводного ролика в контактных сварочных машинах

Номер патента: 124042
Опубликовано: 01.01.1959
Автор: Тазьба
МПК: B23K 11/06
Метки: вращения, контактных, машинах, прерывистого, приводного, ролика, сварочных
...шестерни 2, насаженной на рабочий вал сварочного ролика 1. Шестерня 2 поочередно сцепляется с двумя зубчатыми рейками 3 и 4, закрепленными на подвижной рамке б, выполненной в виде поршня, перемещающегося внутри пневматического цилиндра б. При поступательном движении рамки Б шестерня 2 сцепляется с одной из реек, например 8, а при возвратном движении - со второй рейкой, например 4. Поочередное сцепление реек с шестерней достигается поперечным перемещением пневматической си темы, осуществляемым с помощью вспомогательного приспособления 7, срабатывающего после каждого хода поршня, Таким образом за каждый полный цикл работы пневматической системы происходит два полных поворота рабочего вала.124042 Предмет изобретения 1Устройство для...
Предыдущий патент: Устройство для автоматического программного управления процессом контактной стыковой сварки оплавлением
Следующий патент: Источник питания для контактной сварки
Случайный патент: Способ обработки цементованных деталей