Способ измерения толщины стенкитрубы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
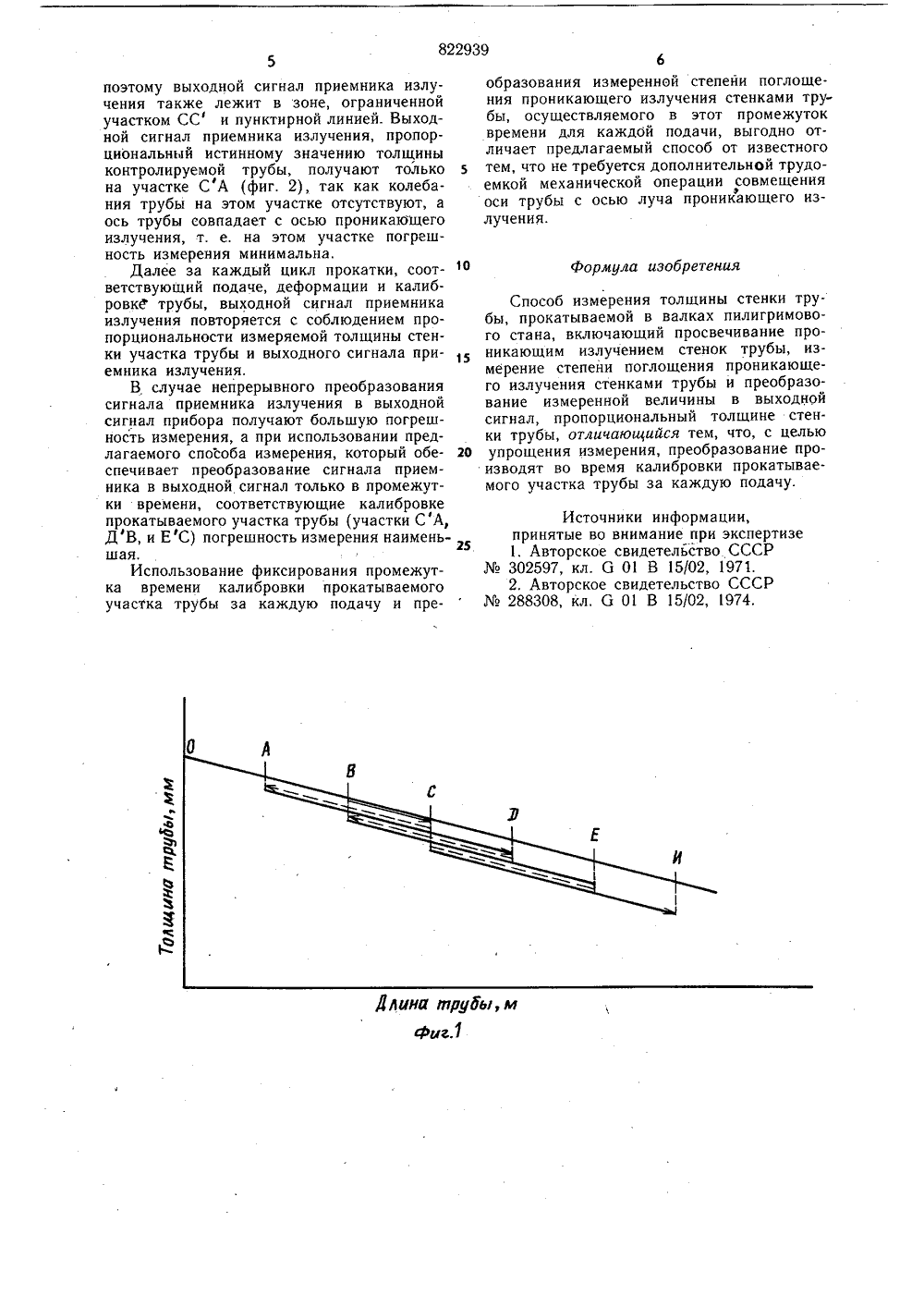
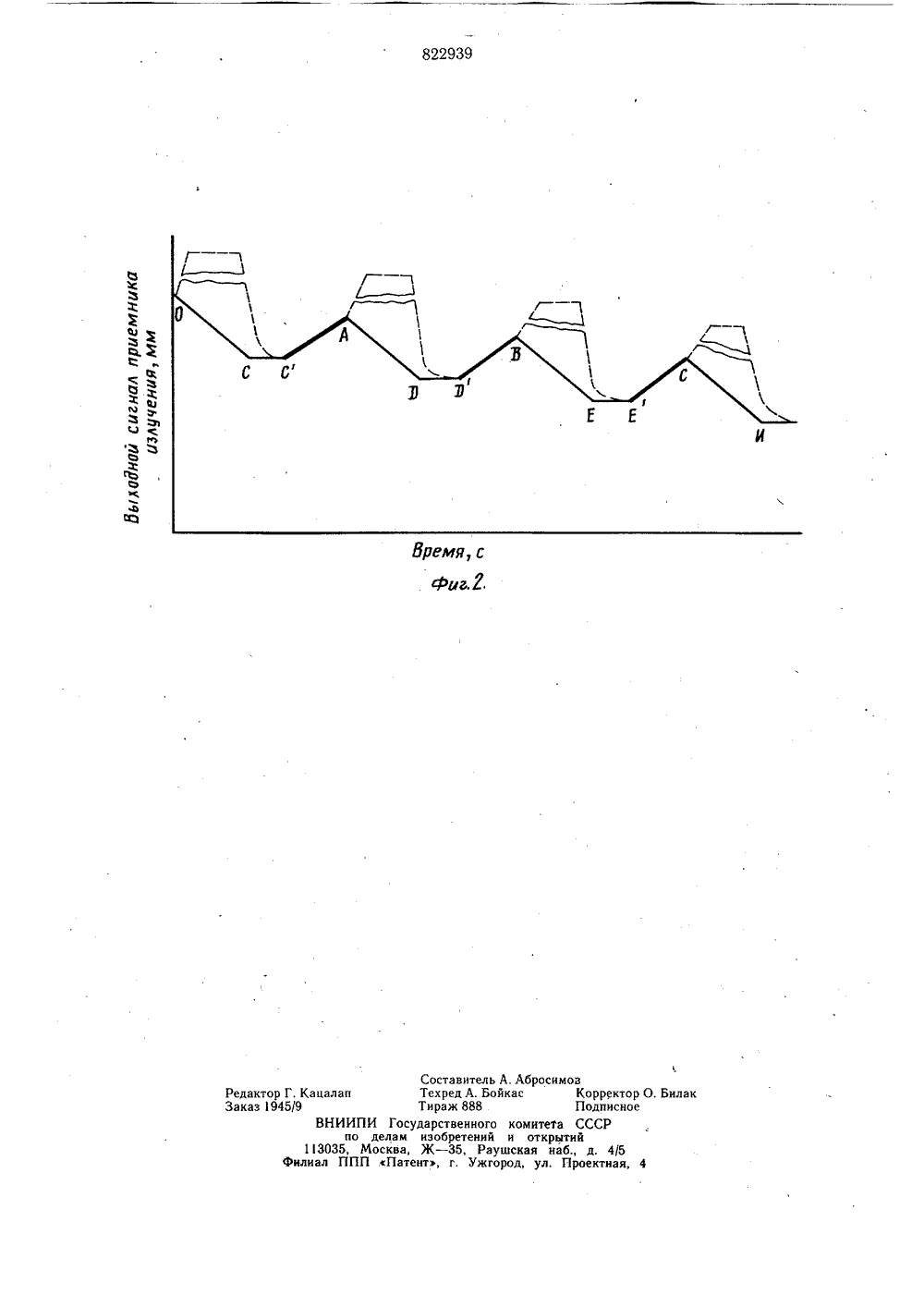
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскиСоциалистическиРеспублик а 822939(53) УДК 621.774. .7-531.2 (088.8) Опубликовано 23.04,81. Бюллетень 15 Дата опубликования описания 28.04,81 Е. М. Халамез, Б. Г, Барменков, В. В. Кудр А; С. Потанин, А. С, Ивахненко, В. Я., ДавН, И. Зеленый и Г. П, Меньшиков(54) СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЫ Изобретение относится к автоматизацйитрубопрокатного производства и можетбыть использовано на станах пилигримовойпрокатки,Известен способ контроля толщины трубы, по которому измеряют степень поглощения проникающего излучения двумя стенками трубы - просвечивание трубы черездве стенки по диаметру 1.Однако известный способ неприемлемдля контроля толщины стенки трубы, прокатываемой в валках пилигримового стана,так как ось трубы при прокатке на пилигримовом стане совершает колебания в разные стороны относительно оси прокатки,а длина прокатываемой трубы может достигать 40 м и более.Колебания оси трубы впроцессе ее прокатки относительно оси прокатки сказываются при контроле толщины по способу просвечивания трубы через две стенки по диаметру,т. е. смещение оси луча проникающего излучения относительно оси трубывследствие кривизны поверхности последней вносит погрешность в результате измерения тем большую, чем больше смещение осей. 2На практике измерение толщины трубыпо методу просвечивания через две стенки осуществляют либо во время транспортировки уже прокатанной трубы, но в этом случае теряется оперативность контроля толщины стенки, либопредварительно совместив ось излучения с осью трубы при помощи механических устройств.Известен способ контроля цилиндрических изделий, включающий просвечивание проникающим излучением стенок трубы, измерение степени поглощения проникающего излучения стенками трубы, преобразование измеренной величины в выходной сигнал, пропорциональный . толщине стенки трубы, содержащий операцию совмещения оси трубы с осью проникающего излуче ния 2 Однако измерять толщину стенки трубы,прокатываемой в валках пилигримового стана, сложно, так как совмещать механичес 2 о ким путем ось проникающего излучения сосью горячей трубы, диаметр которой 360 мм и более, колеблащейся с ускорениями в разные стороны, практически затруднительно.Цель изобретения - упрощение способа измерения толщины стенки трубы в процессе ее прокатки.Поставленная цель достигается тем, что в способе, включающем просвечивание проникающим излучением стенок трубы, измерение степени поглощения проникаюшего излучения стенками трубы и преобразование измеренной величины в выходной сигнал, пропорциональный толщине стенки трубы, фиксируют промежуток времени калибровки прокатываемого участка трубы за каждую подачу, преобразование измеренной степени поглощения проникаюшего излучения стенками трубы осуществляют только в этот промежуток времени для каждой подачи,Необходимость фиксирования промежутка времени калибровки прокатываемого участка трубы за каждую подачу и преобразования измеренной степени поглощения проникающего излучения в эти фиксируемые промежутки времени обусловлено особенностями пил игр имовой прокатки труб, заключающимися в возвратно-поступательном перемещении трубы, поворачиваемой на 90 при подаче, при этом колебания оси трубы относительно оси проникаюшего излучения носят циклический характер.Ось прокатанной части трубы находится ниже оси прокатки, так как дно выходного рольганга расположено ниже дна калибра валков в калибрующей части ручья. Поэтому при ускоренной подаче и повороте гильзы на 90 ось трубы описывает часть окружности относительно оси прокатки, труба при этом перемещается вперед. Затем происходит захват металла гребнем калибра ручья и осуществление основной деформации металла, при этом труба, прокатываясь в калибре валка, возвращается в сторону, обратную подаче, а колебания трубы принудительно затухают, так как конец гильзы и прокатываемая часть трубы, зажатая калибром валка, перемещаются по одной оси, а труба передвигается по выходному рольгангу пилигримового стана. На следующем этапе прокатки происходит калибровка прокатываемого участка трубы на калибруюшем участке ручья калибра валков. Колебания трубы в этот промежуток времени отсутствуют, труба также прокатывается в сторону, обратную подаче при этом ось трубы совпадает с осью рольганга пилигримового стана, а значит, и с осью луча проникающего излучения.Далее цикл прокатки повторяется с каждой последующей йодачей.На фиг. 1 изображен график изменения толщины стенки по длине трубы; на фиг. 2 - график изменения выходного сигнала приемника проникающего излучения в процессе непрерывного просвечивания соответствующих участков трубы. 4На фиг. 1 по оси ординат отложена толщина трубы, а по оси абсцисс - длина.На графике схематично изображен порядок следования луча проникаюшего излучения относительно трубы. Точка 0 соответствует началу участка трубы, просвечиваемому проникаюшим излучением в момент времени, соответствующий началу подачи, к концу подачи просвечивается участок трубы длиной ОС, Участок СА просвечивается при калибровке прокатываемого участка трубы, перемещающейся в направлении, обратном подаче. Затем участки АД, ВЕ и СИ просвечиваются проникающим излучением при последующих подачах, а участки ДВ, ЕС - при последуюших калибровках прокатываемых участков трубы.На фиг. 2 по оси ординат отложено значение выходного сигнала приемника излучения, а по оси абсцисс - время. Участки ОС, АД, ВЕ и СИ - изменение выход-.ного сигнала приемника излучения при просвечивании по диаметру участков трубы ОС, АД, ВЕ и СИ (фиг. 1), Участки СС, ДД и ЕЕ - значения выходного сигнала приемника излучения, полученного от просвечивания по диаметру трубы толшины 25 стенки на малом участке трубы. Размерыэтого просвечиваемого участка определяются исходя из соотношения скорости перемещения гильзы в сторону, обратную подаче, и скорости перемещения деформируемого участка трубы в сторону подачи, т. е. под лучом проникающего излучения в этот момент времени перемешается незначительная часть трубы. Участки СА, ДВ и ЕС - изменение выходного сигнала приемника излуз 5 чения при просвечивании участков трубыСА, ДВ и ЕС (фиг. 1) при калибровках прокатываемых участков трубы за последуюшие подачи.Пунктиром отмечены зоны возможныхзначений выходного сигнала приемника 4 в излучения, обусловленные колебаниямитрубы при просвечивании участков трубы за время подачи гильзы в валки пилигримового стана и времени основной деформации металла на прокатываемом участ ке трубы.Способ осуществляется следующим образом.За время подачи источником проникающего излучения просвечивается участок трубы ОС (фиг. 1). Выходной сигнал при емника излучения лежит в зоне, ограниченной участком ОС и пунктирной линией (фиг. 2). Затем на стане осуществляется основная деформация металла, гильза при этом перемещается в сторону, обратную подаче, а труба относительно измерителя толщины перемещается незначительно вследствие вытяжки прокатываемого участка трубы. Колебания трубы относительно оси .проникающего излучения еще сохраняются,822939 Формула изобретения на вруны,Фиг.1 поэтому выходной сигнал приемника излучения также лежит в зоне, ограниченной участком СС и пунктирной линией. Выходной сигнал приемника излучения, пропорциональный истинному значению толщины контролируемой трубы, получают только 5 на участке СА (фиг. 2), так как колебания трубы на этом участке отсутствуют, а ось трубы еовпадает с осью проникающего излучения, т. е, на этом участке погрешность измерения минимальна.Далее за каждый цикл прокатки, соответствующий подаче, деформации и калибровке трубы, выходной сигнал приемника излучения повторяется с соблюдением пропорциональности измеряемой толщины стенки участка трубы и выходного сигнала приемника излучения.В случае непрерывного преобразования сигнала приемника излучения в выходной сигнал прибора получают большую погрешность измерения, а при использовании предлагаемого способа измерения, который обе спечивает преобразование сигнала приемника в выходной сигнал только в промежутки времени, соответствующие калибровке прокатываемого участка трубы (участки СА, ДВ, и ЕС) погрешность измерения наименьшая.Использование фиксирования промежутка времени калибровки прокатываемого участка трубы за каждую подачу и преобразования измеренной степени поглощения проникающего излучения стенками трубы, осуществляемого в этот промежуток времени для каждой подачи, выгодно отличает предлагаемый способ от известного тем, что не требуется дополнительной трудоемкой механической операции совмещения оси трубы с осью луча проникающего излучения. Способ измерения толщины стенки трубы, прокатываемой в валках пилигримового стана, включающий просвечивание проникающим излучением стенок трубы, измерение степени поглощения проникающего излучения стенками трубы и преобразование измеренной величины в выходной сигнал, пропорциональный толщине стенки трубы, отличающийся тем, что, с целью упрощения измерения, преобразование производят во время калибровки прокатываемого участка трубы за каждую подачу. Источники информации,принятые во внимание при экспертизе1. Авторское свидетельСтво СССР302597, кл. 6 01 В 15/02, 1971.2, Авторское свидетельство СССР288308, кл. б 01 В 15/02, 1974,822939 емя,Редактор Г. КацалапЗаказ 1945/9ВНИИПИпо д13035, Мофилиал ППП СоставиТехредТираж 8Государствелам нзобретква, Ж - 35,Патент, г,тель А АбросимовА. Бойкас Корректор О. Билак88 Подписноенного комитета СССРений и открытийРаушская наб., д. 4/5Ужгород, ул. Проектная, 4
СмотретьЗаявка
2800772, 24.07.1979
УРАЛЬСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙИНСТИТУТ ТРУБНОЙ ПРОМЫШЛЕННОСТИ
ХАЛАМЕЗ ЕФИМ МЕНДЕЛЕВИЧ, БАРМЕНКОВ БОРИС ГРИГОРЬЕВИЧ, КУДРЯВЦЕВ ВИКТОР ВАСИЛЬЕВИЧ, ПОТАНИН АЛЕКСЕЙ СЕРГЕЕВИЧ, ИВАХНЕНКО АЛЕКСАНДР СТЕПАНОВИЧ, ДАВЫДОВ ВЛАДИМИР ЯКОВЛЕВИЧ, ЗЕЛЕНЫЙ НОАН ИОНОВИЧ, МЕНЬШИКОВ ГЕОРГИЙ ПАВЛОВИЧ
МПК / Метки
МПК: B21B 38/04
Метки: стенкитрубы, толщины
Опубликовано: 23.04.1981
Код ссылки
<a href="https://patents.su/4-822939-sposob-izmereniya-tolshhiny-stenkitruby.html" target="_blank" rel="follow" title="База патентов СССР">Способ измерения толщины стенкитрубы</a>
Устройство для автоматического регу-лирования толщины полосы ha станехолодной прокатки-волочения безохвата валков полосой

Номер патента: 801922
Опубликовано: 07.02.1981
Авторы: Губочкин, Иванов, Курошкин, Трусов
МПК: B21B 37/24
Метки: безохвата, валков, полосой, полосы, прокатки-волочения, регу-лирования, станехолодной, толщины
...и переднему натяжению соответ"3 ственно, 29- вход сигнала, пропорционального действительному значениюотклонения толщины полосы на выходеиэ очага деформации, 30 и 31 - узлысуммирования, 32 и 33 - входы сигналов, пропорциональных приращениювытяжки из переднего натяжения из-заналичия разнотолщинности полосы навходе в клеть,Устройство работает следуюцимобразом,45 Узлом 20 задания режимов прокатки задаются: величины давленияметалла на валки Р, переднье и заднеенатяжения Т 1 и Т 2, скорости ведущего и ведомого валков,. заданные значе 50 ния толщины полосы подката %ои выходе из клети Ь . Сигнал 26 заданиядавления металла на валки подаетсяна вход системы 3 управления нажимнымустройством через узел 13 сравнения.у Сигнал 27 пропорциональный...
Центрователь трубы по оси прокатки к стану поперечно винтовой прокатки ребристых труб

Номер патента: 706166
Опубликовано: 30.12.1979
Авторы: Варма, Вийк, Педас, Раушенбах, Стародубов, Ухов
МПК: B21H 3/00
Метки: винтовой, оси, поперечно, прокатки, ребристых, стану, труб, трубы, центрователь
...8, эаканчиваюцаяся приемным карманом 9.Кольцо 2 соединено с механизмом10 сведения и разведения рычагов и сего помощью может поворачиваться вокруг слоей оси. При этом рычаги 3, повоуачиваясь вокруг осей 4, одновремен"- но сводят или разводят диски б,Устройство работает следующим обРазом- ."1 ОВ исходном положении диски на всех="- "центрователях разведены. Прокатываемая труба, выходя из прокатного станаРвходит в зону ближайшего центрователя.В тот момент, когда конец оребренной трубы пройдет диски первого цент 15рователя, подается команда на сведениедисков .б. Сведение дисков производится механизмом 10, который, поворачивая кольцо 2 и через него рычаги 3,подводит дискй 6 до упора в межребер- оные впадины трубы.При этом труба,...
Устройство для моделирования процесса теплопередачи в теплообменном аппарате

Номер патента: 792268
Опубликовано: 30.12.1980
Авторы: Еременко, Иванов, Карасик, Соколов, Файкин
МПК: G06G 7/56
Метки: аппарате, моделирования, процесса, теплообменном, теплопередачи
...имитирует изменение ве. личины доли сечения теплообменного аппарата. занятого газообразной фазой двухфазного79226 0 20 25 ЗО 45 потока, и является также входом последующего модулирующего блока, При этом работа всех последующих моделирующих блоков устрой. ства будет осуществляться аналогично, а вы. ходные электрические сигналы И блока будут имитировать изменения соответственно температуры греющего теплоносителя скорости и доли сечения канала аппарата, занятого газообразной фазой двухфазного потока, на выходе из теплообменного аппарата. Кроме того, последние два сигнала подаются на вход умно- жителя 13 вычислительного блока, а его выходной электрический сигнал имитирует изменение расхода газообразной фазы и подается на вход квадратора 14...
Устройство для моделирования процесса теплопередачи в теплообменном аппарате

Номер патента: 1117664
Опубликовано: 07.10.1984
Авторы: Еременко, Карасик, Файкин
МПК: G06G 7/56
Метки: аппарате, моделирования, процесса, теплообменном, теплопередачи
...уси".лителя каждого предыдущего узла моделирования участка испарительной зоны воединен.с вторыми входами масштабного усилителя с диодом в цеци обратной связи и пятого операционного усилителя. последующего одноименного узлаг а вторые входы масштабного усилйтеля с диодом. в цепи обратнойсвязи и пятого операционного усилителя первого узла моделированияучастка испарительной зоны подключены к выходу шестого операционного усилителя последнего узла моделирования участка экономайзерной зоны, в узле моделирования участка перегревательной зоны выход первого операционного усилителя соединен с входом первого масштабного усилителяи первым полюсом Т-образного С-че- . тырехполюсника, второй выход которого соединен с первыми входами второго...
Устройство для дефектоскопии и измерения толщины стенок труб

Номер патента: 115740
Опубликовано: 01.01.1958
Авторы: Виниченко, Витько, Колбовский, Шапиро
МПК: G01B 15/02, G01N 23/06
Метки: дефектоскопии, стенок, толщины, труб
...24, под действием которого кронштейн 19 вместе с лодочкой 21 опускается под трубу, а затем пружинами 2 э возвращается в исходное положение.При дальнейшем движении трубы 1 ее левый конец проходит над электромагнитом 22, шарик падает в лодочку и удерживается в ней. иногда труба проходит дальше, она размыкает контакты 23, электромагнит перестает удерживать кронштейн и лодочку, и они снова поднимаются под действием пружины 2 б Вся установка вновь готова к действию. Для предохранения кронштейна и лодочки от перекосов служат напра- ляющие 27 и 28.Предмет изобретения1. Устройство для дефектоскопии и измерения толщины стенок труб путем просвечивания их излучениями радиоактивного препарата, помещенного внугри трубы и регистрации прошедшего...
Предыдущий патент: Устройство для измерения толщиныстенки трубы
Следующий патент: Способ определения контактнойповерхности очага деформации впроцессе прокатки
Случайный патент: Способ пригонки вставных колец седел клапанов в двигателях внутреннего сгорания