Способ вварки кругового элемента в оболочковую конструкцию
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 774867
Автор: Гущенский



Текст
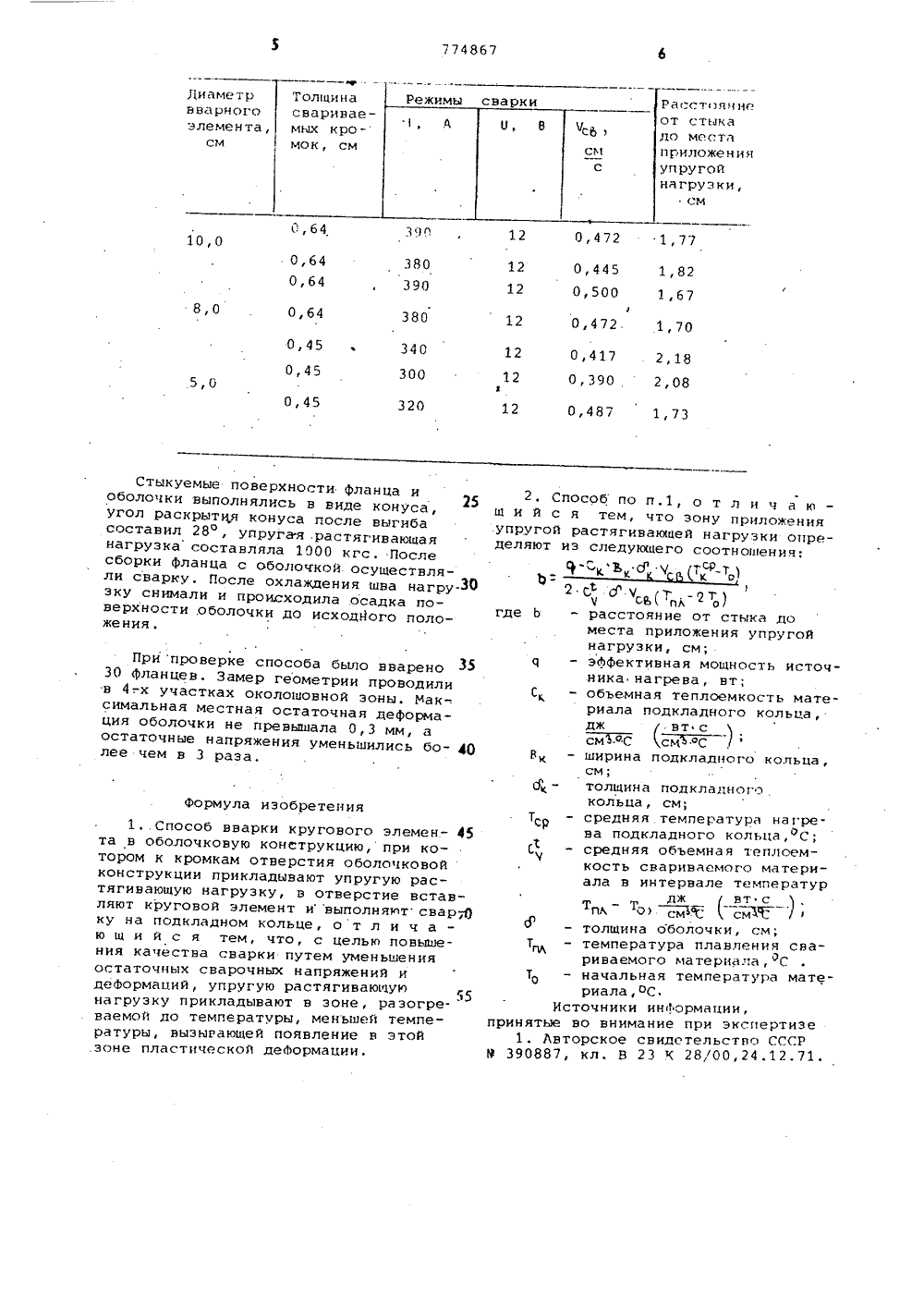
0 1.5 элемента, до ,смТолщина снариваемой 10,00 0,64 кромки У , см 20 390,012,00 0,500,472 3,00 2,00 5,30 фсР Чс Ь расстоянта прилозки, см;эффектинника нагобъемнаяриала поджсм "Сширина п от стыкния упру до месой нагру ь источая мощно ева, вт теплоемк кладного ь матльца тесдкладного 0,0080,00 ль подкладного кольца,20 70 20)2 О) 177 см Ь,ОЯ,о 0,472 О В 2,472 (5 ч сь расстояиложения упх ннарных определял о места п Аналогичноние от стыкаругой нагрузкэлементов,55 я друг а плавления сваматериала,ОС;температур, матеемперату инаемого ачальная нала вС,асчетон представлен Результав таблице. температура плавлениясвариваемого материала,С;Т - начальная температураматериала,ОС.На. Фиг.1 представлена схема сборки кругового элемента с оболочкой. перед снаркой на фиг,2 - геометрия оболочки после снарки по известному способу; на фиг.3 - геометрия оболочки после сварки по данному способу до снятия нагрузки на фиг,4 - геометрия оболочки после сварки по дан.ному способу и снятие нагрузки.Перед установкой нварного элемента 1 в отверстие оболочки 2, кромкиотверстия упруго выгибают специальным ныгибающим кольцом 3, к которомуприкладывают равномерную растягивающую нагрузку РЬ . Для сборки используют опорное кольцо 4 и подкладное кольцо 5.При сборке под сварку вварнойэлемент 1, подкладное кольцо 5, прижимная шайба б, болт 7, пружина 8 находятся на весу и удерживаются н оболОчке. эа счет конусной разделки сваринаемых кромок. После сборки выпол. няют .сварку кругового элемента с оболочкой и затем после полного охлаждения зоны сварки упругую нагрузку Р снимают.Место приложения нагрузки с достаточной для практических расчетов точностью определяют по Формуле толщинасм;средняя температура нагре ва подкладного кольца,ОС; средняя объемная теплоемкость свариваемого матери ала н интервале температудж /нт с Тгл ТО смЗоС смЪоС/ толщина свариваемого стык П р и м е р Опытная проверкаспособа проводилась с использованиемобразцов-фланцев диаметром 50 мм,80 мм и 100 мм из нагартованного(до 30) сплава АИгб при толщине снариваемой кромки 4,5 мм и 6,4 ми,Предварительный упругий выгиб кромок оболочки выполняли специальным выгибающим кольцом, внутренний диаметр которого больше диаметра отверстия на35 мм.Опорный прижим осуществлялиопорным кольцом с внутренним диаметром 250 мм. Подъем кромки после выгиба составлял 2,2-2,8 мм,Расчет расстояния от стыка,доместа приложения упругой нагрузкиосуществляли исходя .из следующих данных;Диаметр вварного Сварка аргоно-дуговая,1,АО,ВЭффективный коэффициентмощности дуги при аргонодуговой сварке, ,ЗСкорость сварки,Ч ,см/секСечение подкладногокольца, В , см,Ю , смОбъемная теплоемкостьстального кольца, Ск,джсЪ С35 Средняя объемная теплоемкость сплава АМгб винтервале температур,0 джТпл То) С съоССредняя температураподкладного кольца,Тср ОС (определяетсяэкспериментально ипри сварке внарныхэлементов из сплаваАМгб составляет 50-80 СТемпература плавлениясплава АМгб, Т,ОСНачальная температураматериала, Т ,Со774867 асстояннет стыка Диаметр вварного ест емента,см ени пругойагрузкисм 390 З 8 О 390,64 ,45 0,417 О,39 О зоо 487 1,7 5 поверхности олнялись в ви ия конуса пос упругая .рас тавляла 1000 а с Оболочкой сле охлажден и происходила лочки до исх2. Способ п ийся тем пругой растяг еляют из след9 кСтыкуемые оболочки вып угол раскрыт составил 28 нагрузкасос сборки фланц ли сварку, По эку снимали верхности .обо жения. ланца ие конуса,е выгибаягиваюшаягс. Послеосуществляя шва нагруосадка подйого поло 2 д ыло ввареноии проводилий эОны, йак-.ная деформаО,З мм, аньшились босточ 35 При30 флан в 4 х у симальн ция обо остаточ лее чем роверке способа ев. Замер геомет астках околошовн я местная остато очки не превышал ые напряжения ум в 3 раза. матеца льца ормула иэобретени гре ОС,) ОЕМ ери- атур ваатемации,ри экспертизеельство СССР8/00,24.12.71 Ист ые в Авто 87,рин 1,39081 Способ вварки кругового элемен. - 45та в оболочковую конструкцию, при котором к кромкам отверстия оболочковой конструкции прикладывают упругую растягивающую нагрузку, в отверстие вставляют круговой элемент ивыполняютсварЯ ку на подкладном кольце, о т л и ч а ю ш и и с я тем, что, с целью повышения качества сварки путем уменьшения остаточных сварочных напряжений и деформаций, упругую растягиваюцуюнагрузку прикладывают в зоне, раэогре- ваемой до температуры, меньшей температуры, выэырающей появление в этой зоне пластической деФормации. оп 1,отличаючто зону приложенияивающей нагрузки оиреуюшего соотношения:кк о 1 Ж )пло)расстояние от стыка доместа приложения упругойнагрузки, см,эффективная мошность иника нагрева, вт;объемная теплоемкостьриала подкладного кольдж вт с- ,тих Ьдзг - .)ширина подкладного косм;толщина подкладногэкольца, см;средняя температура нава подкладного кольца,средняя объемная тепл.кость свариваемого матала в интервале темпердж вт сТпл о) 3)толщина оболочки, см;температура плавления сриваемого материала, Стначальная температура мриала,ОС,очники индоро внимание ирское свидеткл. В 23 К 2774867 Риг. Теорет цческ Составитель Л.Назарор Г.улыбина Техред Ж.Кастелевич а Коррек Подписн Филиал ППП "Патент, г.ужгород, ул,Проектная,4 7616/19 Т ВНИИПИ Госуда по делам и 113035, Москва, раж 1160ственного комитета ССобретений и открытийЖ, Раушская наб.,
СмотретьЗаявка
2429612, 13.12.1976
ПРЕДПРИЯТИЕ ПЯ В-8597
ГУЩЕНСКИЙ АЛЕКСЕЙ СЕРГЕЕВИЧ
МПК / Метки
МПК: B23K 28/00
Метки: вварки, конструкцию, кругового, оболочковую, элемента
Опубликовано: 30.10.1980
Код ссылки
<a href="https://patents.su/4-774867-sposob-vvarki-krugovogo-ehlementa-v-obolochkovuyu-konstrukciyu.html" target="_blank" rel="follow" title="База патентов СССР">Способ вварки кругового элемента в оболочковую конструкцию</a>
Устройство для бесконтактного измерения преимущественно температуры вращающихся элементов машин

Номер патента: 773458
Опубликовано: 23.10.1980
Автор: Черкасов
МПК: G01K 13/08
Метки: бесконтактного, вращающихся, машин, преимущественно, температуры, элементов
...устройства.Устройство измерения параметроввращающихся элементов машин содержит вращающийся и неподвижный блоки,которые соответственно содержат датчик 1 измеряемого параметра, ограничительное сопротивление 2, индуктивность 3, варикап 4, фотоварикап 5, 15светодиод 6, неподвижную индуктивность 7, генератор 8 высокочастотных колебаний, фотосопротивление9, преобразователь 10 сопротивлениеток, регистратор 11 и светодиод 12, 2 ОУстройство работает следующимобразом.Вращающийся блок устройства представляет собой резонансный колебательный контур, собственная резонансная частота которого определяется индуктивностью 3, варикапом 2и фотоварикапом 4. Благодаря индук-тивной связи катушек 3 и 7 в контуре возбуждаются колебания частоты,...
Стенд для сборки, сварки и рулонирования стальных сферических оболочек

Номер патента: 522935
Опубликовано: 30.07.1976
Авторы: Дидковский, Летников, Модзелевский, Поповский
МПК: B23K 37/04
Метки: оболочек, рулонирования, сборки, сварки, стальных, стенд, сферических
...соответствующий центральному углу сектора планшайбы, образуя таким образом проем для установки контейнера 17 с полным набором секторных заготовок оболочки,В передней части стенда на опорах 18 закреплен приемный приводной барабан 19 длясворачивания сваренной сферической оболочки, состоящий из стержня 20, ось которогорасположена псрпендикулярно к продольнойоси стенда, и насаженных на стержень колец21, образующих веретенообразную поверхность, изометричную поверхности сферическойоболочки,Стенд снабжен обслуживающими площадками 22 и рабочей площадкой 23, на которойрасположена приводная лебедка 24, предназначенная для удержания конца оболочкипри ее сворачивании.Для выхода на ходовую площадку ригеляпредусмотрены лестницы 25. Ригель...
Способ сварки кругового элемента в оболочковую конструкцию

Номер патента: 572351
Опубликовано: 15.09.1977
Автор: Мамрыкин
МПК: B23K 28/00
Метки: конструкцию, кругового, оболочковую, сварки, элемента
...ввариваемого элемента, и после установки кругового элемента в отверстие перед сваркой растягивающую нагрузку снимают.Иа чертеже представлена схема сварки по предлагаемому способу, Сферическую оболочку 1 собиратот с фланцем 2 в специальном приспособлении, состоящем из штока 3, подкладного сварочного кольца 4, жесткой плиты 5,В процессе сборки под сварку отверстие в ооолочке 1 растягивают за счет упругого выгиба кромок на величину Л 0)0,5 мм, затем в деформированное отверстие вставляют фланец 2, изготовленный с плюсовым допуском по диаметру на 0,2 - 0,3 мм. После этого усилие, деформирующее отверстие, снимают, перемещая шток З,в обратном направлении, затем осуществляется обваривание шва.Перемещение оболочки ограничивается жесткой...
Способ определения температуры тепловыделяющего элемента топливной сборки

Номер патента: 795223
Опубликовано: 07.03.1982
МПК: G01N 25/00
Метки: сборки, температуры, тепловыделяющего, топливной, элемента
...до 7, причем макеты в позициях 1 - 7 расположены в модели в том же порядке, что и ТВЭЛ в по зициях 1 - 7 в топливной сборке. Далее вводят сокращение макет (ТВЭЛ) 1 вместо макет (ТВЭЛ) в позиции 1. Для удобства выкладок мощность элементарных источ ников и стоков тепла в эксперименте принимают за единичную и вводят следующие обозначения:1,;(г 1) - распределение температур наповерхности ТВЭЛ 1 от элементарного стока тепла единичной мощности, находящегося в точке 1 на поверхности этого ТВЭЛ; 10 распределение температур на поверхности ТВЭЛ от элементарного стока тепла, находящегося в точкена поверхности этого ТВЭЛ, при условии, что остальная поверхность ТВЭЛ изолирована. В нашем примере К 1 - 71 20 ж 1 1) распределение температур на...
Сборное покрытие зданий в виде оболочки гауссовой кривизны с двумя осями симметрии

Номер патента: 1127959
Опубликовано: 07.12.1984
МПК: E04B 7/08
Метки: виде, гауссовой, двумя, зданий, кривизны, оболочки, осями, покрытие, сборное, симметрии
...Поэтому в практике строительствапринято изготовлять элементы, образующие поверхность оболочки вправых и левых формах, располагая 15сборные элементы относительно осейсимметрии справа и слева 1 1Известны также покрытия в видеоболочек отрицательной гауссовойкривизны с прямолинейными краями 20и осями аимметрии, Соседние четверти покрытия, разделяемые осямисимметрии, также зеркальны и изготовление элементов для их выполнения аналогично с плитами положительйой гауссовой кривизны 12 3.Однако правые И левые сборныеэлементы для покрытий отличаютсяодин от другого геометрической формойи расположением закладных деталей,что является недостатком указанныхконструктивных решенйй, посколькунеобходимо изготавливать, сборныеэлементы каждого типа в...
Предыдущий патент: Устройство для регулирования величины деформации проводника при сварке
Следующий патент: Способ пайки деталей из разнородных материалов
Случайный патент: Устройство для сбора нерастворимых жидкостей с поверхности воды