Плашка для формирования резьбы методом пластического деформирования и способ ее изготовления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 742017
Авторы: Бескорсый, Гламазда, Драгомирецкий, Кириенко, Хмельницкий
Текст
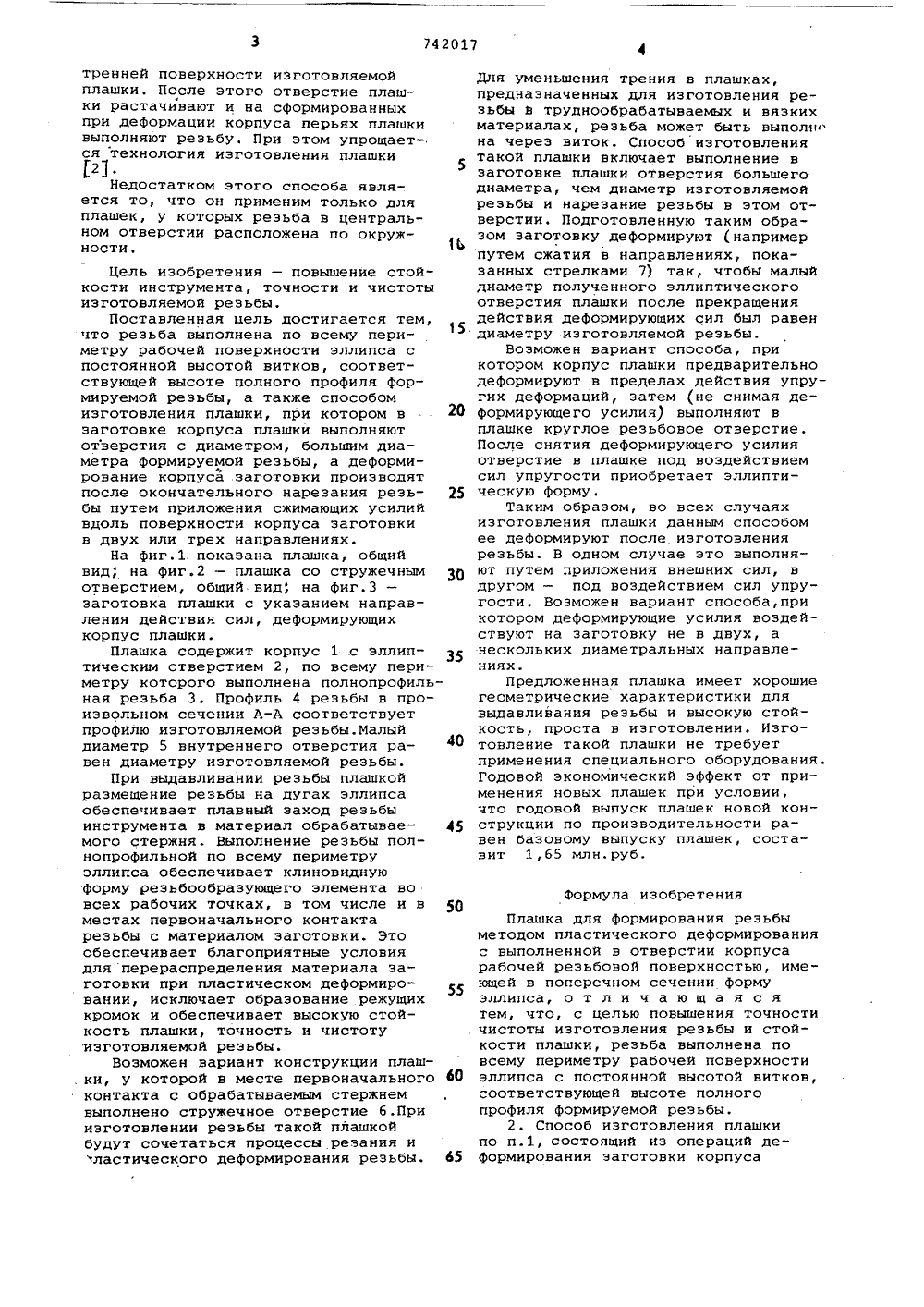
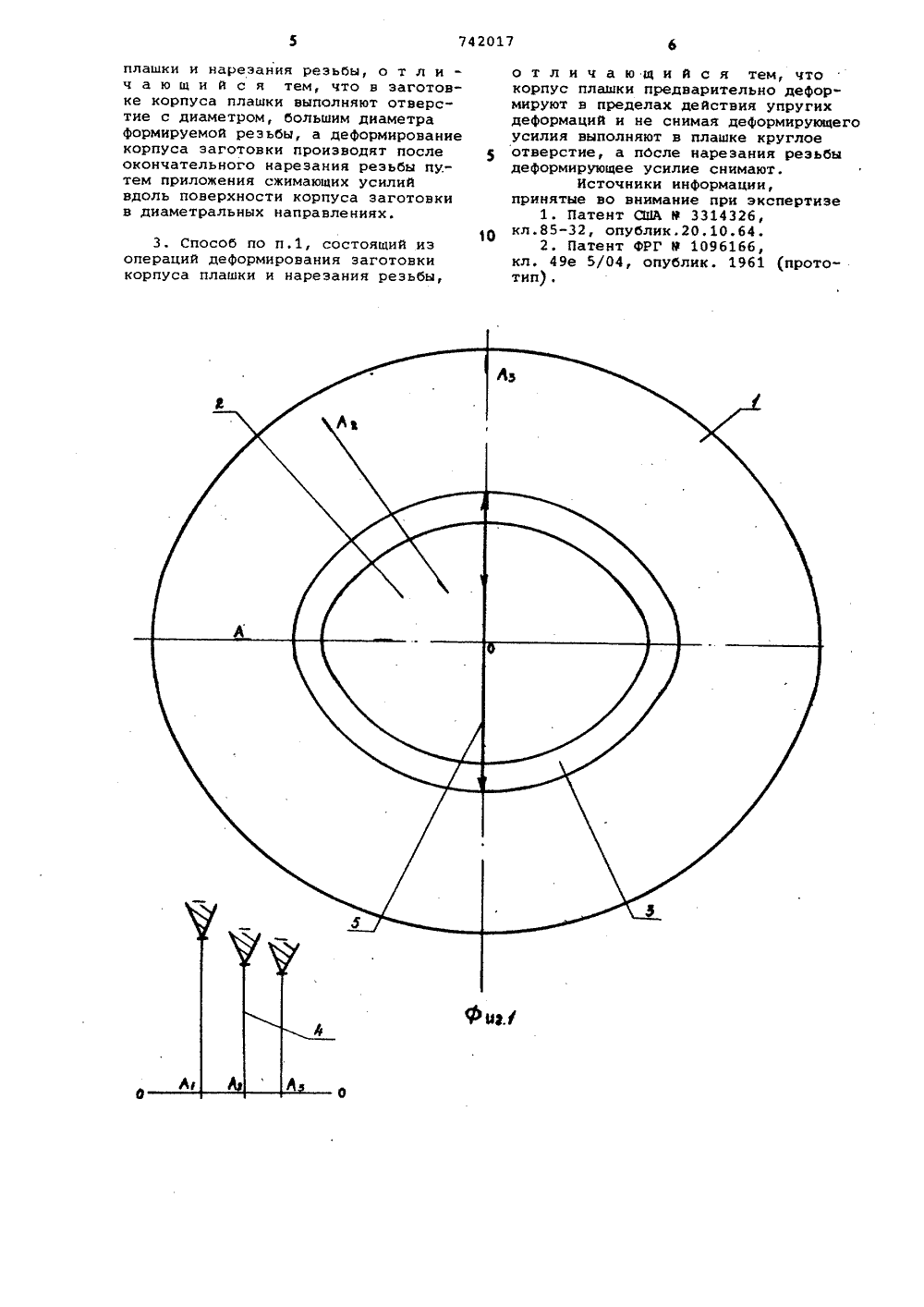
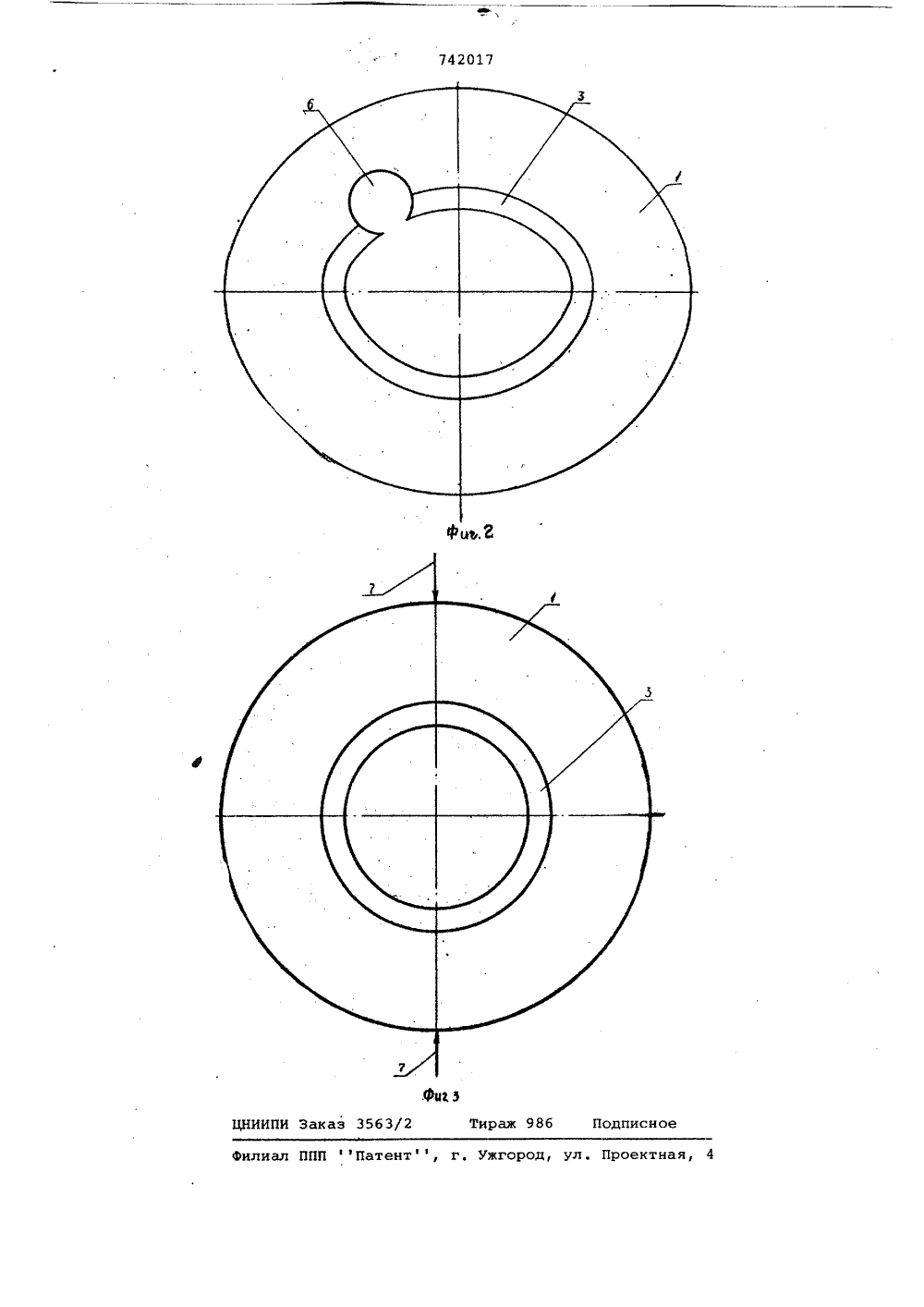
ОП. ИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(51)М. Кл. В 21 Н 3/06 Государственный комитет СССР но делам изобретений и открытий(088.8) Дата опубликования описания 250680(72) Авторы изобретения Н.Л.Хмельницкий,А.А.Драгомирецкий, Л,Д.Гламазда, А,А,Бескорсый и В.П,Кириенко Государственный Союзный Харьковскийинструментальный завод(71) За яв ител ь(54) ПЛАШКА ДЛЯ ФОРМИРОВАНИЯ РЕЗЬБЫ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ бы 11 25Недостатком указанной гайки является то, что такой инструмент можетиспользоваться только однократно,так как резьба во всех сечениях,кроме сечения, проходящего через 30 Изобретение относится к обработке йеталлов давлением, а именно к инструментам для образования резьбы методом пластической деформации и к способам изготовления этих инструментов.Известен инструмент для накатывания резьбы методом пластической деформации, содержащей резьбу, расположенную на дугах эллипса. Резьба в инструменте выполнена в виде резьбовых сегментов, причем имеет полный профиль только в сечении, проходящем по малому диаметру эллипса, а на концах сегментов вершины резьбы постепенно сходят на уровень впадин. Участки отверстия, прилегающие к большому диаметру эллипса, не имеют резьбы. Эллипсовидная форма резьбы обеспечивает возможность плавного захода и, следовательно, возможность создания благоприятных условий для пластического деформирования резьмалый диаметр эллипса, имеет формутрапеций, острые кромки которых,образованные пересечением малогооснования и боковых сторон трапеций,будут при образовании резьбы сниматьстружку, В связи с отсутствием вблизи зоны резания полостей в которыемогла бы отводиться стружка, онаспрессовывается в резьбе между инструментом и обрабатываемой деталью,что деформирует резьбу как на инструменте, так и на обрабатываемойдетали, Кроме того, процесс пластического деформирования материалазаготовки начинается на трапецеидальных участках резьбы инструмента,имеющих отрицательный передний угол,При этом формообразование резьбыпроисходит за счет сжатия и сколаматериала, что снижает точность ичистоту изготовляемой резьбы. Известен также способ изготовления плашки, состоящий из операций деформирования заготовки корпуса плашки и нарезания резьбы, по которому заготовку корпуса плашки, имеющую форму кольца, деформируют так, чтобы внутренняя поверхность кольца приняла форму, близкую к форме внутренней поверхности изготовляемой плашки. После этого отверстие плашки растачивают и на сформированных при деформации корпуса перьях плашки выполняют резьбу. При этом упрощается технология изготовления плашки 2.Недостатком этого способа является то, что он применим только для плашек, у которых резьба в центральном отверстии расположена по окружности,Цель изобретения - повышение стойкости инструмента, точности и чистотыизготовляемой резьбы,Поставленная цель достигается тем,что резьба выполнена по всему периметру рабочей поверхности эллипса спостоянной высотой витков, соответствующей высоте полного профиля формируемой резьбы, а также способомизготовления плашки, при котором в 20заготовке корпуса плашки выполняютотверстия с диаметром, большим диаметра формируемой резьбы, а деформирование корпуса заготовки производятпосле окончательного нарезания резьбы путем приложения сжимающих усилийвдоль поверхности корпуса заготовкив двух или трех направлениях.На фиг.1 показана плашка, общийвид, на фиг.2 - плашка со стружечнымотверстием, общий вид, на фиг,Ззаготовка плашки с указанием направления действия сил, деформирующихкорпус плашки.Плашка содержит корпус 1 .с эллиптическим отверстием 2, по всему периметру которого выполнена полнопрофильная резьба 3. Профиль 4 резьбы в произвольном сечении А-А соответствуетпрофИлю изготовляемой резьбы.Малыйдиаметр 5 внутреннего отверстия равен диаметру изготовляемой резьбы.При выдавливании резьбы плашкойразмещение резьбы на дугах эллипсаобеспечивает плавный заход резьбыинструмента в материал обрабатываемого стержня. Выполнение резьбы полнопрофильной по всему периметруэллипса обеспечивает клиновиднуюформу реэьбообразующего элемента вовсех рабочих точках, в том числе и в 5 Оместах первоначального контактарезьбы с материалом заготовки. Этообеспечивает благоприятные условиядля перераспределения материала заготовки при пластическом деформировании, исключает образование режущихкромок и обеспечивает высокую стойкость плашки, точность и чистотуизготовляемой резьбы.Возможен вариант конструкции плаш. ки, у которой в месте первоначального 60контакта с обрабатываемым стержнемвыполнено стружечное отверстие 6.Приизготовлении резьбы такой плашкойбудут сочетаться процессы резания иластического деформирования резьбы. 65 Для уменьшения трения в плашках, предназначенных для изготовления резьбы в труднообрабатываемых и вязких материалах, резьба может быть выполнс на через виток. Способ изготовления такой плашки включает выполнение в заготовке плашки отверстия большего диаметра, чем диаметр изготовляемой резьбы и нарезание резьбы в этом отверстии, Подготовленную таким образом заготовку деформируют (например путем сжатия в направлениях, показанных стрелками 7) так, чтобЫ малый диаметр полученного эллиптического отверстия плашки после прекращения действия деформирующих сил был равен диаметру изготовляемой резьбы.Возможен вариант способа, при котором корпус плашки предварительно деформируют в пределах действия упругих деформаций, затем (не снимая деформирующего усилия) выполняют в плашке круглое резьбовое отверстие, После снятия деформирующего усилия отверстие в плашке под воздействием сил упругости приобретает эллиптическую форму.Таким образом, во всех случаях изготовления плашки данным способом ее деформируют после изготовления резьбы. В одном случае это выполняют путем приложения внешних сил, в другом - под воздействием сил упругости. Возможен вариант способа,при котором деформирующие усилия воздействуют на заготовку не в двух, а нескольких диаметральных направлениях.Предложенная плашка имеет хорошие геометрические характеристики для выдавливания резьбы и высокую стойкость, проста в изготовлении. Изготовление такой плашки не требует применения специального оборудования. Годовой экономический эффект от применения новых плашек при условии, что годовой выпуск плашек новой конструкции по производительности равен базовому выпуску плашек, составит 1,65 млн.руб. формула изобретенияПлашка для формирования резьбыметодом пластического деформированияс выполненной в отверстии корпусарабочей реэьбовой поверхностью, имеющей в поперечном сечении формуэллипса, о т л и ч а ю щ а я с ятем, что, с целью повышения точностичистоты изготовления резьбы и стойкости плашки, резьба выполнена повсему периметру рабочей поверхностиэллипса с постоянной высотой витков,соответствующей высоте полногопрофиля формируемой резьбы,2. Способ изготовления плашкипо п.1, состоящий из операций деформирования заготовки корпусаплашки и нареэания резьбы, о т л ич а ю щ и и с я тем, что в заготовке корпуса плашки выполняют отверс"тие с диаметром, большим диаметраформируемой резьбы, а деформированиекорпуса заготовки производят послеокончательного нареэания резьбы пу.тем приложения сжимающих усилийвдоль поверхности корпуса заготовкив диаметральных направлениях. 3. Способ по п.1, состоящий из операций деформирования заготовки корпуса плашки и нареэания резьбы,о т л и ч а ю щ и й с я тем, чтокорпус плашки предварительно деформируют в пределах действия упругихдеформаций и не снимая деформирующегоусилия выполняют в плашке круглоеотверстие, а пОсле нарезания резьбыдеформирующее усилие снимают.Источники информации,принятые во внимание при экспертизе1. Патент США В 3314326,кл.85-32, опублик.20.10.64.2. Патент ФРГ Ю 1096166,кл. 49 е 5/04, опублик. 1961 (прототип),
СмотретьЗаявка
2644904, 17.07.1978
ХАРЬКОВСКИЙ ИНСТРУМЕНТАЛЬНЫЙ ЗАВОД
ХМЕЛЬНИЦКИЙ НАУМ ЛЬВОВИЧ, ДРАГОМИРЕЦКИЙ АНАТОЛИЙ АНТОНОВИЧ, ГЛАМАЗДА ЛЕОНИД ДМИТРИЕВИЧ, БЕСКОРСЫЙ АЛЕКСАНДР АЛЕКСЕЕВИЧ, КИРИЕНКО ВИКТОР ПАВЛОВИЧ
МПК / Метки
МПК: B21H 3/06
Метки: деформирования, методом, пластического, плашка, резьбы, формирования
Опубликовано: 25.06.1980
Код ссылки
<a href="https://patents.su/4-742017-plashka-dlya-formirovaniya-rezby-metodom-plasticheskogo-deformirovaniya-i-sposob-ee-izgotovleniya.html" target="_blank" rel="follow" title="База патентов СССР">Плашка для формирования резьбы методом пластического деформирования и способ ее изготовления</a>
Способ определения коэффициента контактного трения при пластическом деформировании заготовки

Номер патента: 1303903
Опубликовано: 15.04.1987
Авторы: Жвик, Покрас, Тарасов, Янченко
МПК: G01N 19/02
Метки: деформировании, заготовки, контактного, коэффициента, пластическом, трения
...инструменту, Приводят во вращение обойму со скоростью, равной осевой скорости скольжения деформированной части заготовки относительно калибрующего инструмента перед остановкой. При этом скорость рассчитывается из условия равенства объемов металла до и после деформации. Измеряют по меньшей мере дважды крутящий момент на калибрующем инструменте, а коэффициент контактного трения определяют по формуле соответственно, крутящий момент и осевое усилие на деформируемом инструменте;коэффициент пропорциональности, соответствующий изменению длины деформированной части заготовки за Эксперименты проводились на испытательной машине, позволяющей производить дорнование при одновремен ном поступательном и вращательномдвижении инструмента, а также...
Прибор для определения силы трения при пластическом деформировании

Номер патента: 260941
Опубликовано: 01.01.1970
Автор: Дрощинский
МПК: B23K 37/00, G01N 19/02, G01N 3/28
Метки: деформировании, пластическом, прибор, силы, трения
...того, прибор содержит устройство для регистрации смещения раздвижных элементов.Предлагаемый прибор отличается от известного тем, что элемент, воспринимающий усилие, выполнен в виде валка, раздвижные элементы - в виде охватывающих валок полуколец, скрепленных попарно, тела вращения - в виде шариков, а углубления выполнены сферическими, Коэффициент трения рассчитывается по формуле, приведенной ниже. Эти отличия создают условия для определения силы трения при пластическом деформировании,На фиг. 1 изображен описываемый прибор, продольный разрез; на фиг. 2 - схема взаимного расположения полукольца и валка при смещении в окружном направлении; на фиг. 3 - то же, в осевом направлении. опору, на которую устамый образец (на чертеже 1, полукольца...
Прибор для измерения силы трения при пластическом деформировании материала

Номер патента: 262461
Опубликовано: 01.01.1970
Автор: Дрощинский
МПК: G01N 19/02
Метки: деформировании, пластическом, прибор, силы, трения
...чертеже не показана), на которую устанавливается испытуемый образец 1, боек, выполненный в виде двух раздвижных в плоскости, параллельной плоскости опоры, плиток 2 и 3, через который на образец от силовозбудителя (на чертежах не показан) передается нагрузка, устройство 4 для регистрации смещения раздвижных плиток, плитку б и ролики б, Плитка б установ лена над плитками 2 и 3, причем во всехплитках на противолежащих сторонах выполнены продольные канавки 7, в которых размещены ролики б, имеющие радиус г меньше радиуса канавок Р, глубина которых меньше 10 диаметра роликов.Прибор работает следующим образом.Прибор устанавливают на образец 1 такимобразом, чтобы плоскость соприкосновения плиток 2 и 3 совпадала с осью симметрии об разца. В...
Плашка для получения наружной резьбы

Номер патента: 406610
Опубликовано: 01.01.1973
МПК: B21H 3/06
Метки: наружной, плашка, резьбы
...вид; на фпг. 2 - разрез по А - А на фиг. 1.Корпус 1 резьбонакатной плашки имеет центральное отверстие 2 для заготовки, вокруг которого выполнены отверстия, каждое из которых снабжено сквозной резьбой для ввинчивания резьбонакатных роликов 3 с заборной частью 4. Витки резьбы отверстия смещены в осевом направлении относительно друг друга нпую - -, где 5 - шаг резьбы г о отверстий под ролики 3, Вытвердых износостойких материа- Х 12 М, ВК 2, ВК 4, резьбонакатфиксируются от проворота стоентамн в виде винта 5 и сухари. ка б, Последний выполнен нз пластического металла для обеспечения возможно большей площади контакта с витками резьбы ролика .1.Резьбонакатпый ролик У снабжен шлицем 7, в который вставляется отвертка (гга чертеже пе показана),...
Плашка для получения наружной резьбы

Номер патента: 489571
Опубликовано: 30.10.1975
МПК: B21H 3/04
Метки: наружной, плашка, резьбы
...закрепленными на корпусе плашки со стороны заборной части роликов, при этом режущие кромки резцов установлены на юикний предел допуска наружного диаметра получаемой резьбы.На фиг. 1 показана предлагаемая плашка, вид спереди; на фиг. 2 - то же, вид сбоку.В корпусе 1 плашки имеются резьбовые отверстия, куда ввинчиваются ролики 2. Резьба под ролики смещена так, что она сопрягается с накатываемой резьбой заготовки, Между роликами со стороны захода заготовки на корпу се установлены плоскпс резцы 3, которые прикреплены к корпусу винтами 4, а от проворота пх вокруг винта 4 удерживают ролики. Режущие кромки резцов 3 установлены 5 на нижний предел допуска наружного диаметра с/ накатываемой резьбы.Ролики по наружному диаметру...
Предыдущий патент: Станок для прокатки кольцевых изделий
Следующий патент: Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления
Случайный патент: Узел разветвления безнапорного туннеля