Установка для сборки и разборки резьбовых соединений
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 561651
Авторы: Боднар, Королева, Мельницкая, Обловатная, Примоленный, Фучила




Текст
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 11 56 65 Соаэ Советских Соииэлиетических Республик(51) М. Кл." В 23 Р 19/06 Государственный комитет (23) Приоритет Сеоета Министоов ССС ив делам изобретений Опубликовано 15.06.77, Бюллетень ЬЪ 2 Дата опубликования описания 13.07.77(54) УСТАНОВ к технологическомупроизводства и и разборки резьботруб нефтяного соркрепления соединиых замков или соеильных или обсадубных баз буровых сбор,ки б нефт нг, нагр ханиче и разоорки ного сортаеватель соекие ключи,для нагревания буиндукционный наовлен в стороне отдвижения труо, тательные детали, пав его полости устатся в вертикальномбурильных замков при помощи которо- в нагреватель и посместу сборки, где в осущсствлястся ручтрубой, что снижает са,ляется вышен 1(72) Авторы изобретения И. П, Фуч Изооретение относитсяоборудованию сборочногопредназначено для сооркивых соединений, напримертамента, в частности длятельных деталей (бурильндинительных муфт) на бурных трубах в условиях трпредприятий.Известна установка длярезьбовых соединений трмента, содержащая рольгадинительных деталей, мманипуляторы и зажим.В известной установкерильных замков примененгреватель, который устанрольганга, т. е. вне линииким образом, что соединипример бурильные замки,навливаются и нагреваюположении. Для переносаиспользуют манипулятор,го замок устанавливаетсяле нагрева переносится кподвешенном состоянии,ное свинчивание замка спроизводигельность процеЦелью изобретения я вательская лабораторияного объединения иефтянУкрнефть СБОРКИ И РАЗБОРКИ РЕЗЬБОВЫХСОЕДИНЕНИЙ производительности установки за счет механи зации процесса сборки и разборки в потоке.Указанная цель достигается за счет того,что в установке нагреватель выполнен со сквозной полостью нагрева, ось которой совпадает с осью перемещения трубы по рольгангу, причем нагреватель размещен между зажимами, а каждый манипулятор содержит приемный лоток, снабженный приводом, и каретку, 11 содержащую сменный палец, несущая поверхность которого выполнена по профилю и размерам подобной внутренней поверхности соединительной детали.На фиг. 1 показана установка, общий вид;15 на фиг. 2 - то же, вид сверху; на фиг, 3 -вид по стрелке Л на фиг. 1; на фиг. 4 - узел 1 на фиг. 1; на фиг. 5 - вид по стрелке Б на фиг, 3; на фиг. 6 - вид по стрелке В на фиг.3.Установка состоит из индукционного нагре 2 д вателя 1, который служит для нагревания соединительных деталей, например бурильных замков 2, рольганга 3, используемого для транспортировки трубы 4 с одной технологической позиции на другую, зажимов 5 и б, ме ханических ключей 7 и 8 и манипуляторов 9 и10, которые принимают участие в работе в зависимости от положения бурильной трубы 4 относительно нагревателя 1. Зажимы 5 и 6 расположены в непосредственной близости от,нагревателя 1 по обе стороны от него и служат для центрирования бурильных замков 2 при их нагревании в нагревателе 1 и для удержания их от проворачивания при выполнении операций свинчивания или развинчивания. Механические ключи 7 и 8 обеспечивают вращение бурильной трубы 4 и создают необходимый крутящий момент при свинчивании бурильного замка 2 (ниппеля или муфты) с трубой 4 или при их развинчивании. Манипуляторы 9 и 10 предназначены для автоматической подачи бурильного замка 2 в индукционный ,нагреватель 1 из магазинов 11 и 12 при выполнении операции свинчивания или удаления замка 2 из нагревателя 1 после развинчивания. Для обеспечения индукционного нагревателя 1 необходимым питанием в установке используется силовой трансформатор 13.Для установления дистанционного управления механизмами установки служит пульт 14 управления и контроля. Манипулятор 9 содержит каретку 15, которая имеет возможность перемещаться по направляющим 16 при помощи электродвигагеля 17 и ходового винта 18.Каретка 15 в свою очередь снабжена сменным пальцем 19, который укреплен на подвижной штанге 20, имеющей, возможность при помощи пневмоцилиндра 21 опускаться и подниматься в заданное положение. Манипулятор 10 состоит из тех же элементов.Несущая рабочая поверхность сменного пальца 19 выполнена по профилю и размерам аналогичной части внутренней поверхности бурильного замка 2, что исключает продольное относительное самопроизвольное перемещение замка 2 и пальца 19 при движении каретки. Фиксированное положение замка 2 на пальце 19 необходимо для обеспечения точного задан,ного положения замка 2 в нагревателе 1 и зажиме 5 или б при выполнении операции по свинчиванию. Манипуляторы 9 и 10 каждый снабжен приемным лотком 22, прикрепленным шарнирно к наклонному столу 23 магазина 11 или 12 соответственно. Приемный лоток 22 соединен посредством штока 24 с пневмоцилиндром 25, что позволяет перемещать лоток 22 вверх - вниз,Зажим 5 установлен, неподвижно в непосредственной близости от нагревателя 1, а зажим бкоторый смонтирован с противоположной стороны нагревателя 1, установлен на направляющих 26 и при помощи ходового винта 27, снабженного рукояткой 28, имеет возможность перемещаться вдоль этих направляющих. Такое перемещение зажима 6 необходимо для обеспечения замены нагревателя 1 с одними размерами на аналогичный с другими размерами, при этом выдерживается заданное расстояние между нагревателем 1 и зажимом 6. Различные размеры нагревателя 1 обусловлены разными типоразмерами нагреваемых бурильных замков 2 или других соединительных деталей. Для нагревания всех типоразмеров бурильных замков 2 достаточно иметь в установке два-три типоразмера нагревателей 1. 5 1 О 15 20 25 30 35 40 45 50 55 60 65 4Установка работает следующим образом.Труба 4 по рольгангу 3 поступает в зону действия механизмов установки таким образом, что ее замок 2 входит в нагреватель 1, который включается в систему электропитания через силовой трансформатор. После нагрева замка 2 до заданной температуры включается механический ключ 7 или 8, который производит развинчивание резьбового соединения между замком 2 и трубой 4. Одновременно с включением нагревателя 1 включается зажим 6 или 5, который удерживает и центрирует замок 2 при его нагревании в полости нагревате. ля 1 и удерживает его от проворота при работе механического ключа в режиме развинчивания.Одновременно с включением в работу меха нического ключа включается пневмоцилиндр 21, и сменный палец 19 на подвижной штанге 20 опускается в заданное положение, т. е. палец 19 устанавливается по оси движения трубы 4 или по оси замка 2, расположенного в нагревателе. Сразу же после опусканияпальца 19 в указанное положение включается электродвигатель 17, который вращает ходовой ,винт 18 и перемещает каретку 15 по направляющим 16 до тех пор, пока палец 19 не войдет в полость замка 2. После выполнения раскручивания зажим 6 или 5 освобождает замок 2. и он принимается пальцем 19, Далее включается реверс электродвигателя 17, и каретка 15, удаляясь от зажима, выносит замок 2 из нагревателя 1 и зажима и, оставив замок 2 в приемном лотке 22,:возвращается в верхнее исходное положение. 11 осле этого механичес,кий ключ освобождает трубу 4 и последняя по рольгангу 3 поступает в следующее рабочее положение, в котором в нагреватель 1 входит оставшийся неразвинченный замок 2. В дальнейшем работа установки повторяется, но при этом работают другие механический ключ, зажим и манипулятор.В режиме навинчивания бурильных замков 2 на трубы 4 принимают участие в работе те же механизмы установки, что и при развинчивании. При этом бурильный замок 2 по наклонному столу 23 поступает в приемный лоток 22, который в это время находится в верхнем поднятом положении, при котором ось находящегося на нем замка 2 совпадает с осью полости нагревателя 1, зажимов 5 и 6 и трубы 4. После того, как замок 2 займет положение в лотке 22, опускается палец 19, и каретка 15 вводит его в полость этого замка 2. После этого лоток опускается в,нижнее положение, и замок 2 повисает на профильной поверхности пальца 19, чем достигается фиксированное продольное положение замка 2 на пальце 19. Так как продольное перемещение и опускание каретки 15 имеет возможность регулироваться, а палец 19 заменяется для работы с заданным типоразмером замка 2 или ему близкими, то все это обеспечивает точную как в продольном, так и в осевом направлениях подачу замка 2 в нагреватель 1 и зажим, а также даетвозможность дистанционно управлять и переходить на автоматический режим работы исполнительных механизмов установки.После того, как замок 2 займет заданное положение в нагревателе 1, включаются зажим, питание нагревателя 1 и приводы для возвращения каретки 15 в верхнее исходное положение, а лотка 22 - в крайнее нижнее положение, чтобы обеспечить свободное перемещение трубы 4 по рольгангу 3. Как только температура замка 2 достигнет заданной, труба 4 по рольгангу 3 перемещается до соприкосновения с нагретым замком 2 и в работу включается механический ключ, который производит свинчивание трубы 4 с замком 2.После этого зажим и ключ освобождают трубу 4 и последняя по рольгангу 3 транспортируется в следующее рабочее положение, где работа механизмов установки по свинчиванию следующего резьбового соединения повторяется.Формула изобретения 5 Установка для сборки и разборки резьбовыхсоединений, например труб нефтяного сортамента, содержащая рольганг, нагреватель соединительных деталей, механические ключи, манипуляторы и зажимы, о т л и ч а ю щ а я с я 10 тем, что, с целью повышения производительности, нагреватель выполнен со сквозной полостью нагрева, ось которой совпадает с осью перемещения трубы, причем нагреватель расположен между зажимами, а каждый манипу лятор содержит примный лоток, снабженныйприводом, и каретку, содержащую сменный палец, несущая поверхность, которого выполнена по профилю и размерам подобной внутренней поверхности соединительной детали,561651 Ф 1 Сг. 8 Угп 1 Котова 1(орректо ПодписиСССР 1 зд. М 506 Тираж Государственного комитета Совета по делам изобретений и откры 13035, Москва, К.35, Раушская на
СмотретьЗаявка
2197174, 08.12.1975
ЦЕНТРАЛЬНАЯ НАУЧНО-ИССЛЕДОВАТЕЛЬСКАЯ ЛАБОРАТОРИЯ ГОСУДАРСТВЕННОГО ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ "УКРНЕФТЬ"
ФУЧИЛА ИВАН ПЕТРОВИЧ, ПРИМОЛЕННЫЙ ЮРИЙ ВАСИЛЬЕВИЧ, КОРОЛЕВА ИРИНА ПЕТРОВНА, БОДНАР ВЛАДИМИР МИХАЙЛОВИЧ, МЕЛЬНИЦКАЯ НИНА ИВАНОВНА, ОБЛОВАТНАЯ ЛЮДМИЛА МИХАЙЛОВНА
МПК / Метки
МПК: B23P 19/06
Метки: разборки, резьбовых, сборки, соединений
Опубликовано: 15.06.1977
Код ссылки
<a href="https://patents.su/4-561651-ustanovka-dlya-sborki-i-razborki-rezbovykh-soedinenijj.html" target="_blank" rel="follow" title="База патентов СССР">Установка для сборки и разборки резьбовых соединений</a>
Нагреватель типа “труба в трубе

Номер патента: 595619
Опубликовано: 30.05.1986
Авторы: Боровский, Грабов, Малкин
МПК: F28D 7/10
Метки: нагреватель, типа, труба, трубе
...нагревателейявляются недостаточно высокие показатели коэффициентов теплоотдачи иэффективности их работы, При нагреве среды цо высоких температур требуется применение пара с высоким давлением и конструкция нагревателянедостаточно надежна,25Цель изобретения - повышение эфФективности нагрева и увеличениесрока службы,Это достигается тем, что зазорвыполнен постоянной величины, наЗО1-6 мм меньшей шага между виткамиспирального оребрения, а по осивнутренней трубы с зазором относительно нее установлен электронагреватель, и штуцеры размещены танген- З 5циально.На. Фиг, 1 схематично изображенпредлагаемьй нагреватель; на фиг. 2 -разрез А-А на фиг. 1Нагреватель содержит наружнуютрубу 1 с штуцерами 2 и 3 подвода иотвода нагреваемой среды,...
Нагреватель типа “труба в трубе
Номер патента: 896363
Опубликовано: 07.01.1982
Авторы: Боровский, Малкин, Хавин
МПК: F28D 7/10
Метки: нагреватель, типа, труба, трубе
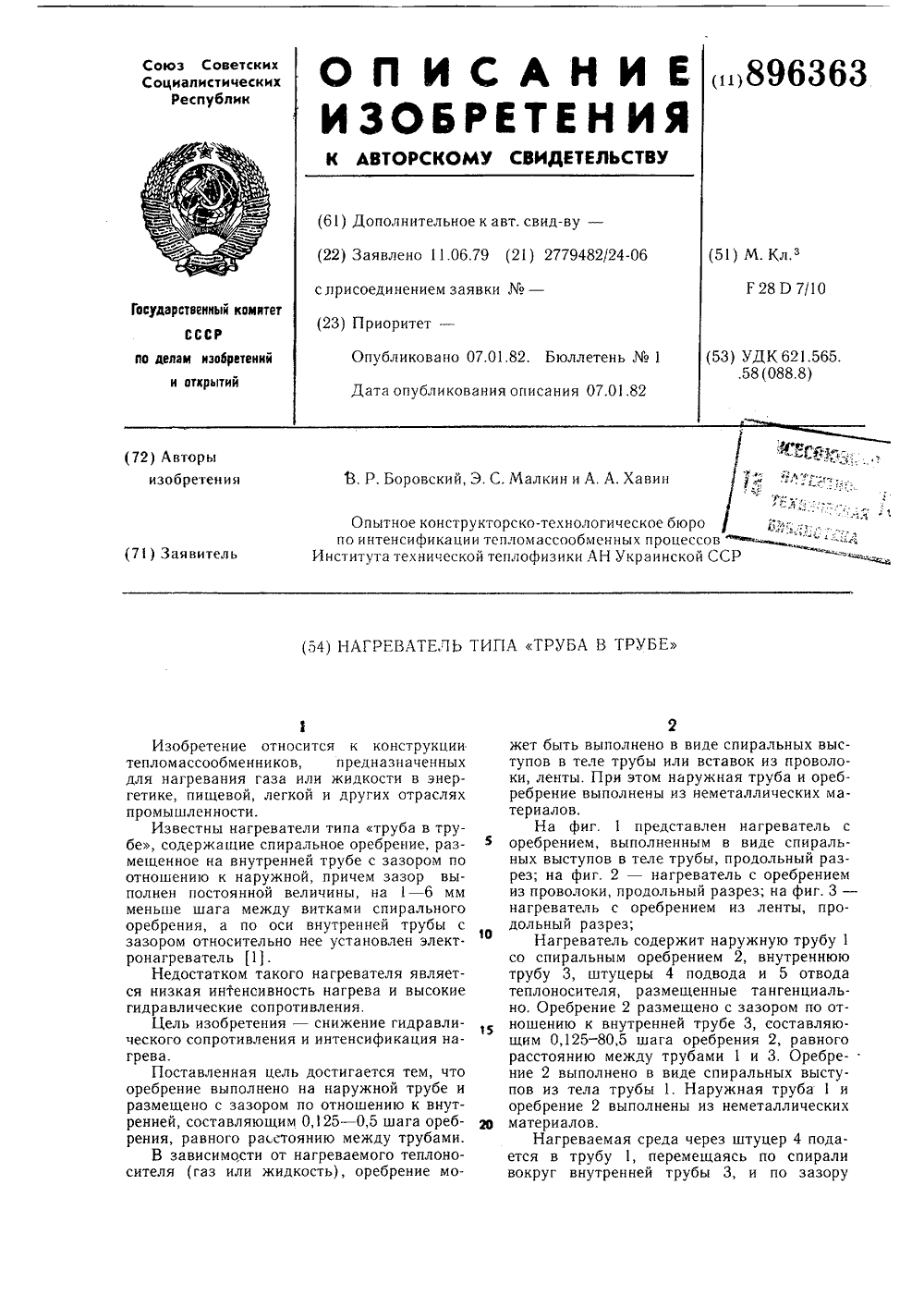
...труба и оребребрение выполнены из неметаллических материалов.На фиг. 1 представлен нагреватель соребрением, выполненным в виде спиральных выступов в теле трубы, продольный разрез; на фиг. 2 - нагреватель с оребрением из проволоки, продольный разрез; на фиг. 3 - нагреватель с оребрением из ленты, продольный разрез;Нагреватель содержит наружную трубу 1со спиральным оребрением 2, внутреннюю трубу 3, штуцеры 4 подвода и 5 отвода теплоносителя, размещенные тангенциально, Оребрение 2 размещено с зазором по отношению к внутренней трубе 3, составляющим 0,125-80,5 шага оребрения 2, равного расстоянию между трубами 1 и 3. Оребрение 2 выполнено в виде спиральных выступов из тела трубы 1, Наружная труба 1 и оребрение 2 выполнены из...
Устройство для контроля заданного положения изделия в индукционном нагревателе

Номер патента: 1308636
Опубликовано: 07.05.1987
Авторы: Бойков, Бродерзон, Лившиц, Рогачев
МПК: C21D 11/00
Метки: заданного, изделия, индукционном, нагревателе, положения
...равномерному распределениюмощности по длине нагреваемого изделия 2, а следовательно, обеспечениюпри всех прочих равных условиях наиболее равномерного нагрева изделия 2, В случае же использованиядополнительных устройств коррекцииэлектромагнитного поля по длине индуктора 1 в виде короткозамкнутыхкатушек имеют место наименьшее суммарное время работы таких устройств,а следовательно, и наименьшие потерив них,На графике (фиг,З) ось абсцисс означает длину изделия в индукторе, ось ординат - напряженность ма.гнитного поля по длине иэделия,Кривые распределения напряженности магнитного поля по длине изделия построены на основе экспериментов применительно к нагреву тонкостенных металлических конструкций, Равномерность...
Способ ремонта бурильных труб с навинченными замками
Номер патента: 1688535
Опубликовано: 10.10.1999
Авторы: Бондарев, Горелов, Кондратьев
МПК: B23P 19/06, E21B 17/02
Метки: бурильных, замками, навинченными, ремонта, труб
Способ ремонта бурильных труб с навинченными замками, включающий нагрев замков и трубы до температур, не изменяющих механические свойства их материалов, отвинчивание замка и навинчивание нового замка, отличающийся тем, что, с целью увеличения надежности и ресурса работы бурильных труб за счет выравнивания радиальных напряжений по виткам резьбы, после нагрева трубы и замка их выдерживают при температуре нагрева для релаксации напряжений резьбового соединения.
Станок для изготовления труб с продольным замком из тонкого железа

Номер патента: 115362
Опубликовано: 01.01.1958
Автор: Сурков
МПК: B21C 37/06, B21D 39/02
Метки: железа, замком, продольным, станок, тонкого, труб
...ножи для обрезки листов. Вторая пара валков передает обрезанный лист в третью пару валков б с отбортовочными фланцами, в которых кромки листа с одной стороны отбортовываются вниз на 45, а " другой стороны - вверх на 45. В следующих четвертой и пятой парах валков б и 7 с фланцами кромки листа последовательно отбортовываются с 45 до 155.В свертывающей части станка на ст ановлены валки которых располагается оправка 9 в вид низу в стенке опр вмонтированы ролики 10, опирающиеся,% 115362В свертывающей части станка лист протягивается между приводными валками 8 и роликами 10 оправки, По обе стороны оправки 9 для сворачивания листа в трубу установлены боковые кронштейны 11 (фиг, 2) и дугообразный кронштейн 12 (фиг, 3) с направляющими...
Предыдущий патент: Автомат для сборки радиаторов
Следующий патент: Устройство донца с. г. для ориентации деталей
Случайный патент: 155053