Головка ножа режущего аппарата и способ ее изготовления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
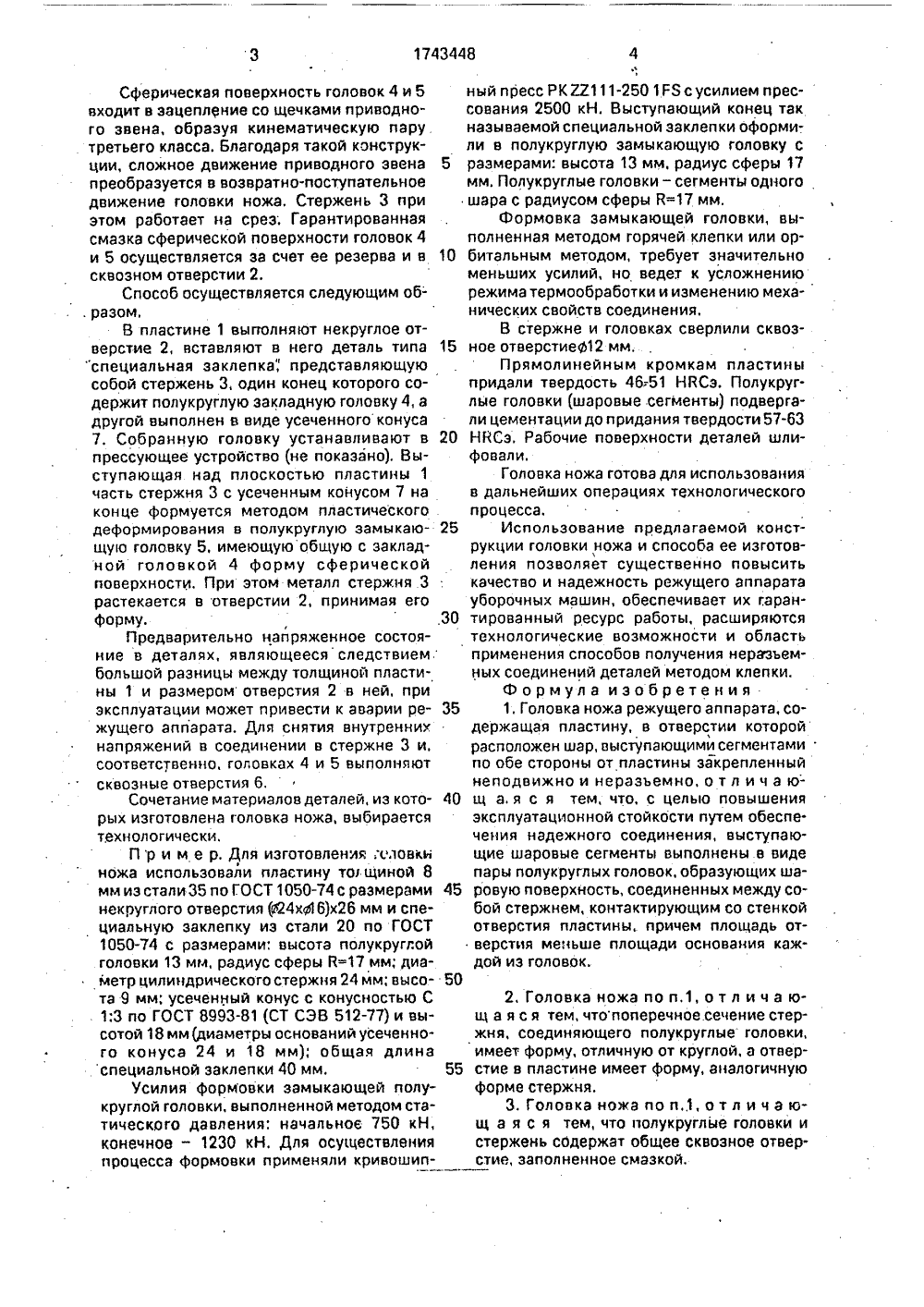
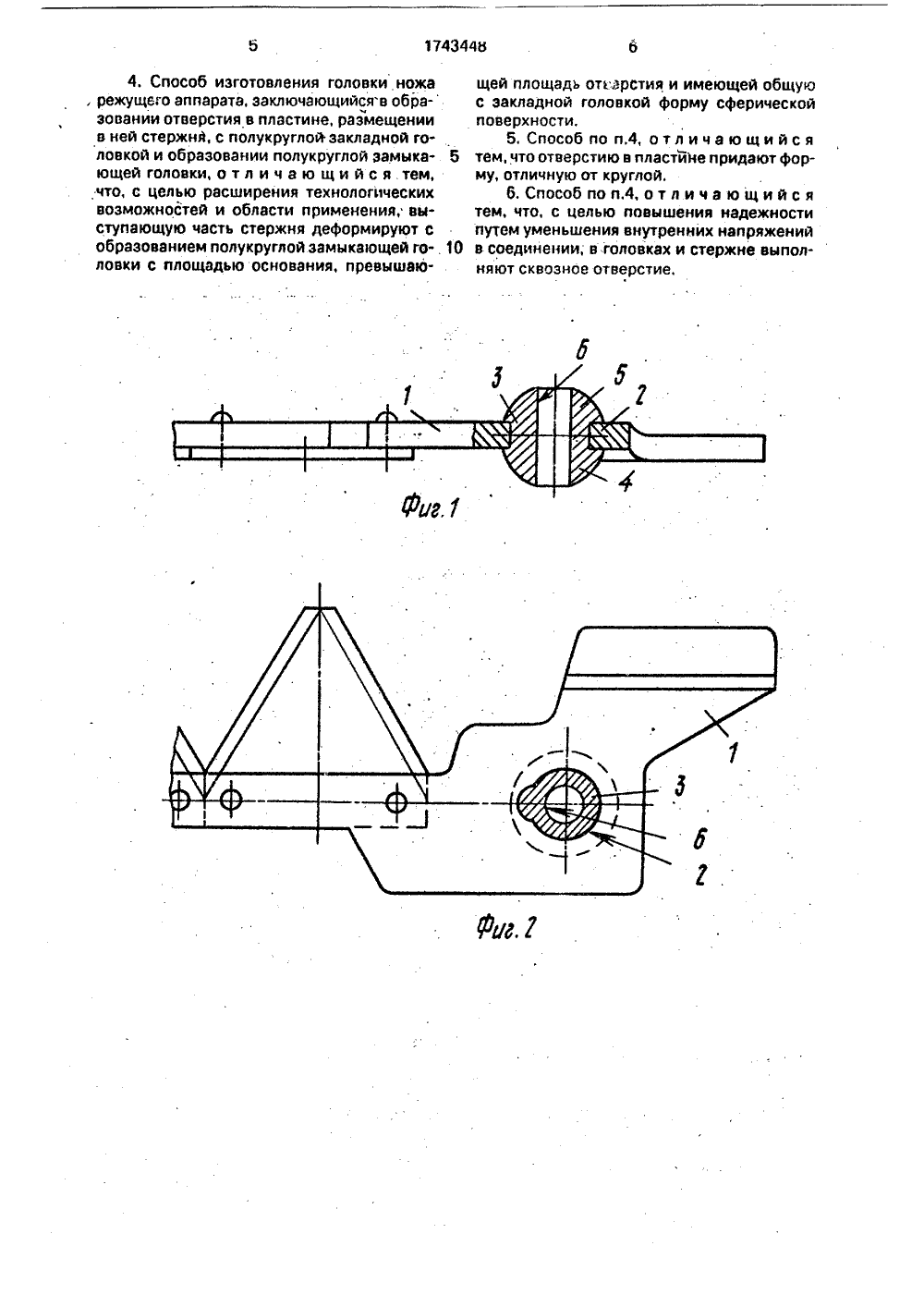
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 51)5 А 01 Р 34 ПИСАНИЕ ИЗОБРЕТЕНИЯ ОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1(56) Авторское свидетельство СССРМ 101822, кл, А 01 О 34/37, 1955.Авторское свидетельство СССР ЬЬ 1602603, кл, В 21 3 15/02, 1988. (54) ГОЛОВКА НОЖА РЕЖУЩЕГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (57) Изобретение относится к сельскохозяйственному машиностроению, конкретнее к конструкции шаровых шарнирных соединений и способам их изготовления, и может быть использовано в общем машиностроИзобретение относится к сельскохозяйственному машиностроению, конкретнее к конструкции шаровых шарнирных соединений и способам их изготовления, и может быть использовано в общем машиностроении.Цель изобретения - повышение эксплуатационной стойкости путем обеспечения надежного соединения, расширение технологических возможностей и области применения, а также повышение надежности путем уменьшения напряжений в соединении.На фиг,1 изображена головка ножа, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - схема осуществления способа изготовления головки ножа. по 1743448 А ении. Цель изобретения - повышение эксплуатационной стойкости путем обеспечения надежного соединения, расширение технологических возможностей и области применения. Головка ножа режущего аппарата содержит пластину, в отверстии которой неподвижно и неразьемно располагается стержень с полукруглыми головками (шаровыми сегментами) по концам, образующими сферическую поверхность. Площади оснований полукруглых головок превышают площадь отверстия, Поперечное сечение стержня, соединяющего полукруглые головки, имеет форму, отличную откруглой, а отверстие в пластине имеет форму, аналогичную форме стержня. Кроме того, стержень и головки содержат общее сквозное отверстие, заполненное смазкой.2 с, и 4 з.п.ф-лы, 3 ил. Головка ножа режущего аппарата со- ф держит пластину 1, в отверстии 2 которой 4 неподвижно и неразьемно располагается Дь стержень 3 с полукруглыми головками (ша- (А) ровыми соединениями) 4 и 5 по концам, об- ф разующими сферическую поверхность. ф Площади оснований полукруглых головок 4 р и 5 превышают площадь отверстия 2. Поперечное сечение стержня 3, соединяющего полукруглые головки 4 и 5, имеет форму, отличную от круглой, а отверстие 2 в пласти- ф не 1 имеет форму, аналогичную форме стержня 3. Кроме того, стержень 3 и головки 4 и 5 содержат общее сквозное отверстие 6, заполненное смазкой.Головка ножа работает следующим образом.Сферическая поверхность головок 4 и 5входит в зацепление со щечками приводного звена, образуя кинематическую пару.третьего класса. Благодаря такой конструкции, сложное движение приводного звенапреобразуется в возвратно-поступательноедвижение головки ножа, Стержень 3 приэтом работает на срез, Гарантированнаясмазка сферической поверхности головок 4и 5 осуществляется за счет ее резерва и всквозном отверстии 2.Способ осуществляется следующим об-. разом.В пластине 1 выполняют некруглое отверстие 2, вставляют в него деталь типа"специальная заклепка" ,представляющуюсобой стержень 3, один конец которого содержит полукруглую закладную головку 4, адругой выполнен в виде усеченного конуса7. Собранную головку устанавливают впрессующее устройство (не показано). Выступающая над плоскостью пластины 1часть стержня 3 с усеченным конусом 7 наконце формуется методом пластическогодеформирования в полукруглую замыкающую головку 5, имеющую общую с закладной головкой 4 форму сферическойповерхности, При этом металл стержня 3растекается в отверстии 2, принимая егоформу.Предварительно напряженное состояние в деталях, являющееся следствием.большой разницы между толщиной пластины 1 и размером отверстия 2 в ней, приэксплуатации может привести к аварии режущего аппарата. Для снятия внутреннихнапряжений в соединении в стержне 3 и,соответственно, головках 4 и 5 выполняютсквозные отверстия 6,Сочетание материалов деталей, иэ которых изготовлена головка ножа, выбираетсятехнологически.П р и м е р. Для изготовления;еловкиножа использовали пластину то щиной 8мм иэ стали 35 по ГОСТ 1050-74 с размераминекруглого отверстия (й 4 х 46)х 26 мм и специальную заклепку иэ стали 20 по ГОСТ1050-74 с размерами; высота полукруглойголовки 13 мм, радиус сферы В=17 мм; диаметр цилиндрического стержня 24 мм; высота 9 мм; усеченный конус с конусностью С1:3 по ГОСТ 8993-81 (СТ СЭВ 512-77) и высотой 18 мм(диаметры оснований усеченного конуса 24 и 18 мм), общая длинаспециальной заклепки 40 мм.Усилил формовки замыкающей полукруглой головки, выполненной методом статического давления: начальное 750 кН,конечное - 1230 кН. Для осуществленияпроцесса формовки применяли кривошип ный пресс РК 2111-250 1 ЕЯ с усилием прессования 2500 кН. Выступающий конец так называемой специальной заклепки оформили в полукруглую замыкающую головку с размерами: высота 13 мм, радиус сферы 17 мм. Полукруглые головки - сегменты одного шара с радиусом сферы 8=17 мм Формовка замыкающей головки, выполненная методом горячей клепки или орбитальным методом, требует значительно меньших усилий, но ведет к усложнению 10 режима термообработки и изменению механических свойств соединения,В стержне и головках сверлили сквозное отверстие 412 мм.Прямолинейным кромкам пластины придали твердость 46;51 НЯСэ. Полукруглые головки (шаровые сегменты) подверга 15 ли цементации до придания твердости 57-63НКСэ. Рабочие поверхности деталей шлифовали. Головка ножа готова для использованияв дальнейших операциях технологическогопроцесса. 25 30 Использование предлагаемой конструкции головки ножа и способа ее изготовления позволяет существенно повысить качество и надежность режущего аппарата уборочных машин, обеспечивает их гарантированный ресурс работы, расширяются технологические возможности и область применения способов получения неразъемных соединений деталей методом клепки.Формула изобретения 1. Головка ножа режущего аппарата, содержащая пластину, в отверстии которой расположен шар, выступающими сегментами по обе стороны от пластины закрепленный неподвижно и нераэьемно, о т л и ч а ю- щ а, я с я тем, что, с целью повышения эксплуатационной стойкости путем обеспечения надежного соединения, выступающие шаровые сегменты выполнены в виде пары полукруглых головок, образующих ша 35 40 2, Головка ножа по п,1, о т л и ч а ющ а я с я тем, чтопоперечное.сечение стержня, соединяющего полукруглые головки, имеет форму, отличную от круглой, а отвер 55 стие в пластине имеет форму, аналогичную форме стержня.3. Головка ножа по п.1, о т л и ч а ющ а я с я тем, что полукруглые головки и стержень содержат общее сквозное отверстие, заполненное смазкой. 45 ровую поверхность, соединенных между собой стержнем, контактирующим со стенкой отверстия пластины, причем площадь отверстия меньше площади основания каждой из головок.4. Способ изготовления головки ножа , режущего аппарата, заключающийсяв образовании отверстия в пластине, размещении в ней стержня, с полукруглой закладной головкой и образовании полукруглой замыка ющей головки, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей и области применения, выступающую часть стержня деформируют с образованием полукруглой замыкающей го ловки с площадью основания, превышающей площадь отверстия и имеющей общую с закладной головкой форму сферической поверхности,5. Способ по п 4, отличающийся тем, что отверстию в пластиНе придают форму, отличную от круглой,б. Способ по п.4, о т л и ч а ю щ и й с я тем, что, с целью повышения надежности путем уменьшения внутренних напряжений в соединении; в головках и стержне выполняют сквозное отверстие.1743448 Составитель А. ВиноградовТехред М.Моргентал Корректор О. Кравцов актор юлинс КНТ СССР,Гагарина, 101 Производственно-издательский комбинат "Патент", г, Ужго каз 2136 Тираж ВНИИПИ Государственного ко 113035, МоПодписноетета по изобретениям и открытиям прва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4877932, 29.10.1990
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ТУЛЬСКИЙ КОМБАЙНОВЫЙ ЗАВОД"
КУЗНЕЦОВ МИХАИЛ ВАСИЛЬЕВИЧ, КИСЕЛЕВ ВЯЧЕСЛАВ АЛЕКСЕЕВИЧ, МОЛОТКОВ ЛЕОНИД НИКОЛАЕВИЧ, КУРЧАКОВ ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: A01D 34/40
Метки: аппарата, головка, ножа, режущего
Опубликовано: 30.06.1992
Код ссылки
<a href="https://patents.su/4-1743448-golovka-nozha-rezhushhego-apparata-i-sposob-ee-izgotovleniya.html" target="_blank" rel="follow" title="База патентов СССР">Головка ножа режущего аппарата и способ ее изготовления</a>
Головка шприцмашины с регулируелым профилем формующего отверстия

Номер патента: 295684
Опубликовано: 01.01.1971
МПК: B29C 47/14, B29C 47/16
Метки: головка, отверстия, профилем, регулируелым, формующего, шприцмашины
...2 которой с помощью винтов укреплены щеки 3, между которыми смонтированы ходовой винт 4 и две направляющие 6. К передней направляющей прикреплен копиродержатель б, имеющий вертикальную 7 и горизонтальную 8 полки. Копир 9 закреплен между вертикальной полкой 7 и конусным эксцентричным пальцем 10. Палец 10 вставлен во втулку 11, которая фиксируется в определенном положении контргайкой 12. На нижнем конце пальца 10 неподвижно укреплена втулка 13, наружная поверхность которой снабжена шлицами. На втулку 13 надевается ступица с рычагом 14, которая фиксируется в требуемом положении винтами 16, Рычаги 14 соединены общей тягой 16 с рычагом 17 поворота. По направляющим 6 перемещается каретка 18, которая представляет собой стальную литую...
Устройство для формирования головки на стержне

Номер патента: 1074390
Опубликовано: 15.02.1984
МПК: B21F 1/00
Метки: головки, стержне, формирования
...ролика с коль-цевым инструментом на фиг. 2 - тоже, вариант испопнения; на Фиг. 3 устройство, общий вид; на фиг.4 - 50разрез А-А на Фиг.З на фиг. 5 и б -.варианты исполнения кольцевогоинструмента; на Фиг. 7 - вариантисполнения устройства по Фиг. 3;на Фиг. 8 - зажимные средства; наФиг. 9 - вариант исполнения устройства по Фиг. 3; на фиг. 10-12 варианты размещения матриц.Ролик 1 вращается в направлениистрелки А и взаимодействует с за.крепленными на кольцевом инструменте 2 заготовками для гвоздей 3 и 4(Фиг. 1). Кольцевой инСтрумент 2перемещается поступательно в направ- .лении стрелки Б, Окружная скоростьролика 1 несколько выше, чем ско рость движения кольцевого инструмента 2. Полость 5 определяет форму головки стержвя. Угол входа...
Устройство для формирования головки на стержне

Номер патента: 1675011
Опубликовано: 07.09.1991
Автор: Кирьянов
МПК: B21F 1/00
Метки: головки, стержне, формирования
...врадиальном направлении колец 10 и 11смонтированы на последних посредствомкареток 14. Подпружиненные во втулках29 кареток 14 колец 10 и 11 заготовительные 12 и отделочные 13 пуансоны установлены в количестве и с шагом, равнымколичеству и шагу матриц 8 кольцевогороторного инструмента 9. Втулка 29 закреплена в зксцентриковой втулке 30, располагающейся свободно в отверстииразрезной эксцентриковой втулки 31, размещенной в радиальном отверстии каретки14 и поджимаемой в последней с помощьювинта.Плоскости вращения колец 10 и 11 расположены под углом к плоскости вращениякольцевого роторного инструмента 9 и равны установленному углу у кареток 14 колец10 и 11 в секторах 32 и 33 технологическойобработки кольцевого роторного инструмента 9,...
Устройство для формирования головки на стержне

Номер патента: 1466852
Опубликовано: 23.03.1989
Автор: Кирьянов
МПК: B21F 1/00
Метки: головки, стержне, формирования
...установленнойсвободно в отверстии разрезной экспентриковой втулки 22, размепсаемой в отв.рсгии 23 обрабатывающего инструмента 18, июдкимаемом в нем с помощью винта 24.Чсханизм 4 вставки стержней в полуматрицы 9 и 10 колец 7 и 8 кольцевогороторого инструмента выполнен в видс втулки 25 с каналом 26 и пары приводных роликов 27, смонтированных в выборках 28 втулки 25 и замыкающих отверстиях 29 выборок 28 стенок канала 26 профилем 30 рабочей поверхности приводныхроликов 27,Ус гройство работает следуогцим образом.Вклочспие 1 электродвигателя (не показан) приводятся во вращательное движение механизмы подачи 2 проволоки, резки 3проволоки на стержни, которые входят в канал 26 Втчлки 25 и, Разделяясь дру" оторьзпр тена. 1. Устройство для...
Устройство для определения отклонений форм отверстий изделий

Номер патента: 408140
Опубликовано: 01.01.1973
Авторы: Вител, Кравченко, Ханжонков
МПК: G01B 11/24
Метки: отверстий, отклонений, форм
...в одном из базовых сечений контролируемого отверстия, две мишени, одна из которых, неподвижная, предназначена для установки во втором базовом сечении, а вторая, устанавливаемая между первой мишенью и визирной трубой, выполнена с возможностью перемещения вдоль оси отверстия. м устроиством невозможно ия форм отверстий крупно ий таких, как крупногаба типа корпусов вращающих мельниц и т. п. Устроиство содержит корпус 1,и3, визирную трубу 4, базовую м истойку 6 с профилографом 7.Устройство работает следующим образом,5 На внутренней поверхности корпуса 1 вдвух базовых сечениях устанавливают стойки 2 и 3, в одной из которых установлена визирная труба 4, в другой - базовая мишень5. Перекрестие визирной трубы ориентируют10 на перекрестие...
Предыдущий патент: Устройство для отделения примесей от корнеплодов
Следующий патент: Устройство для стабилизации движения мелиоративной машины
Случайный патент: Способ получения производных -карболин-3-карбоновой кислоты