Устройство для нагрева прессового инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
(5)5 С 21 0 1/42 И ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР САНИЕ ИЗОБРЕ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Московский энергетический институт(54) УСТРОЙСТВО ДЛЯ НАГРЕВА ПРЕССОВОГО ИНСТРУМЕНТА(57 Изобретение относится к электротехнике, а именно к электротермии, и может бытьиспользовано для нагрева прессового инструмента. Цель изобретения - повышениепроизводительности путем уменьшениявремени разогрева контейнера и повышение электробеэопасности. Устройство длянагрева прессового инструмента содержит контейнер (К) 1 с размещенной в нем рабо-. чей вставкой для установки обрабатываемых иэделий и нагреватель, выполненный в виде ферромагнитного кожуха (ФК) 8 с теплоиэоляцией 12 и размещенного на нем индуктора 12 и тепловых трубок (ТТ), причем конденсационные зоны ТТ установлены в К 1, испарительные зоны 10 - в ФК 8, а на участке транспортных зон ТТ выполнены в виде сильфона. Выполнение нагревателя в виде ферромагнитного кожуха с теплоизоляцией и индуктором и ТТ позволяет увеличить подводимую мощность и теплопередачу от стенок К 1 к обрабатываемому изделию, уменьшив время прогрева К 1, а выполнение транспортных зон ТТ в виде сильфона позволяет вынести узел нагрева за.пределы контейнера, обеспечив удобство обслуживания и злектробеэопасность, 1 з.п. ф-лы, 2 ил,Изобретение относится к электротехнике, а именно к электротермии, и может быть использовано для нагрева прессового инструмента.Известны устройства для горячей штамповки заготовок из металла, в которых используется подогрев рабочего инструмента.Однако данные устройства для нагрева прессового инструмента, как правило, не обеспечивают равномерного прогрева, Кроме того, в большинстве случаев их невозможно применить в процессе работы пресса, т.е. прессовый инструмент необходимо нагреть до начала работы и по мере остывания заменить новым. Это снижает производительность оборудования, а горячая штамповка по мере остывания рабочего инструмента перестает быть изотермической.,Наиболее близким по технической сущности к предлагаемому изобретению является устройство для прессования заготовок из металлических сплавов на гидравлических прессах, содержащее контейнер, состоящий из рабочей вставки и охватывающего ее кожуха, представляющего собой цельнометаллический толстостенный полый цилиндр, а также нагревательные элементы, размещенные в кожухе, Нагрев контейнера осуществляется вследствие теплопроводности или индукции. В настоящее время наилучшие техника-экономические показатели имеют контейнеры с нагревательными элементами в виде стержневых индукторов, Протекающий по ним ток индуцирует вихревые токи в объеме кожуха контейнера, при этом нагрев рабочей вставки осуществляется вследствие теплопроводности,Однако данное устройство характеризуется малым сроком службы стержневых индукторов, ресурс работы которых не превышает 1500 ч, Электрический ток, протекающий по стержням индуктора ускоряет процесс окисления их поверхности, что уменьшает сечение стержня, приводит к местному увеличению плотности тока, аварийному перегреву и перегоранию стержня, Эта влечет за собой выход из строя всего устройства. На практике вследствие указанного процесса ресурс работы контейнера, нагреваемого стержневыми индукторами, снижается до 800-1000 ч,Цель изобретения - повышение производительности путем уменьшения времени разогрева контейнера и повышение электробезопасности.Поставленная цель достигается тем, что известное устройство, содержит контейнер с размещенной в нем рабочей вставкой для установки обрабатываемых изделий и нагреватель, при этом нагреватель выполненв виде ферромагнитного кожуха с теплоизоляцией и размещенного на нем индуктора итепловых труб, при этом конденсационные5 зоны тепловых труб установлены в контейнере, а испарительные зоны - в ферромагнитном кожухе.Особенностью предлагаемого устройства является также то, что тепловые трубы10 выполнены на участке транспортных зон ввиде сил ьфона.На фиг. 1 показано устройство для нагрева прессового инструмента и конструкция его узла нагрева; на фиг. 215 вертикальный разрез по оси контейнера иразмещение конденсационных зон тепловых труб в кожухе контейнера,Устройство содержит контейнер 1 для20 пластической деформации заготовок; расположенный горизонтально или под углом кгоризонту. Контейнер состоит иэ рабочейвставки 2 и охватывающего ее кожуха 3. Втеле кожуха 3 параллельно оси контейнера25 выполнены отверстия 4. для размещенияконденсационных зон 5 тепловых труб,Один конец конденсационных зон 5 запаян,а второй герметично соединен с транспортными зонами 6 тепловых труб.30 Узел 7 нагрева имеет ферромагнитныйкорпус 8, в котором выполнены каналы 9 дляразмещения испарительных зон 10 тепловых труб, Испарительные зоны 10 тепловыхтруб с одной стороны запаяны, а с другой35 герметично соединены с транспортными зонами 6, Транспортные зоны 6 тепловых трубвыполнены в виде гибких сильфонов. Разогрев ферромагнитного корпуса 8 осуществляется внешним индуктором 11. Узел 740 нагрева и транспортные эоны б тепловыхтруб снабжены теплоизоляцией 12, Внутритепловые трубы имеют фитиль - пористуюструктуру, поэволяющуо осуществлять перекачку конденсатора рабочей жидкости из45 зоны конденсации в зону испарения поддействием капиллярных сил.Устройство работает следующим образом.Электрический ток, проходя по виткам50 индуктора 11, создает переменное электромагнитное поле, силовые линии которого замыкаются в объеме ферромагнитногокорпуса 8. При этом в нем индуцируютсявихревые токи, что вызывает разогрев раз 55 мещенных в нем испарительных зон 1 О тепловых труб, Находящийся в нихтеплоноситель, нагреваясь, закипает и испаряется. Пары теплоносителя поступают взоны 5 конденсации тепловых труб, где, отдав свое тепло кожуху, конденсируются и,перейдя в жидкое состояние, возвращаютсяв испарительную зону 10 тепловых труб при помощи фитиля под действием капиллярных и гравитационных сил, Таким образом возникает замкнуто-непрерывный процесс 5 переноса тепла иэ испарительной зоны 10 тепловой трубы в конденсационную зону 5, указанный процесс позволяет преобразовать энергию электрического тока, протекающего по индуктору 11 в тепловую энергию, 10 нагревающую кожух, а от него, вследствие теплопроводности - рабочую вставку 2.Предлагаемая конструкция устройства для нагрева прессового инструмента позволяет увеличить межремонтный период рабо ты контейнера., Например, тепловая труба, имеющая корпус из никеля и использующая в качестве теплоносителя калий, являющийся щелочным металлом, имеет ресурс работы более 24500 ч. 20Мощность, передаваемая стержневыми индукторами, ограничивается максимально допустимой плотностью тока в индукторе 6-8 А/мм в зависимости от диаметра стер 2жня. Например, контейнер пресса с усили ем 10000 кН имеет индуктор, выполненный из медных стержней диаметром 18 мм и длиной 557 мм, подключенных последовательно: количество стержней 26. Электрические параметры индуктора в рабочем 30 режиме: напряжение 37 В; ток 1260 А;активная мощность 38,6 кВт. Диаметр отверстия в кожухе контейнера под стержень индуктора с учетом электроизоляции 25 мм, Таким образом, удельная мощность, выделяющая ся в контейнере в пересчете на площадь образующ 2 их стенок отверстия, составляет 5,4 Вт/см . Тепловая труба, работающая в диапазоне температур 400-800 С и использующая в качестве теплоносителя калий 40 или натрий, позволяет создать ра 2 диальный тепловой поток до 180-250 Вт/см;Данная мощность тепловых труб позволяет исключить из технологического процесса прессования заготовок периодический 45 подогрев контейнеров на специальном стенде, имеющем источник электропитания и теплоизолирующий колпак, а также снизить время разогрева контейнера перед началом работы до 1-1,5 ч вместо 20-22 ч, затрачива емых при использовании стержневых индукторов.Источником энергии в данном устройстве для нагрева прессового инструмента является водоохлаждаемый индуктор, 55 позволяющий пропускать по сечению индуктирующего провода до 20-25 А/мм 2, при этом количество витков индуктора определяется необходимой для нагрева контейнера мощностью и практически не ограничено габаритами, например многослойный секционированный индуктор,Использование тепловых труб позволяет повысить уровень электробезопасности установки. При применении стержневых индукторов одной из основных причин выхода контейнера из строя является пробой электроизоляции и короткое замыкание на корпус контейнера. Применение предлагаемой конструкции устройства для нагрева позволяет исключить возможность протекания тока в корпусе контейнера, локализовать электрическую часть нагревателя, разместив узел нагрева устройства, например, в сетчатое ограждение, что исключает возможность доступа обслуживающего персонала к токоведущим частям устройства для нагрева прессового инструмента. Размещение зон испарения тепловых труб в корпусе иэ ферромагнитной стали позволяет достичь следующий положительный эффект. В отличие от традиционно используемых индивидуальных нагревателей для каждой тепловой трубы данная конструкция позволяет применять общий индуктор, что исключает возможность выделения в зонах испарения отдельных тепловых труб различной мощности, Как следствие исключается отличие температуры рабочей жидкости и пара в отдельных тепловых трубах, а значит повышается равномерность температурного поля нагреваемаго контейнера. Выбор в качестве материала корпуса ферромагнитной стали обусловлен так же тем, что при этом глубина проникновения электромагнитного поля при частоте питающего напряжения 50 Гц составляет 2,8-4,6 мм в зависимости от температуры нагрева. Таким образом, при использовании ферромагнитной стали толщина корпуса, достаточная для полного поглощения энергии электромагнитной волны, равна 5-6 мм. Это дает возможность снизить массогабаритные показатели корпуса, а также его инерционность в процессе разогрева. Кроме того, корпус из ферромагнитной стали позволяет достичь оптимальных параметров системы индуктор - загрузка, ее КПД достигает значения 0,8-0,9, а коэффициент мощности 0,76-0,82.С целью повышения удобства в обслуживании устройства транспортные зоны тепловых труб выполнены в виде сильфона или, при малом числе гибов, в качестве материала стенки транспортной эоны используется отожженная медь, Гибкость транспортной зоны позволяет производить раздельную замену тепловых труб,1719438 Формула изобретения едактор С,Лисина Техред М.Моргентал Корректор Т,Мале Тираж Подписноеосударственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 каз 742 ВНИИП роизводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 1, Устройство для нагрева прессового инструмента, содержащее контейнер с размещенной в нем рабочей вставкой для установки обрабатываемых изделий и нагреватель, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности путем уменьшения времени разогрева контейнера и повышения электробезопасности, нагреватель выполнен в виде ферромагнитного кожуха с теплоизоляцией й размещенного на нем индуктора и тейловых трубок, при этом конденсационные зоны 5 трубок установлены в контейнере, а испарительные зоны - в ферромагнитном кожухе.2.Устройство поп,1, отличаю щеес я тем, что, с целью повышения удобства в обслуживании, трубки выполнены на участ ке транспортных зон в виде сильфона,
СмотретьЗаявка
4750475, 18.10.1989
МОСКОВСКИЙ ЭНЕРГЕТИЧЕСКИЙ ИНСТИТУТ
КУВАЛДИН АЛЕКСАНДР БОРИСОВИЧ, МАКАРОВ АНДРЕЙ ЮРЬЕВИЧ
МПК / Метки
МПК: C21D 1/42
Метки: инструмента, нагрева, прессового
Опубликовано: 15.03.1992
Код ссылки
<a href="https://patents.su/4-1719438-ustrojjstvo-dlya-nagreva-pressovogo-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для нагрева прессового инструмента</a>
Тепловая труба

Номер патента: 1740949
Опубликовано: 15.06.1992
Авторы: Афанасьева, Зайцев, Захаров, Куликова
МПК: F28D 15/02
...4 в форме сильфона, частично наполненный легкокипящей жидкостью 5 и жестко связанный нижним торцом с корпусом посредством платформы 6, камеру 7 в форме сильфона с клапаном 8 и обратным клапаном 9, Днище камеры 7 жестко соединено с верхним торцом сильфона 4, а верхней кромкой - с корпусом трубы в зоне 2 конденсации, В тепловой трубе можно условно выделить границу 10 между неконденсирующимся газом и парами теплоносителя 3. Устройство работает следующим образом,Теплота от внешнего источника через стенку зоны 1 испарения передается жидкому теплоносителю 3, вызывая его кипение и частичное испарение в зону 2 конденсации, где пар, конденсируясь на стенках, отдает тепло и стекает вниз обратно в зону 1 испарения, завершая...
Тепловая труба

Номер патента: 452743
Опубликовано: 05.12.1974
Автор: Бурных
МПК: F28D 15/04
...1 изменяется агрегатное состояние теплоносителя; из жидкости он превращается в пар, Поток парачерез сной пористого наполпитеня, обтекая отражатели 1 1, устремляется с большой скоростью к сетке 9, 11 ройия отверстия последней пар попадает в среднюючас ть зоны испарения и далее по паропроводу 5 переходит во внутреннюю частьзоны конденсации, откуда по каналам в 50 штуцерах 13 он выбрасывается в полые,ячейки. При соприкосновении с более холодной поверхностью корпуса 1 и ребер 15в зоне конденсации теплоноситель превращается в жидкость, и в таком состояниипроникает через отверстия сетки 14 в наполнитель приемной части конденсатопровода 4, Края ребер 15 касаются сетки 14..В дальнейшем процесс циркуляции теплоносителя с двойным изменением...
Способ работы тепловой трубы
Номер патента: 637612
Опубликовано: 15.12.1978
Авторы: Антоненко, Островский, Толубинский, Шевчук
МПК: F28D 15/00
Метки: работы, тепловой, трубы
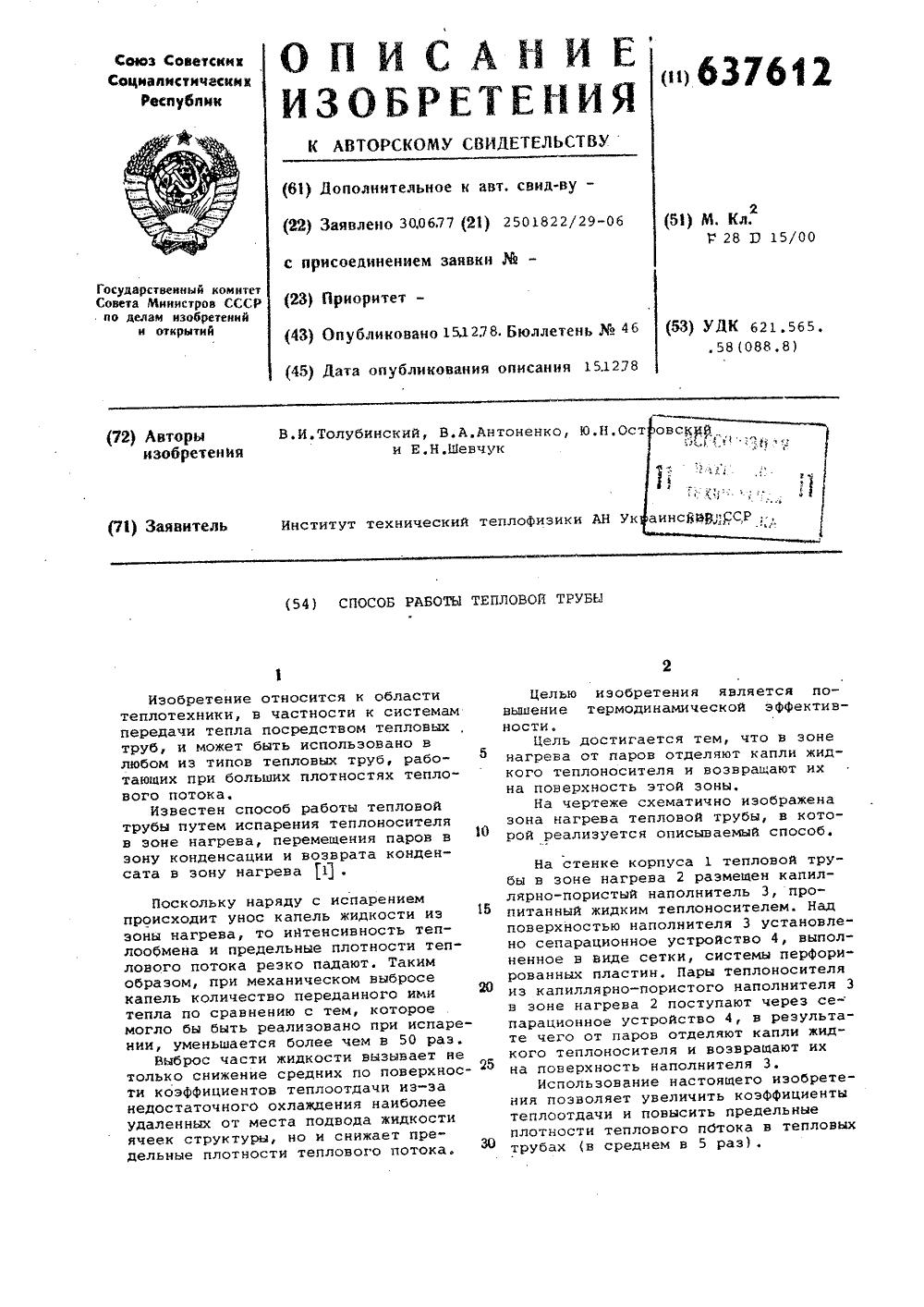
...части жидкости вызывает не только снижение средних по поверхности коэффициентов теплоотдачи из-за недостаточного охлаждения наиболее удаленных от места подвода жидкости ячеек структуры, но и снижает пре" дельные плотности теплового потока. Целью изобретения является повышение термодинамической эффективности,Цель достигается тем, чтонагрева от паров отделяют какого теплоносителя и возвращна поверхность этой эоны.На чертеже схематично изображеназона нагрева тепловой трубы, в которой реализуется описываемый способ.На стенке корпуса 1 тепловой трубы в зоне нагрева 2 размещен капиллярно-пористый наполнитель 3, пропитанный жидким теплоносителем. Надповерхностью наполнителя 3 установлено сепарационное устройство 4, выполненное в виде сетки,...
Тепловая труба

Номер патента: 667789
Опубликовано: 15.06.1979
Авторы: Вольченко, Гривинский, Князев, Филитов
МПК: F28D 15/00
...описываемая тепловая труба. Тепловая труба содержит циркуляцнонный контур 1 с зонами 2 н 3 испарения н конденсации, соединнными прн помощи паропровода 4 и конденсатопроводов 5, снабженных управляющими вентилями 6. Зона 2 испарения снабжена тепловым аккумулятором 7. Циркуляционный контур 1 содержит также емкости 8 для хранения теплоносителя 9, Конденсагопроводы 5 на выходе после вентиля 6 теплоизолированы и выполнены в виде сопел 10, обращенных к поверхности аккумулятора 7, Паропровод 4 покрыт термоизоляцией 11,При этом температура плавления аккумулятора 7 или его емкости должна быть выше, чем температура кипения рабочего тела теплоносителя.ахи 7789 1 в . ",66Работа тепловой трубы происходит еле ду 1 ощим образом.После нагрева...
Тепловая труба

Номер патента: 691672
Опубликовано: 15.10.1979
Авторы: Герасимов, Долгирев, Кисеев, Майданик, Непомнящий
МПК: F28D 15/00
...4, в которой выполнены радиальные каналы 5 и каналы б, паропровод 7, конденсатопровод 8, заправочный патрубок 9, компенсационные емкости 10, коллектор 11 и полость 12.При отсутствии тепловой нагрузки уровень теплоносителя находится не нижне нижнего торца насадки. Это требование необходимо для обеспечения влажности насадки в условиях хранения тепловой трубы в нерабочем состоянии или отсутствия пусковой нагрузки.При подводе тепловой нагрузки к испарительной камере теплоноситель исйаряется, поглощая при этом скрытую теплоту парообразования и обуславливая эффект испарительного ох-лаждения. За счет разности давлений 30 пара, образующейся на стенке насадки,4, разделяющей каналы 5 и б и полость 12, теплоноситель вытесняется из паропровода 7...
Предыдущий патент: Способ локальной индукционной закалки изделий
Следующий патент: Закалочный бак
Случайный патент: Устройство для соединения гидросистемы с блоком управления шахтной крепи