Способ изготовления нетканой ленты
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
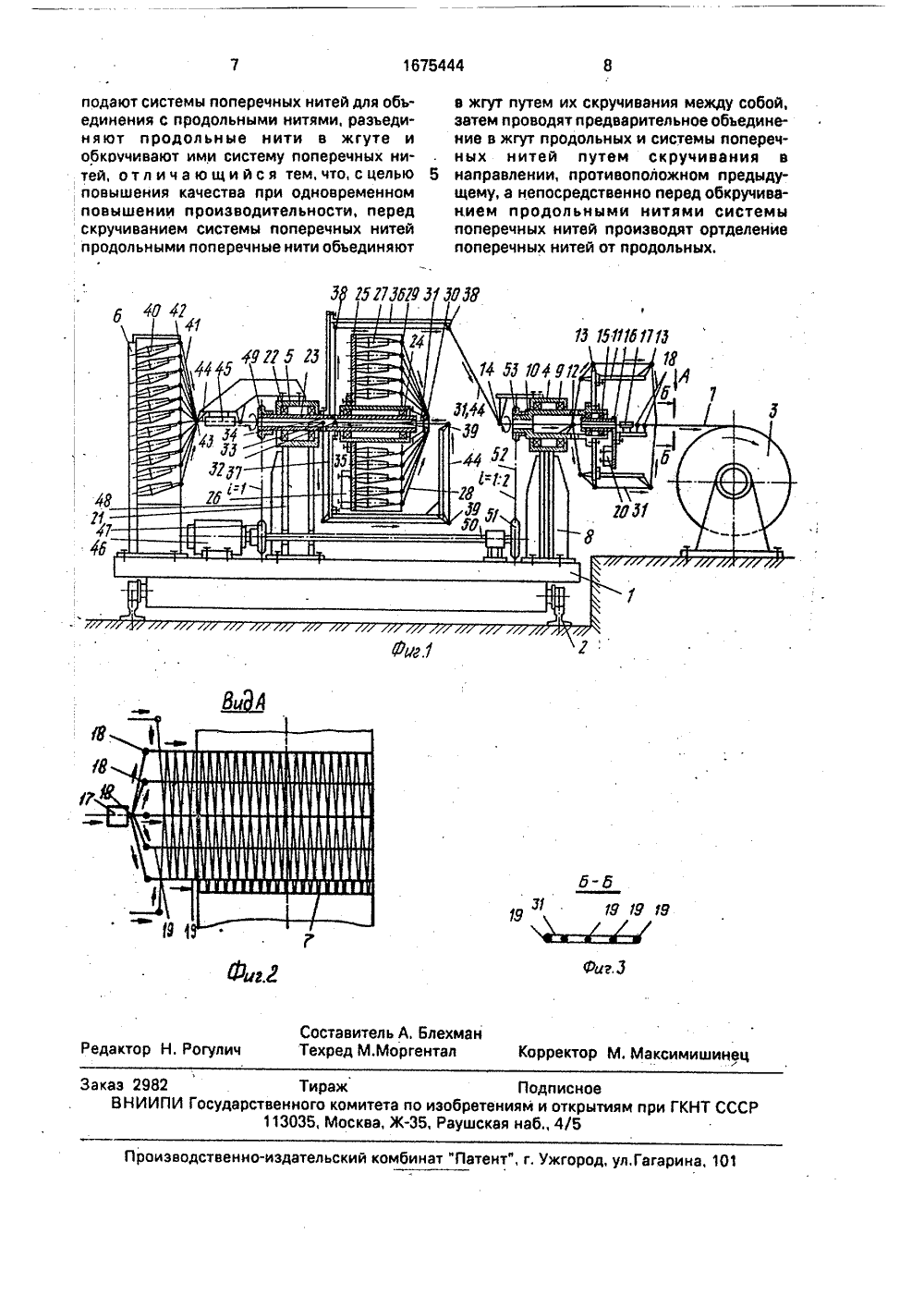
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 51)5 О 04 Н 3/О ПИСАНИЕ ИЗОБРЕТАВТОРСКОМУ СВИДЕТЕЛЬСТВУ о-строительный енко, А,Л.ШаСССР7.10.88.Я НЕТКА ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР(54) СПОСОБ ИЗГОТОВЛЕНЛЕНТЫ Изобретение относится к производству изделий из армированных пластиков методом намотки и может быть использовано в химической промышленности, судостроения, авиационной и ракетной технике.Цель изобретения - повышение качества ленты при одновременном повышении и производительности процесса,На фиг. 1 изображено устройство, реализующее предлагаемый способ, общий вид; на фиг, 2 - вид А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 1.Поставленная цель достигается тем, что согласно способу продольные нити сматываются со шпулярника продольных нитей, скручиваются двойной круткой, затем поступают через систему нитепроводников к множеству раскладчиков, где производится вращение продольных нитей вокруг поперечных нитей (кромочных жгутов), поперечные нити формируют в жгут и осуществляют скручивание между собой, затем их обьединяют со жгутом продольных нитей и производят скручивание обеих жгутов между 5 0 1 б 75444(57) Изобретение относится к производству армированных пластиков методом намотки, Цель изобретения - повышение качества ленты при одновременном повышении производительности процесса. Новым в данном .способе является соединениежгутов продольной и поперечной ориентации в один жгут и разделение этих жгутов при формовании ленты, что обеспечивается с помощью дополнительной нитепроводящей системы в устройстве,3 ил,собой с одновременным скручиванием ни-тей продольной ориентации и раскручиванием нитей поперечной ориентации, после чего нити жгута поперечной ориентации подают на нитепроводники люльки формирующего органа, где их разделяют на две (или больше) внутренних жгута с однонап- равленным нитями.В устройстве для осуществления способа, в которое входит шпулярник поперечных нитей, механизм скручивания жгута в виде шпулярника продольных нитей, установленного на валу с рычагом, а также смонтированная в подшипниковых опорах на тележке, труба с отверстиями для ввода и вывода нитей жгута продольной ориентации, привод вращения трубы, смонтированная на торце трубы люлька и закрепленные на внешней поверхности трубы раскладчики, вал механизма скручивания и труба имеют сквозн.ые отверстия, а вал дополнительно снабжен нитепроводящей вращающейся системой, огибающей шпулярник продольных нитей, а у основания5 10 15 20 25 30 35 40 4550 этой системы имеется боковое отверстие в стенке вала, связанное со сквозным. При этом вращающаяся нитепроводящая система выполнена в виде рычага, закрепленного на валу механизма скручивания на диамет,рально противоположной стороне по отношению к имеющемуся рычагу.Устройсто, реализующее предлагаемый способ, состоит из тележки 1, которая по рельсам 2 может перемещаться вдоль оси оправки 3, формующего устройства 4, мехаизма 5 для непрерывного скручивания жгу 1 а и шпулярника 6 для нитей поперечной Ориентации.Создаваемая устройством нетканая ента 7 наматывается на вращающуюся правку 3, На тележке 1 закреплена стойка , в которой установлена подшипниковая пора 9 горизонтальной поворотной трубы , О, входящей в состав формующего устройтва 4. На наружной поверхности поворот, ой трубы 10 установлены раскладчики 11 в биде рычагов, а внутри трубы 10 и по длине аскладчков 11 смонтированы нитепроодники 12 и расположенные вне трубы раскладчики 13. На входе трубы 10 соосно Ей, установлен направляющий нитепроодник 14.На другом торце поворотной трубы 10 в ее подшипниковой опоре 15 установлена Люлька 16, на которой размещены натяжное устройство 17 и нитепроводники 18, с помощью которых группируются внутренние жгуты 19, из которых два крайних жгута явЛяются кромочными.Внутренние жгуты 19 образуют поперечное армирование на оправке 3, В нижней части люльки 16 закреплен балластный груз 20, смещающий центр ее тяжести вниз для обеспечения постоянного устойчивого положения люльки 16 при вращении поворотной трубы 10,Кроме формующего устройства 4, на тележке 1 смонтирован механизм 5 для непрерывногоо скручивания жгута. Механизм 5 скручивания жгута состоит из корпуса 21, в котором посредством подшипникового узла 22 установлен вал 23. На одном из торцов вала 23 установлен с помощью подшипникового узла 24 шпулярник 25, снабженный балластным грузом 26 для предотвращения его вращения при работе механизма 5, а на рабочей поверхности шпулярника установлены шпули 27 нитевидного материала 28 и нитепроводники 29 для этих нитей,Нити 28 со шпуль 27 собираются при помощи кольца 30 в жгут 31 продольного армирования,Вал 23 имеет сквозное отверстие, внут" ри которого установлены нитепроводники 32 и ЗЗ, Возле нитепроводников 32 и 33 в валу 23 размещены боковые отверстия 34 и 35, У основания отверстий 34 и 35 закреплены рычаги 36 и 37, Для уменьшения инерционных и вибрационных сил рычаги 36 и 37 установлены на валу 23 на диаметрально противоположных сторонах, Рычаг 36 снабжен нитепроводниками 38, а рычаг 37 - нитепроводниками 39, Рычаг 37 предствляет собой нитепроводящую систему и может иметь дополнительную штангу, которая позволяет создать осевое совмещение нитепроводника 32 и кольца 30. На тележке 1 также установлен стационарный шпулярник 6, состоящий из рамы не показана), на которой установлены шпули 40 нитевидного материала 41 поперечного армирования и нитепроводники 42. Нити 41 со шпуль 40 собирают при помощи нитепроводника 43 в жгут 44 поперечного армирования. Для натяжения жгута 44 на корпусе 21 закреплено натяжное устройство 45,Вращение вала 23, а вместе с ним рычагов 36 и 37, осуществляется от привода 46через звездочку 47, цепь 48 и звездочку 49,установленную жестко на валу 23, Вращение поворотной горизонтальной трубе Ф и раскладчикам 11 передается также от привода 46, через вал 50, звездочку 51, цепь 52и звездочку 53, установленную жестко на поворотной трубе 10,Кинематическая связь между валом 23 и трубой 10 является жесткой и позволяет вращать трубу 10 в два раза быстрее, чем вал 23, Достигается это вводом в кинематическую связь к трубе 10, например, двух звездочек 51 и 53 с разными диаметрами и передаточным отношением 1:2.Следует учитывать, что скорость движения жгута 31 несколько больше, чем скорость движения жгута 44 в связи с большим расходом жгута 31 при изготовлении нетканой ленты 7. С целью устранения возможного самопроизвольного вытягивания (захват)жгута 44 нитями 28 жгута 31, на натяжном устройстве 45 подбирается усилие, достаточное для предотвращения этого отрицательного действия.Устройство, реализующее предлагаемый способ, работает следующим образом.Перед началом работы нити 41 со шпуль 40 проводят сквозь нитепроводники 42 и 43 и обьединяют в жгут 44. Образованный из нитей 41 поперечного армирования (кромочных в ленте) жгут 44 проводят сквозьосевое отверстие вала 23, нитепроводник 33, боковое отверстие 35, нитепроводники 39, размещенные на рычаге 37, и далее воодят в кольцо 30, где жгут 44 объединяется с ити 28 продольного армирования, которые, в свою очередь, образуют жгут 31. Объединенные жгуты 31 и 44 совместно заправляются в нитепроводник 32, затем черезбоковое отверстие 34 в нитепроводники 38рычага 36 и далее поступают в направляющий нитепроводник 14, объединенные жгуты 31 и 44 проводят сквозь отверстие трубы10 и затем разделяют в зоне нитепроводника 12. Нити 41 со жгута 44 направляют черезсквозноеотверстие люльки 16, где их пропускают через натяжное устройство 17, затем разделяют на два или более)внутренних жгута 19 (состоящих из нитей 41)и, разделенные внутренние жгуты 19, пропускают через нитепроводники 18, после 15чего закрепляют на оправке 3.Нити 28 со жгута 31 после прохождениянитепроводника 12 разделяют на множество групп нитей, каждая из этих групп выводится через множество боковых отверстий 20в трубе 10 к отдельным раскладчикам 11,После прохождения групп нитей (состоящих из нитей 28) нитепроводников раскладчиков 11, их прикрепляют к внутреннимжгутам 19, После этого включается привод 2546, приводящий во вращение вал 23 с рычагами 36 и 37 и трубу 10 с раскладчиками 11,Одновременно с приводом 46 включается ипривод вращения оправки 3.При включении привода на оправку наматываются внутренние жгуты 19, которыеобразованы из жгута 44. Последний начинает свое поступательное движение от нитепроводника 43, где он образуется из нитей 41и далее через отверстие вала 23, боковое 35отверстие 35, нитепроводники 39 рычага 37поступает в кольцо 30, где жгут 44 объединяется со жгутом 31, который образуется изнитей 28. Одновременно с вращением оправки 3 вращаются и раскладчики 1, разделенный на множество групп нитей жгут 31наматывается на внутренние жгуты 19, приэтом нити 28, образующие жгут 31, сматываются со шпуль 27,45При прохождении участка от нитепроводника 33 до нитепроводника 14 движение и скручивание жгута 44 представляет собой некоторый взаимокомпенсирующий процесс, связанный с вращением рычагов 36 и 50 37. Скручиваясь при вращении рычага 37, жгут 44 раскручивается при вращении рычага 36. Этот процесс можно представить и как придание жгуту 44 противоположных по направлению скруток рычагами Зб и 37, В 55 результате взаимокомпенсирующих скруток; жгут 44, на участке от нитепроводника 14 до нитепроводника 12, приобретает вновь однонаправленную ориентацию и представляет собой пучок параллельных нескрученных нитей 41, легко разделяемых на два или более внутренних жгута 19.Совместное же движение жгутов 31 и 44 на участке от кольца 30 до нитепроводникэ 12 представляет собой движение двух жгутов с различной линейной скоростью так как скорость вращения оправки 3 и расклад- чиков 11 разная) и скрученных между собой в две скрутки. Двойная скрутка жгутов 31 и 44 между собой образуется от вращения рычага 36 согласно теории двойной скрутки. Здесь же на участке от кольца 30 до нитепроводника 12, нити 28 жгута 31 получают две скрутки между собой. Поэтому, в результате на описанном участке нити 41 жгута 44 раскрутятся, так как приобретут обратную взаимокомпенсирующую скрутку и станут в дальнейшем однонаправленными, нити 28 жгута 31 получат две скрутки между собой, а жгут 31 совместно со жгутом 44 также будет скручен в две скрутки.В зоне нитепроводника 12 нити 41 жгута 44.поступают на нитепроводники 18, где образуют два однонаправленных кромочных 19 и несколько внутренних 19 жгутов, Нити 28 жгута 31 в этой же зоне нитепровод-ника 12 разделяются на множество групп нитей, поступают на раскладчики 11 и, благодаря вращению раскладчиков 11, раскручивают между своими собственными нитями две скрутки и одновременно раскручиваются со жгутом 44, освобождая его. Таким образом, закрученные жгуты 31 и 44 на участке от кольца 30 до нитепроводника 12 раскручиваются и далее поступают каждый на свои соответствующие операции, где они и образуют методом вращения групп нитей 28 вокруг кромочных внутренних жгутов 19 (нити 41), нетканую ленту 7.Предлагаемый способ изготовления нетканой ленты и реализующее его устройство дают возможность установить шпулярник поперечных нитей стационарно, что позволяет снизить габариты формующего устройства и увеличить производительность при изготовлении нетканой ленты. Кроме того, согласно предлагамому способу появляетоя возможность сведения части поперечного армирования внутренние жгуты) непосредственно внутрь самой нетканой ленты, что повышает связность нитей в ленте и положительно скажется на качестве выпускаемых стклопластиковых иэделий.Формула изобретенияСпособ изготовления нетканой ленты, при котором осуществляют подачу продольных нитей, объединение их в жгут с одновременным его скручиванием двойной круткой,1675444 РУ УУ Составитель А, БлехмаТехред М.Моргентал Редактор Н. Корректор М. Максимишинец Заказ 2982 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035,ЬЛосква,Ж-ЗБ, Рвушская наб., 4/5 Производственно льский комбинат "Патент", г. Ужгород, ул,Гагарина, 10 подают системы поперечных нитей для объединения с продольными нитями, разъединяют продольные нити в жгуте и обкоччивают ими систему поперечник нитей, отличающийся тем,что,сцелью 5 повышения качества при одновременном повышении производительности, перед скручиванием системы поперечных нитей продольными поперечные нити объединяют в жгут путем их скручивания между собой, затем проводят предварительное объединение в жгут продольных и системы поперечных нитей путем скручивания в направлении, противоположном предыдущему, а непосредственно перед обкручиввнием продольными нитями системы поперечных нитей производят ортделение поперечных нитей от продольных.
СмотретьЗаявка
4687345, 27.04.1989
ХАРЬКОВСКИЙ ИНЖЕНЕРНО-СТРОИТЕЛЬНЫЙ ИНСТИТУТ
ПЕТРИК ВЛАДИМИР ПАВЛОВИЧ, ФОМЕНКО ВИКТОР ФЕДОРОВИЧ, ШАГИН АЛЕКСАНДР ЛЬВОВИЧ, КИУИЛА ИВАН ГЕОРГИЕВИЧ
МПК / Метки
МПК: D04H 3/04
Опубликовано: 07.09.1991
Код ссылки
<a href="https://patents.su/4-1675444-sposob-izgotovleniya-netkanojj-lenty.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления нетканой ленты</a>
Роликоопора для крутонаклонного ленточного конвейера со свернутой в трубу лентой

Номер патента: 198983
Опубликовано: 01.01.1967
МПК: B65G 39/02, B65G 39/14
Метки: конвейера, крутонаклонного, лентой, ленточного, роликоопора, свернутой, трубу
...с осью ролика холостой вет и конвейера и перемещаются в вертикальных направляющих рамы под дей. ствием веса роликоопоры холостой ветви и ленты.При таком выполнениириал можно транспортирпри непрерывной, и при пего на конвейер, так как уты не зависит от объемагруза.Иа чертеже изображена описываемая роликоопора с шарнирным сосдинением осей боковых роликов с тягами,Грузо несущая лентаконвейера опирается на лик 2 и обкимается с краев наклонными роликами 3. Одни концы осей 4 роликов соединены пружиной 5, препятствующей расхождениюю роликов в стороны, а другие - соеди нспы шарнирно с тягами 6, Тяги, в свою очередь, связаны с осью 7 роликоопоры 8 холостой ветви ленты конвейера. Под действием веса роликоопоры 8 и ленты тяги псремещаются в...
Аппарат для непрерывной парожидкостной обработки жгута нитей

Номер патента: 576802
Опубликовано: 15.06.1980
Авторы: Дорофеев, Кургузов, Павлова, Прохоров, Сеитова, Серков, Шишкина
МПК: D01D 13/00
Метки: аппарат, жгута, непрерывной, нитей, парожидкостной
...непрерывной парожид.костной обработки жгута нитей по авт.св К 446212, :содержащий корпус с каналами для паровой обработки жтута, подачи и отвода паровой и жидкостной среды, имеющий прорези по концам его, уплотнительные прокладки и ,размещенные в прорезях корпуса камерьч0 для жидкостной обработки жгута с нитепроводниками, при этом каналы для подачи и отвода жидкостной среды расположены под углом 45 к каналу для паровой обработки жгута.Однако в месте расположения каналов для5 подачи и отвода жидкостной среды возникает пульсация жидкости перпендикулярно направлению движения нитей, что приводит к образованию дефектов нитей и частому их обрыву.Для повышения качества нитей в предлагаемом устройстве каждая камера жидкостной обработки имеет...
Аппарат для непрерывной парожидкостной обработки жгута нитей

Номер патента: 446212
Опубликовано: 25.01.1980
Авторы: Будницкий, Дорофеев, Курылев, Павлова, Серков, Скоробогатых, Соколовский, Чивилихина, Шишкина
МПК: D01D 13/00
Метки: аппарат, жгута, непрерывной, нитей, парожидкостной
...для паровой обработки жгута, и каналом 5 для подачи паровой средьь В прорезях 6 по концам корпуса 1 размещеныкамеры 7 для жидкостной обработки жгута, имеющие ограничительные упоры 8 иприжимаемые к корпусу 1 через уплотнительные прокладки 9 посредством винта10. Камера 7 для жидкостной обработкижгута с каналом 11 для жидкостной обработки жгута и каналами 12 и 13 пода4462 8858 Подпис НИИ ираж е,Филг,Ужг ППП фПатентф,од,ул.Проектная,чи и отвода жидкостной среды содержит нитепроводники 14 и 15, расположенные с двух сторон канала 11 для жидкостной обработки жгута, один нитепроводник 14 имеет коническую форму, и уплотнительные прокладки 9., Прокпадка 9 находится между нитепроводником 14, корпусом и камерой 7 дпя жидкостной обработки...
Аппарат для непрерывной обработки жгута нитей

Номер патента: 362083
Опубликовано: 01.01.1973
МПК: D01D 13/00
Метки: аппарат, жгута, непрерывной, нитей
...2, Для входа и выходаобрабатывающего агента, например пара, термокамера снабжена штуцерами 3 и 4. На концах аппарата (на входе и выходе пз тсрмокамеры) имеются герметизирующие устрой ства 5 и 6, например, многокамерного типадля предотвращения выхода рабочего агента в окружающее пространство при непрерывном прохождении через аппарат жгута нитей.Внутри термокамеры располагаются вклады ши 7 (см. фпг. 1 и 2), которые выполнены ввиде пластин с перфорацией для прохождения через нее рабочего агента, Соединяются перфорированные пластины с помощью переходных колец 8 (см. фпг, 3 и 4), при этом 25 имеющиеся на кольца. выступы входят в соответствующие пазы на концах пластин так, что образуется легко разъемный замок, обеспечивающий не...
Устройство для укладки жгута нитей на вытяжные валы

Номер патента: 641869
Опубликовано: 05.01.1979
МПК: B65H 51/16
Метки: валы, вытяжные, жгута, нитей, укладки
...в корпусе 2 трубчатый пневмоукладчик 3, имеющий направляющую трубу 4, расположенную на выходной части пневмоукладчика, дчик 6 наличий жгуттель 6 и средство 7 для отнитей в трубе, соединенноес датчиком.Устройство работает следующим образом.,захват 8, связанный с началом жгута нитей, направляет жгут по пневмоукладчику и затем поступает в направляющую трубу 4. Жгут нитей укладывается на валы При наличии захвата 8 в направляющей трубе датчик 5 подает сигнал на усилитель 6 и средство 7 для отрезания жгута нитей и трубе, в результате чего часть жгута отрезается, Расстояние между датчиком и средст вом для отрезания жгута нитей соответствует длине жгута на валах. После отрезания жгута срабатывает инжектор 9, и жгут нитей направляется к...
Предыдущий патент: Устройство для изготовления нетканой ленты
Следующий патент: Устройство питания к установке для электрофлокирования
Случайный патент: Система управления