Способ изготовления нетканого материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
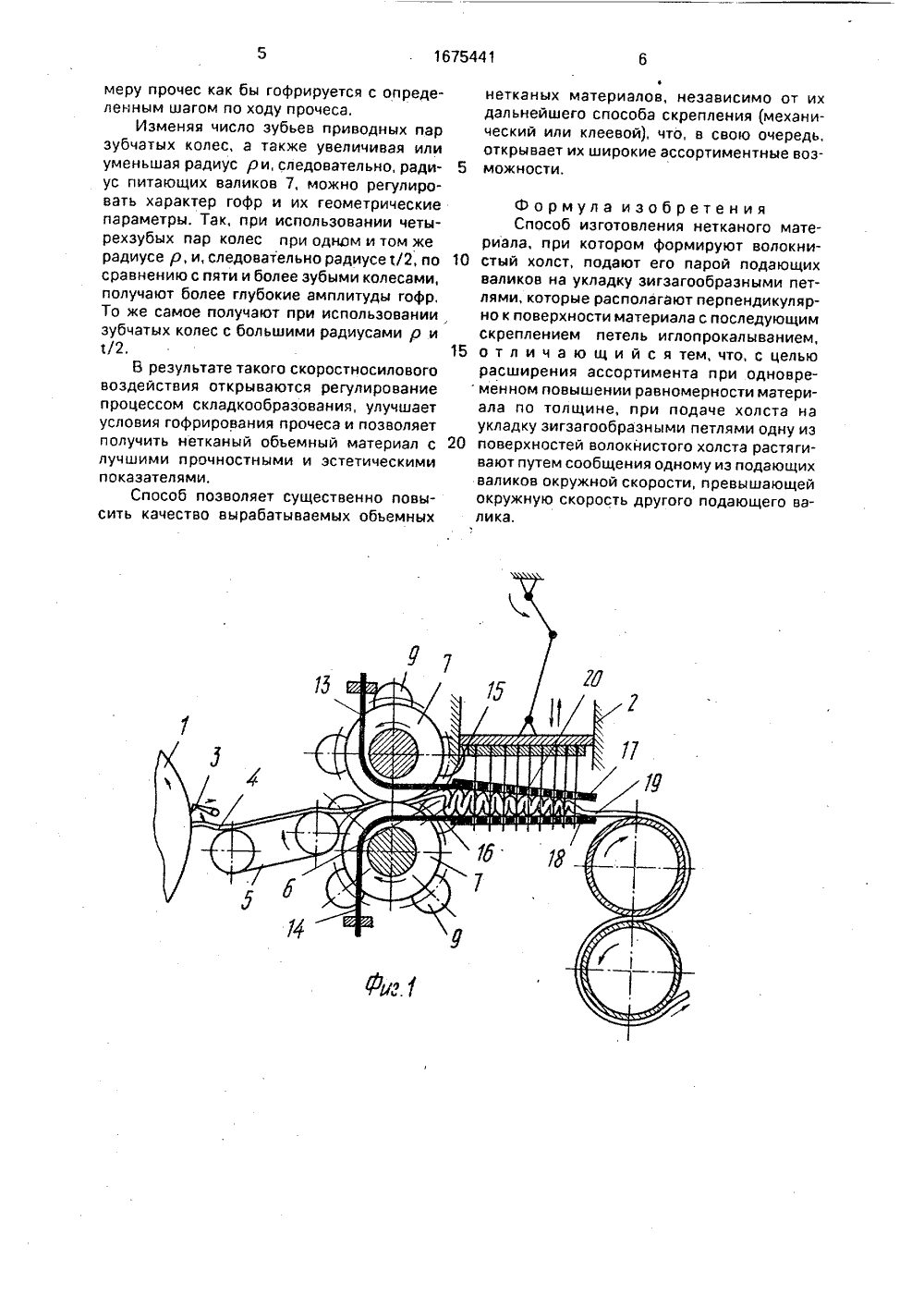
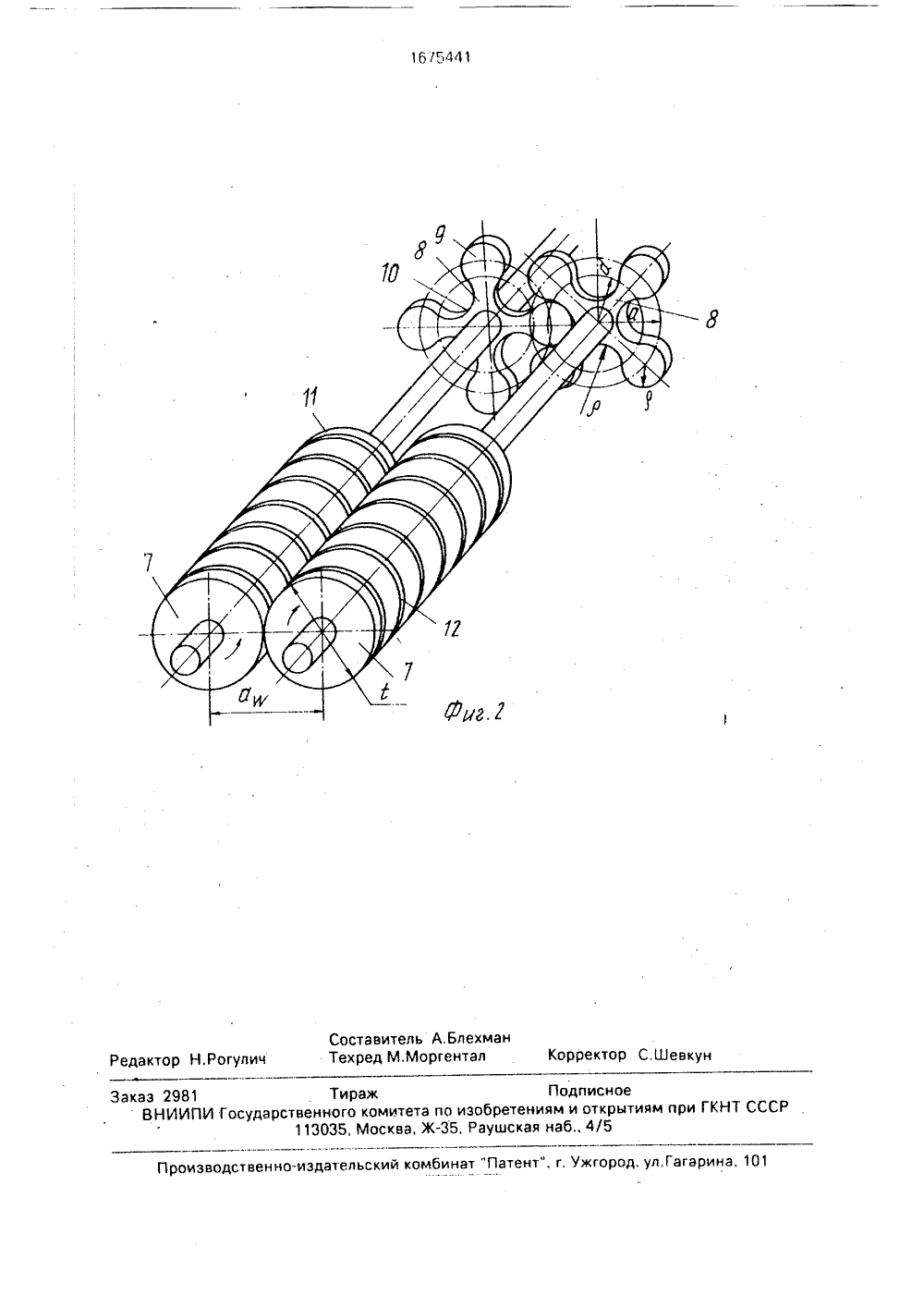
(5 Б Т К следовательский льного машиношов и В.Е.Кул во СССР6, 1986. НИЯ НЕТКАНОГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ОПИСАНИЕ РСКОМУ СВИДЕТЕЛЬСТВ(54) СПОСОБ ИЗГОТОВЛГО МАТЕРИАЛА Изобретение относится к текстильной и легкой промышленности, в частности к производству нетканых материалов,Целью изобретения является расширение ассортимента при одновременном повышении равномерности материала по толщине.На фиг,1 и 2 показано устройство для осуществления предлагаемого способа,Поставленная цель достигается тем, что слой прочеса подают в зону формирования так, что относительная скорость перемещения верхней и нижней поверхности слоя прочеса периодически (циклически) изменяют, т.е. верхнюю и нижнюю поверхность прочеса циклически смещают друг относи-. тельно друга путем сообщений одному иэ подающих валиков окружной скорости, превышающей окружную скорость другого.Периодическое изменение скорости перемещения верхней и нижней поверхностей слоев прочеса приводит к упорядоченному Я 2 1675441 4 Н 1/46, О 01 0 25/00(57) Изобр изводства щих св волокнист прочеса - ния - рас временно материала бенностью слой проче так, что от ния поверх риодическ прочеса ци друг друга етение относится к способу пронетканых материалов, обладаюойствами обьем ности, из ого или волокнистоподобного полуфабриката. Цель изобретеширение ассортимента при одном повышении равномерности по толщине, Отличительной осоэтого способа является то, что са подают в зону формирования носительная скорость перемещеностей подаваемого прочеса пеи изменяется, т,е, поверхности клически смещают относительно 2 ил. оцессу складкообразования. Например,при увеличении скорости одного из питающих валиков изменяется скорость перемещения поверхности слоя прочеса, контактирующего с этим валиком. В результате происходит послойный сдвиг прочеса, Причем этот сдвиг уменьшается в сторону валика с меньшей скоростью, Все это ведет к образованию деформированного прочеса, т.е, к образованию складки со стороны валика, имеющего меньшую окружную скорость. При равенстве скоростей питающих валиков, так как при равенстве скорости перемещения поверхностных слоев, прочес подается в зону складкообразования в не- искривленном виде. Таким образом, слой прочеса как бы гофрируется с определенным шагом по ходу подачи прочеса, В результате получается материал с равномерной гофрированной структурой одинаковой толщины, и в процессе клеевого или механического скрепления имеет оди 1675441наковую прочность по всей ширине вырабатываемого продукта. Это улучшает качествовырабатываемого материала, а также обеспечивает равномерность его физико-механических свойств по ширине,Способ изготовления нетканого объемного материала может быть осуществлен,например, на агрегате, включающем че сальную (чесальные или какие-либо другиеразрыхляющие машины) машину, оснащенную вариантом устройства для зигзагообразного непрерывного петлевогоукладывания прочеса-полуфабриката, состоящего, например, из пары питающих ва, ликов с кольцевыми канавками и, этих канавках. Причем питающие валикиснабжают кинематически связывающимиих приводными элементами, обеспечивающими поцикловые изменения окружныхскоростей питающих валиков относительнодруг друга, но с одинаковым временем наодин оборот их вращения, например, паройчетырех и более зубчатых колес, зубцы имежэубовые впадины которых выполненырадиальными.Для реализации предлагаемого способа в состав оборудования, качестве одногоиз вариантов, должны входить чесальная(или иная разрыхляющая) машина 1 и скрепляющая, например, иглопробивная машина2, установленная последовательно. Чесальная машина оснащена устройством 3 длясъема прочеса 4 и транспортером 5, передающим прочес с иглопробивной машине, Иглопробивная машина имеет регулируемуюпо высоте камеру 6 складкообразования.При входе в камеру складкообразования смонтированы питающие валики 7,снабженные кинематически связывающимиих приводными элементами 8, обеспечивающими поцикловые изменения окружныхскоростей питающих валиков относительнодруг друа, но с одинаковым временем наодин оборот их вращения, например, паройчетырех зубчатых колес. зубцы 9 и межзубовые впадины 10 которых выполнены радиусными с номинальным радиусом р, Причемпитающие валики снабжены канавками 11 и12. В канавках размещены направляющиеэлементы 13 и 14. Концы 15 и 16 направляющих элементов входят между подкладочным 17 и очистительным 18 столами, в зонекоторых пропускают скрепляемый холст 19со складками 20,Согласно предлагаемому способу волокнистый или волокнистоподобный прочес4 подают транспортером 5 от одной илинескольких расчесывающих (разрыхляющих) машин 1 к иглопробивающей машине50 10 15203040 45 2, снабженной камерой 6 складкообразования. Прочес 4 подают парой питающих валиков 7 с кинематически связывающими ихприводными элементами 8 в пространстве между направляющими элементами 13 и 14 со скоростью большей скорости выведения,Посредством направляющих элементов 13 и14, расположенных в канавках 11 и 12 питающих валиков 7, предотвращают наматывание прочеса на эти валики и образуют канал, в котором формируют зигзагообразные складки 20 и подготавливают к скреплению холст 19, В зоне концов 15 и 16 направляющих элементов 13 и 14 и подкладочного и очистительного столов 17 и 18 проводят иглоскрепление холста иглопробивиой машиной 2,Зигзагообразные складки 20 холста 19 формируют за счет циклически изменяющихся в пределах одного оборота окружных скоростей питающих валиков 7, снабженных элементами 8.При прокалывании холста.19 складки 20симметрично сплющиваются,При сплющивании складок волокна холста 19 в результате иглопрокалывания перемещают в направлении иглопрокалывания изадерживают в зонах подкладочного и очистительного столов 17 и 18, создавая точечные хаотические сплетения, что способствует повышению относительнойпрочности объемного нетканого материала.Процесс упорядоченного складкообразования осуществляется за счет циклически повторяющейся разности окружных скоростей питающих валиков 7, Так при увеличении скорости одного из валиков, со стороны этого валика (при условии должного их прижима) происходит сдвиг поверхностныхслоев контактирующего прочеса 4, ведущий к образованию деформированного прочеса, т,е. к образованию складки с впадиной со стороны валика, имеющего меньшую окружную скорость, При равенстве скоростей питающих валиков 7 поступающий прочес 4подается в зону складкообразования в неискривленном виде. При подаче прочеса 4 в камеру 6 складкообразования питающими валиками 7 противоположные стороны прочеса подвергаются неравномерному циклическому скоростному воздействию. В результате такого воздействия имеют место неравномерные сдвиги контактирующих с валиками слоевпрочеса, т.е. со стороны воздействия питающего валика, имеющего в определенный момент большую окружную скорость, происходит его растяжение, а в момент вращения с меньшей скоростью растяжение не происходит. Таким образом, питаемый камеру прочес как бы гофрируется с определенным шагом по ходу прочеса,Изменяя число зубьев приводных пар зубчатых колес, а также увеличивая или уменьшая радиус ри,следовательно, радиус питающих валиков 7, можно регулировать характер гофр и их геометрические параметры. Так, при использовании четырехзубых пар колес при одном и том же радиусе р, и, следовательно радиусе 1/2, по сравнению с пяти и более зубыми колесами, получают более глубокие амплитуды гофр, То же самое получают при использовании зубчатых колес с большими радиусами р и т/2,В результате такого скоростносилового воздействия открываются регулирование процессом складкообразования, улучшает условия гофрирования прочеса и позволяет получить нетканый объемный материал с лучшими прочностными и эстетическими показателями,Способ позволяет существенно повысить качество вырабатываемых обьемных нетканых материалов, независимо от их дальнейшего способа скрепления (механический или клеевой), что, в свою очередь, открывает их широкие ассортиментные воз можности. Формула изобретения Способ изготовления нетканого материала, при котором формируют волокни стый холст, подают его парой подающихваликов на укладку зигзагообразными петлями, которые располагают перпендикулярно к поверхности материала с последующим скреплением петель иглопрокалыванием, 15 о т л и ч а ю щ и й с я тем, что, с цельюрасширения ассортимента при одновре менном повышении равномерности материала по толщине, при подаче холста на укладку зигзагообразными петлями одну из 20 поверхностей волокнистого холста растягивают путем сообщения одному из подающих валиков окружной скорости, превышающей окружную скорость другого подающего валика.Блехманентал Корректор С. Ш евкун актор Н,Рогулич Тиражрственного комитета по из 113035, Москва, Ж, Р ри ГКНТ СССР но-издательский комбинат "Патент", г, Уж л,Гагарина, 1 звод аказ 2981 ВНИИПИ СоставитеТехред М.М Подписноетениям и открыт кая наб., 4/5
СмотретьЗаявка
4651298, 14.02.1989
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЛЕГКОГО И ТЕКСТИЛЬНОГО МАШИНОСТРОЕНИЯ
КУЛЕШОВА ВАЛЕНТИНА ИВАНОВНА, КУЛЕШОВ ЕВГЕНИЙ МИХАЙЛОВИЧ, КУЛЕШОВ ВАЛЕРИЙ ЕВГЕНЬЕВИЧ
МПК / Метки
МПК: D01G 25/00, D04H 1/46
Метки: нетканого
Опубликовано: 07.09.1991
Код ссылки
<a href="https://patents.su/4-1675441-sposob-izgotovleniya-netkanogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления нетканого материала</a>
Способ измерения скорости движения полосы, например, проката

Номер патента: 497522
Опубликовано: 30.12.1975
Автор: Мейбаум
МПК: G01P 3/36
Метки: движения, например, полосы, проката, скорости
...на выходе диссекторавозникают электрические сигналы, вызываемые оптической неоднородностью элементовперемещающеися поверхности. Когда развертка перемещается, производится анализ видеосгнала по длине строки, и, если на участке,примерьо в 3 ее раоочеи длины, сигнал невозникает или возникает за его пределами,т, е. на этом участке наолюдается оптическаяоднородность, то генератор выключается, иток в отклоняющих катушках исчезает. (.ледовательно, отклоняющее магнитное поле концентрируется у отверстия диафрагмы диссек 5тора, и на его катоде наолюдается неподвижное изооражение с апертурои, равной отверстию диафрагмы. то изооражение задерживается до подхода оптическои неоднородности,которая вызывает первый электрический сигнал. С помощью этого...
Устройство для измерения скорости вращения объекта, например гидрометрической вертушки

Номер патента: 498550
Опубликовано: 05.01.1976
МПК: G01P 3/48
Метки: вертушки, вращения, гидрометрической, например, объекта, скорости
...Коли ество импульсов в секунду пропорционально скорости потока После преобразователя сопротцвленпе - напряжение 2 импульсное напряжение по дается на вход формирователя импульсов 3 Формирователь импульсов преобразует входной сигнал в прямоугольные импульсы, Длительность этих импульсов различна, она зависит от конструкции вертушки и от скорости потока. С целью получеш;я импульсов постоянной длительности сцгцал с формирователя через дифференцируощий блок 1 подается ца запуск ждущего мультивибратора 5. ;Кдущий мультивибратор формирует прямоугольные импульсы постоянной длительности. Импульсы со ждущего мультивибратора подаются на первый вход модулятора б. На второй вход модулятора поступают импульсы тактового генератора 7 с плавной...
Питающее приспособление к чесальной машине, например, для хлопка

Номер патента: 130373
Опубликовано: 01.01.1960
Авторы: Ермаков, Макарьин, Смоляков
МПК: D01G 15/20, D01G 15/26
Метки: машине, например, питающее, хлопка, чесальной
...валик 12.При врапении с соответствующей скоростью валиков 4 и 5 в направлении стрелок А и Б и направлении (показанном на чертеже) зубцов обтягивающих их лент достигается вытягивание холста 9 и расчесывание пучков волокон с продольной их ориентацией. Бородка холста свисает с валика 5, между зубцами ленты которого волокна выпрямляются и сорные примеси задерживаются. Под воздействием зубцов приемного барабана 1 бородка холста интенсивно расчесывается без выхватывания пучков волокон. Сор с передних концов волокон сбивается, волокна протаскиваются между зубцами валика 5 и снимается сор с задних концов волокон. Кроме волокон, захваченных зубцами приемного барабана 1, часть волокон и сора задерживается на зубца ваглика 5, с которого...
Сигнальное устройство для контролирования скорости прохождения повозок, например, автотранспорта

Номер патента: 26229
Опубликовано: 30.04.1932
Автор: Плечков
МПК: G01P 3/22
Метки: автотранспорта, контролирования, например, повозок, прохождения, сигнальное, скорости
...частями 7, 8, 9 и соответственно 13, 14, 15 при опускании планок.Каждый из контактных стержней первой планки электрически соединен через сигнальный прибор, например, лампы 1 б, 17, 18 и источник электрической энергии (не показанный на чертеже) с каждым из контактных стержней другой плднки, равно как и нижние контактные части 7, 8, 9 первой планки электрически соединены с нижними контактными частями 13, 14, 15 другой планки, вследствие чего сигнальный прибор оказывается включенным лишь при одновременном замыкании соответствующих контактных частей обеих планок,При наезде автомобиля на планку 1,в зависимости от величины его веса, пружины сжимаются, но происходит замыкание контактной части, находящейся под воздействием лишь той пружины,...
Способ определения мгновенной скорости движения тел, например горячего проката

Номер патента: 169901
Опубликовано: 01.01.1965
МПК: G01P 3/46
Метки: горячего, движения, мгновенной, например, проката, скорости, тел
...телекамеры 1перемещается раскаленная заготовка 2 прока 1 а. Кадровую отклоняющую систему телекамеры с генератором 3 располагают параллельно продольной оси заготовки, а строчную с гене ратором 4 - перпендикулярно ей. Положениеразвертывающего луча в направлении кадровой развертки пропорционально току в кадровой отклоняющей катушке 5 и, следовательно, напряжению на сопротивлении б, включенном 15 последовательно с катушкой 5. Видеосигналот заготовки 2 и напряжение с сопротивления б поступают в блок 7 совпадения, на выходе которого получают ряд последовательных импульсов определенной частоты, причем ампли туда последнего будет максимальна и пропорциональна току в кадровой катушке 5 в момент последнего строчного видеосигнала, т....
Предыдущий патент: Способ соединения веревки с предметом
Следующий патент: Нетканый многослойный материал
Случайный патент: Сырьевая смесь для изготовления теплоизоляционного материала