Уплотнение и способ его изготовления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1642159
Авторы: Балаев, Жарнов, Мясковский, Пугачев

Текст
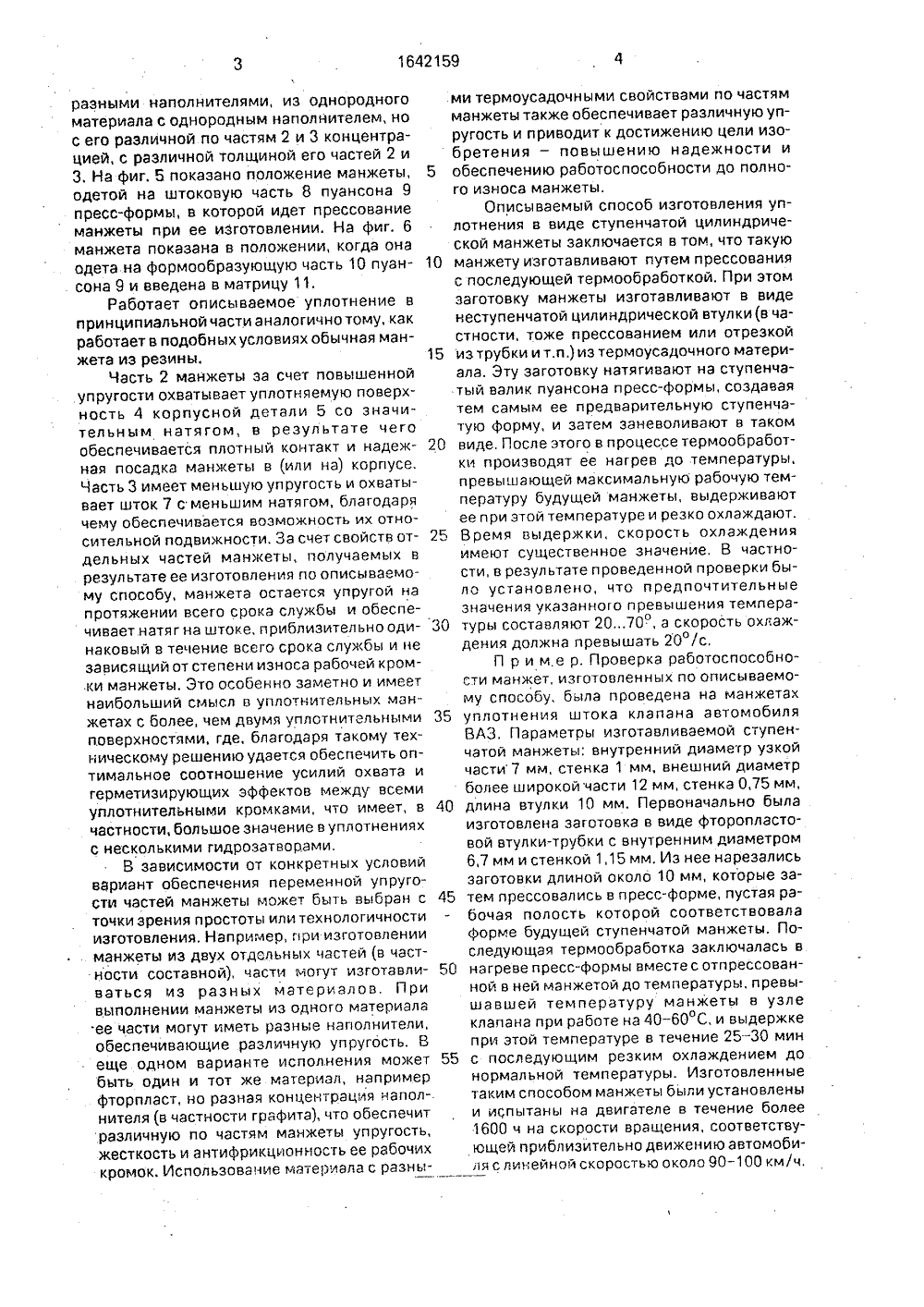
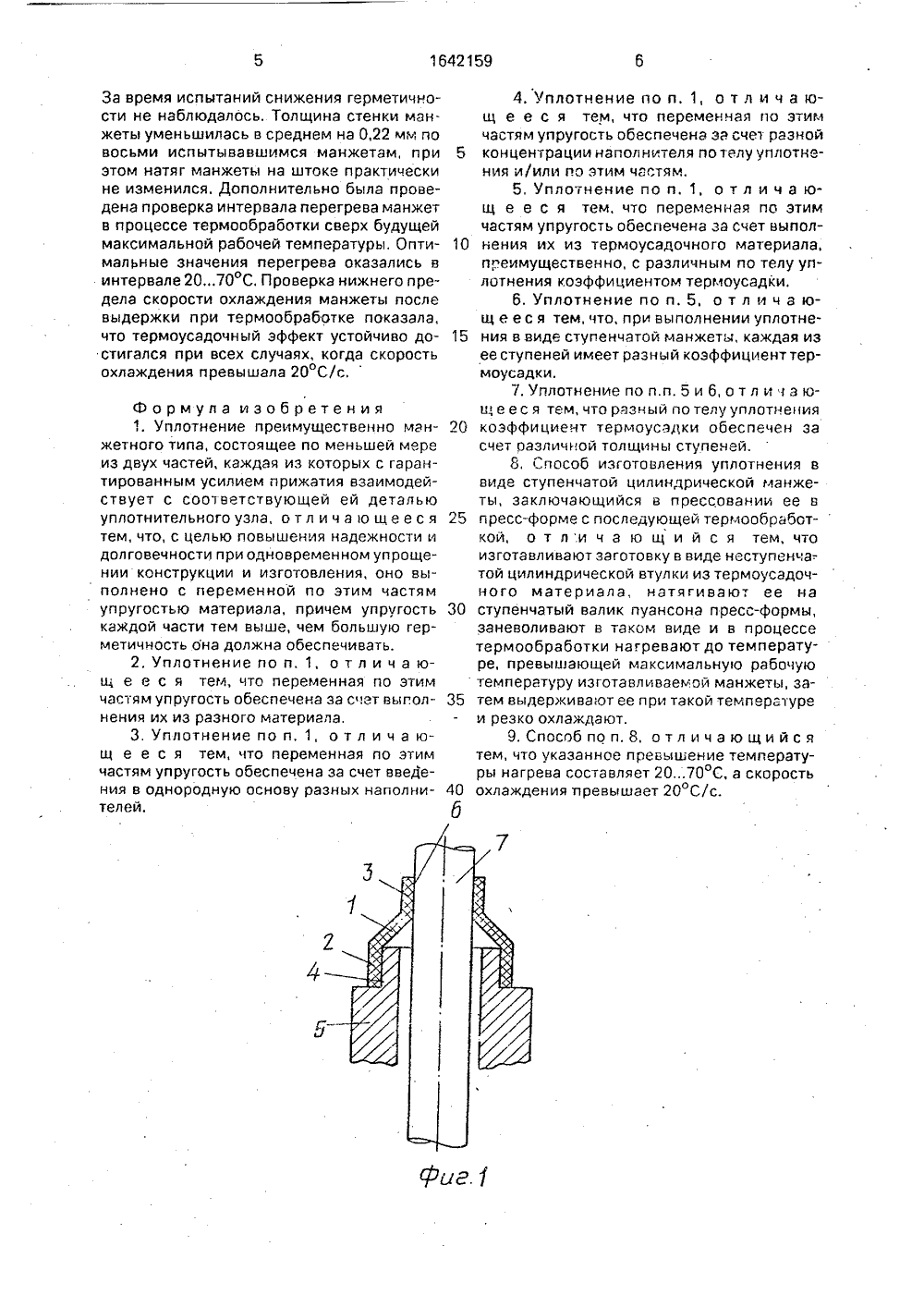
(5 сй НИЯ Е К АВТОРСКОМ ИДЕТЕЛ ЬСТВУ ана фиг.5 соотвей касается уплотнитель сти, к уплотнениям м- этапы изготовления ии с данным иэобрение надежвременном овления, труктивная о к испольателя внут- манжета из ителями; на а с разной а фиг. 4 - тенки двух ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБ(56) Голубев Г.А., Кукин Г,М, и др. Контактные уплотнения вращающихся валов, М.: Машиностроение, 1976, с. 74, фиг. 4 ба.Голубев Г.А., Кукин Г.М, Уплотнения вращающихся валов, М.: Наука, 1966, с. 41. (54) УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ(57) Изобретение позволяет повысить надежность и долговечность уплотнения магнитного типа при одновременном упрощении конструкции и изготовления. Каждая из частей 2, 3 манжеты 1 с гарантированным усилием прижатия взаимодействует с соответствующей ей деталью 5 Изобретениетехники, в частножетного типа.Цель изобретения - повыше ности и долговечности при одно упрощении конструкции и изготНа фиг. 1 представлена конс схема уплотнения применительн зованию в клапанном узле двиг реннего сгорания; на фиг. 2 - материала с различными наполн фиг. 3 - манжета из материал концентрацией наполнителя; н манжета с различной толщиной с, .Ж, 1642159 А 1 уплотнительного узла. Упругость материала по частям 2, 3 переменна. Упругость каждой части 2, 3 тем выше, чем большую герметичность она должна обеспечивать, Переменная упругость может быть достигнута эа счет изготовления частей 2, 3 иэ разного материала или эа счет введения в однородную основу разных наполнителей, или за счет разной концентрации наполнителя. Для изготовления ступенчатой манжеты 1 заготовку выполняют в виде неступенчатой цилиндрической втулки из термоусадочного материала, Натягивают ее на ступенчатый валик пуансона пресс-формы, заневоливают в таком виде и в процессе термообработки нагревают до температуры, превышающей макс. рабочую температуру манжеты 1. Затем выдерживают ее при такой температуре и резко охлаждают. Превышение температуры нагрева составляет 20 - 70 С, скорость охлаждения превышает 20 С/с, 2 с. и 7 3.и. ф-лы, б ил,ее частеи; ибманжеты в тствтением,Уплотнение выполнено из манжеты 1 состоящей из двух частей 2 и 3. Одна из частей, в частности 2, взаимодействует с уплотняемой поверхностью 4 корпусной де тали 5 (применительно к клапану ДВС), а другая часть 3 взаимодействует подвижно с уплотняемой поверхностью б штока 7 клапа на. Отдельные части 2 и 3 манжеты 1 могут быть выполнены из разного материала, например резины и фторпласта или. в других сочетаниях, из однородного материала, но сразными наполнителями, из однородного материала с однородным наполнителем, но с его различной по частям 2 и 3 концентрацией, с различной толщиной его частей 2 и 3, На фиг. 5 показано положение манжеты, одетой на штоковую часть 8 пуансона 9 пресс-формы, в которой идет прессование манжеты при ее изготовлении. На фиг. 6 манжета показана в положении, когда она одета на формообразующую часть 10 пуансона 9 и введена в матрицу 11.Работает описываемое уплотнение в принципиальной части аналогично тому, как работает в подобных условиях обычная манжета из резины.Часть 2 манжеты за счет повышенной упругости охватывает уплотняемую поверхность 4 корпусной детали 5 со значительным натягом, в результате чего обеспечивается плотный контакт и надежная посадка манжеты в (или на) корпусе. Часть 3 имеет меньшую упругость и охватывает шток 7 с меньшим натягом, благодаря чему обеспечивается возможность их относительной подвижности, За счет свойств отдельных частей манжеты, получаемых в результате ее изготовления по описываемому способу, манжета остается упругой на протяжении всего срока службы и обеспечивает натяг на штоке, приблизительно одинаковый в течение всего срока службы и не зависящий от степени износа рабочей кром.ки манжеты, Это особенно заметно и имеет наибольший смысл в уплотнительных манжетах с более, цем двумя уплотнительными поверхностями, где, благодаря такому техническому решению удается обеспечить оптимальное соотношение усилий охвата и герметизирующих эффектов между всеми уплотнительными кромками, что имеет, в частности, большое значение в уплотнениях с несколькими гидрозатворами,В зависимости от конкретных условий вариант обеспечения переменной упругости частей манжеты может быть выбран с точки зрения простоты или технологицности изготовления. Напримео, при изготовлении манжеты из двух отдельных частей (в частности составной), части могут изготавливаться иэ разных материалов. При выполнении манжеты из одного материала ее части могут иметь разные наполнители, обеспечивающие различную упругость. В еще одном варианте исполнения может быть один и тот же материал, например фторпласт, но разная концентрация наполнителя (в частности графита), что обеспечит различную по частям манжеты упругость, жесткость и антифрикционность ее рабочих кромок. Использование материала с разны ми термоусадочными свойствами по частям манжеты также обеспечивает различную уп 5 10 15 20 25 30 35 40 45 50 55 ругость и приводит к достижению цели изобретения - повышению надежности и обеспечению работоспособности до полного износа манжеты.Описываемый способ изготовления уплотнения в виде ступенчатой цилиндрической манжеты заключается в том, что такую манжету изготавливают путем прессования с последующей термообработкой. При этом заготовку манжеты изготавливают в виде неступенчатой цилиндрической втулки(в частности, тоже прессованием или отрезкой из трубки и т.п.) из термоусадочного материала. Эту заготовку натягивают на ступенчатый валик пуансона пресс-формы, создавая тем самым ее предварительную ступенцатую форму, и затем заневоливают в таком виде. После этого в процессе термообработки производят ее нагрев до температуры, превышающей максимальную рабочую температуру будущей манжеты, выдерживают ее при этой температуре и резко охлаждают. Время выдержки, скорость охлаждения имеют существенное значение. В частности, в результате проведенной проверки было установлено, что предпочтительные значения указанноо превышения температуры составляют 2070, а скорость охлаждения должна превышать 20/с.П р и м.е р. Проверка работоспособности манжет, изготовленных по описываемому способу, была проведена на манжетах уплотнения штока клапана автомобиля ВАЗ. Параметры изготавливаемой ступенчатой манжеты: внутренний диаметр узкой части 7 мм, стенка 1 мм, внешний диаметр более широкой части 12 мм, стенка 0,75 мм, длина втулки 10 мм. Первоначально была изготовлена заготовка в виде фторопластовой втулки-трубки с внутренним диаметром 6,7 мм и стенкой 1,15 мм. Иэ нее нарезались заготовки длиной около 10 мм, которые затем прессовались в пресс-форме, пустая рабочая полость которой соответствовала форме будущей ступенчатой манжеты. Последующая термообработка заключалась в нагреве пресс-формы вместе с отпрессованной в ней манжетой до температуры, превышавшей температуру манжеты в узле клапана при работе на 40-60 С, и выдержке при этой температуре в течение 25-30 мин с последующим резким охлаждением до нормальной температуры. Изготовленные таким способом манжеты были установлены и испытаны на двигателе в течение более 1600 ч на скорости вращения, соответствующей приблизительно движению автомобиля с линейной скоростью около 90-100 км/ц.За время испытаний снижения герметичности не наблюдалось. Толщина стенки манжеты уменьшилась в среднем на 0,22 мм по восьми испытывавшимся манжетам, при 5 этом натяг манжеты на штоке практически не изменился. Дополнительно была проведена проверка интервала перегрева манжет в процессе термообработки сверх будущей максимальной рабочей температуры, Опти мальные значения перегрева оказались в интервале 2070 С, Проверка нижнего предела скорости охлаждения манжеты после выдержки при термообработке показала, что термоусадочный эффект устойчиво до стигался при всех случаях, когда скорость охлаждения превышала 20 С/с.Формула изобретения1, Уплотнение преимущественно ман жетного типа, состоящее по меньшей мере из двух частей, каждая из которых с гарантированным усилием прижатия взаимодействует с соответствующей ей деталью уплотнительного узла, о т л и ч а ю щ е е с я 25 тем, что, с целью повышения надежности и долговечности при одновременном упрощении конструкции и изготовления, оно выполнено с переменной по этим частям упругостью материала, причем упругость 30 каждой части тем выше, чем большую герметичность она должна обеспечивать.2. Уплотнение по и. 1, о т л и ч а ющ е е с я тем, что переменная по этим частям упругость обеспечена за счет выпол нения их из разного материала,3. Уплотнение по и. 1, о т л и ч а ющ е е с я тем, что переменная по этим частям упругость обеспечена за счет введения в однородную основу разных наполни тел ей. б 4. Уплотнение по и. 1, о т л и ч а ющ е е с я тем, что переменная по этим частям упругость обеспечена за счет разной концентрации напал нителя по телу уплотнения и/или по этим частям.5, Уплотнение по и. 1, о т л и ч а ющ е е с я тем. что переменная по этим частям упругость обеспечена за счет выполнения их из термоусадочного материала, преимущественно, с различным по телу уплотнения коэффициентом термоусадки.6, Уплотнение по и. 5, о т л и ч а ющ е е с я тем, что, при выполнении уплотнения в виде ступенчатой манжеты, каждая из ее ступеней имеет разный коэффициент термоусадки,. Уплотнение по п.п. 5 и 6, о т л и ч а ющ е е с я тем, что разный по телу уплотнения коэффициент термоусадки обеспечен за счет оазличной толщины ступечей.8, Способ изготовления уплотнения в виде ступенчатой цилиндрической манжеты, заключающийся в прессовании ее в пресс-форме с последующей термообработкой, о т ли ч а ю щ и й с я тем, что изготавливают заготовку в виде неступенча-. той цилиндрической втулки из термоусадочного материала, натягивают ее на ступенчатый валик пуансона пресс-формы, заневоливают в таком виде и в процессе термообработки нагревают до температуре, превышающей максимальную рабочую температуру изготавливаемой манжеты, затем выдерживают ее при такой температуре и резко охлаждают.9. Способ по и. 8, о т л и ч а ю щ и й с я тем, что указанное превышение температуры нагрева составляет 2070 Са скорость охлаждения превышает 20 С/с.1642159 цс. 2 Составитель И. Пащенкоедактор М, Самерханова Техред М.Моргентал Коррек ата КНТ СССР енно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 1 П з 1430ВНИИПИ Государст Тираж 454 Подписное ного комитета по изобретениям и открытиям и 035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4696932, 21.04.1989
МОСКОВСКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "НЕФТЕГАЗАВТОМАТИКА"
МЯСКОВСКИЙ ЕВГЕНИЙ ГРИГОРЬЕВИЧ, ЖАРНОВ ВИКТОР МИХАЙЛОВИЧ, БАЛАЕВ ГУРГЕН АШОТОВИЧ, ПУГАЧЕВ АРКАДИЙ КОНСТАНТИНОВИЧ
МПК / Метки
МПК: F16J 15/32
Метки: уплотнение
Опубликовано: 15.04.1991
Код ссылки
<a href="https://patents.su/4-1642159-uplotnenie-i-sposob-ego-izgotovleniya.html" target="_blank" rel="follow" title="База патентов СССР">Уплотнение и способ его изготовления</a>
301679

Номер патента: 301679
Опубликовано: 01.01.1971
МПК: G03G 15/20
Метки: 301679
...более 200 мл 1 необходимасложная и тяжелая конструкция узла, обеспечивающая большие усилия на валках закрепления,Для устранения этих недостатков в предлагаемом устройстве один валок выполнен в виде кольцевого вибратора из магнитострикционного материала и питается током ультразвуковой частоты.На чертеже показана принципиальная схема устройства,Устройство состоит из двух валков 1 и 2,один из которых представляет собой кольцевой вибратор, выполненный из магнитострикционного материала (например, никеля, титоната бария и др,) с обмоткой, расположеннойтак, что вибратор излучает колебания радиально. Валок 2 - обычный.Работает устройство следующим образом,Бумажная лента 8 с перенесенным на нееизображением, образованным порошковым...
Упругая манжета торцового уплотнения

Номер патента: 1749592
Опубликовано: 23.07.1992
Авторы: Кудрин, Перель, Сергеев
МПК: F16J 15/34
Метки: манжета, торцового, уплотнения, упругая
...сторцовым уплотнением, в котором использована манжета с центрированием па наружному диаметру. К вращэюцимся частямподшипникового узла относится опорныйкаток 12, посаженный на ось 13, с подшипником 14, В расточке катка установлена упругая манжета 1, центрирующаяся понаружному диаметру и упирающаяся губкой 4 в подвижное в осевом нэпоавленииуппотнительное кольцо 15. К невращающимся частям уплотнения относится сцент рированная по подшипнику 14 крышка 16, врасточке которой установлены резиноваяпрокладка 17 и уппотнительное кольцо 18,зафиксированное от проворота стопором 19и контактирующее с уплотнительным кольцом 15.Упругая манжета торцового уплотненияработает следующим образом,При установке манжеты 1 в подшипниковый узел ее размер по...
Устройство для запрессовки упругих уплотнений в раме

Номер патента: 1738637
Опубликовано: 07.06.1992
Автор: Левин
МПК: B25B 27/02, E04C 2/54
Метки: запрессовки, раме, уплотнений, упругих
...в виде кулачка 19, подпружиненного к запрессовываемому уплотнению 10. Кулачок 19 выполнен с профилем, охватывающим выступающую часть уплотнения 10, и взаимодействует с ним посредством заклинивания пр. перемещении цилиндра 15 в направл;нии, противоположном указанному стрелкой на фиг. 1, т,е, противоположному движению инструмента 1. На корпусе цилиндра 15 также укреплена рукоятка 20, г с противоположной стороны - направляющая 21, выполненная из антифрикционного материала, Стеклопакет 22 укрепляется в оконной раме 14 при помощи упругого уплотнения 10 и резинового цилиндрического элемента 23, Силовой цилиндр 15работает от магистрали сжатого воздухане показан). Устройство работает следующим обраПредварительно в раму 14 устанавливают...
Упругое уплотнение гильзы цилиндра

Номер патента: 94594
Опубликовано: 01.01.1952
Автор: Гинцбург
МПК: F16J 15/08
Метки: гильзы, уплотнение, упругое, цилиндра
...рязруп 1 спи 51 при 1 ысокпх те:11 пс 1)я Гу 1)ях.Ня чертеже изоораженя конструкцн 51 уплотнения.Гильза 1, помещенная в блоке 2, уплотняется с помон 10 упругого металлическОГО кольцЯ 3 снЯОженнОГО ДВ 1".Я посад 01 н 11.н поясами 4 и 5.Уплотнение между блоком 2 и кольцом 3 в поясе 4 обеспечивается упругостью кольца надетого на ильзу с соответствующим н тягом в поясе 5. ),ля улучшения уплотнения пояс 4 может быть омедне, кадмирован или покрыт другим мягким металлом,Небольшое поперечное сечение кольца предохраняет гильзу цилиндра от значительных деформаций. Для восприятия боковых давлений на стенку цилиндра гильза снабжена разгрузочным поясо: 6, имеющим в раоочих условиях небольшой натяг с блоком. Я и Предме зооретення Упр реннего разруш в...
Торцевое уплотнение роторной машины

Номер патента: 565103
Опубликовано: 15.07.1977
Авторы: Кобзарь, Малин, Нехорошев, Сухомлинов
МПК: F01C 19/08
Метки: роторной, торцевое, уплотнение
...кольца и торца олнены проточки,На чертеже показано описываемое уплотнение, разрез.Уплотнение содержит жесткое неразрезноекольцо 1 и упругий уплотнительный элемент, 5 установленныи между кольцом 1 и торцом ротора 2 и выполненный в виде тонкостенного кольца 3 3-образного сечения, а на примыкающих к нему поверхностях неразрезного кольца 1 и торца ротора 2 выполнены проточки и.10 При работе машины газ с повышеннымдавлением стремится проникнуть из рабочих камер во внутренниеполости машины идалее в атмосферу. Неразрезное кольцо 1 поджимается распорной силой кольца 3, сжатого в 15 осевом направлении, и закрывает проход газу, Первоначальное усилие прижатия зависит от осевой деформации кольца 3 и его жесткости, величиной которой можно...
Предыдущий патент: Поршень бурового насоса
Следующий патент: Магнитожидкостное уплотнение вала
Случайный патент: Устройство для автоматического управления физико-химическим процессом виброформования ячеистобетонных смесей