Способ импульсного перемещения длинномерных заготовок в рабочую зону
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1618569
Автор: Скребцов

Текст
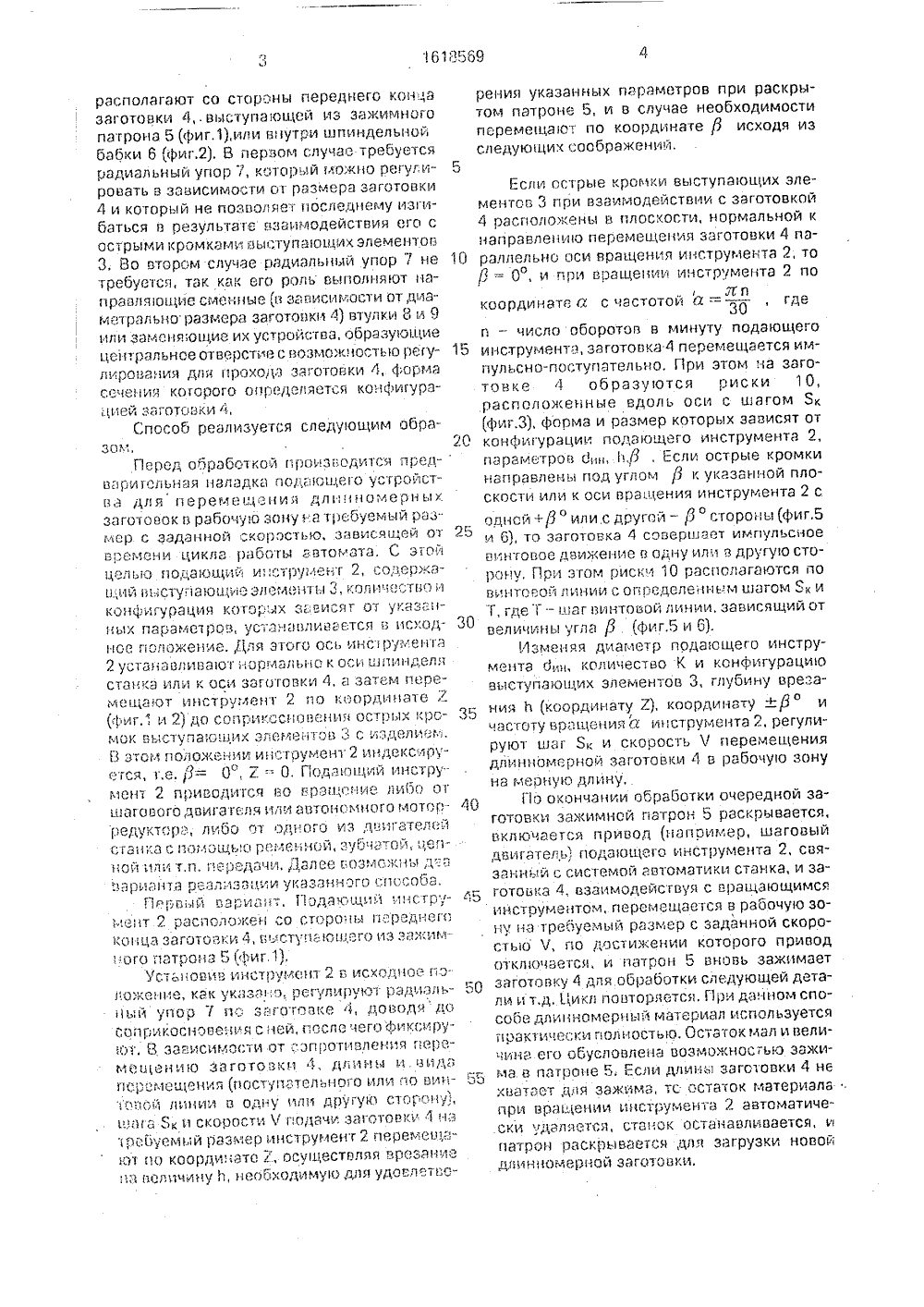
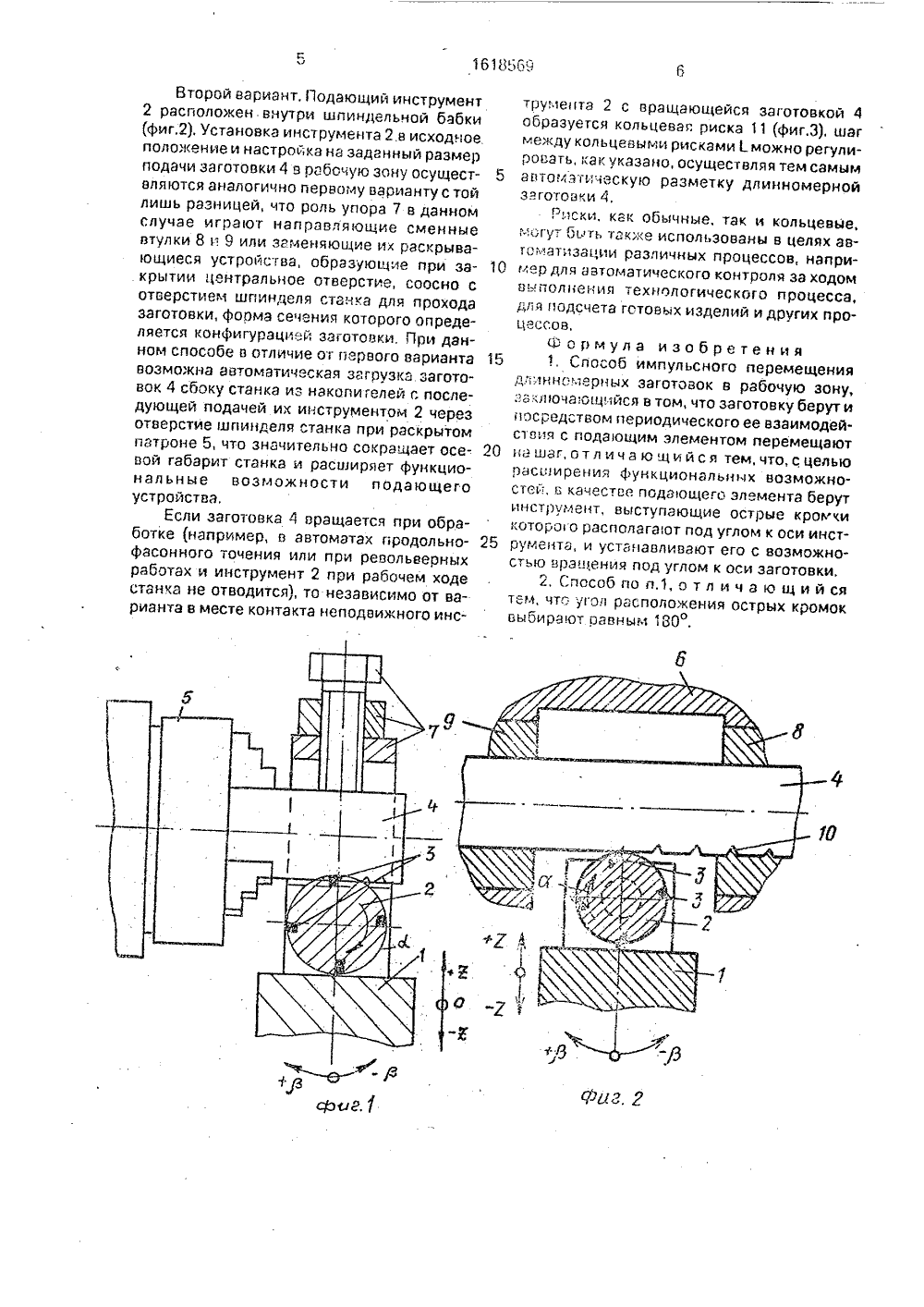
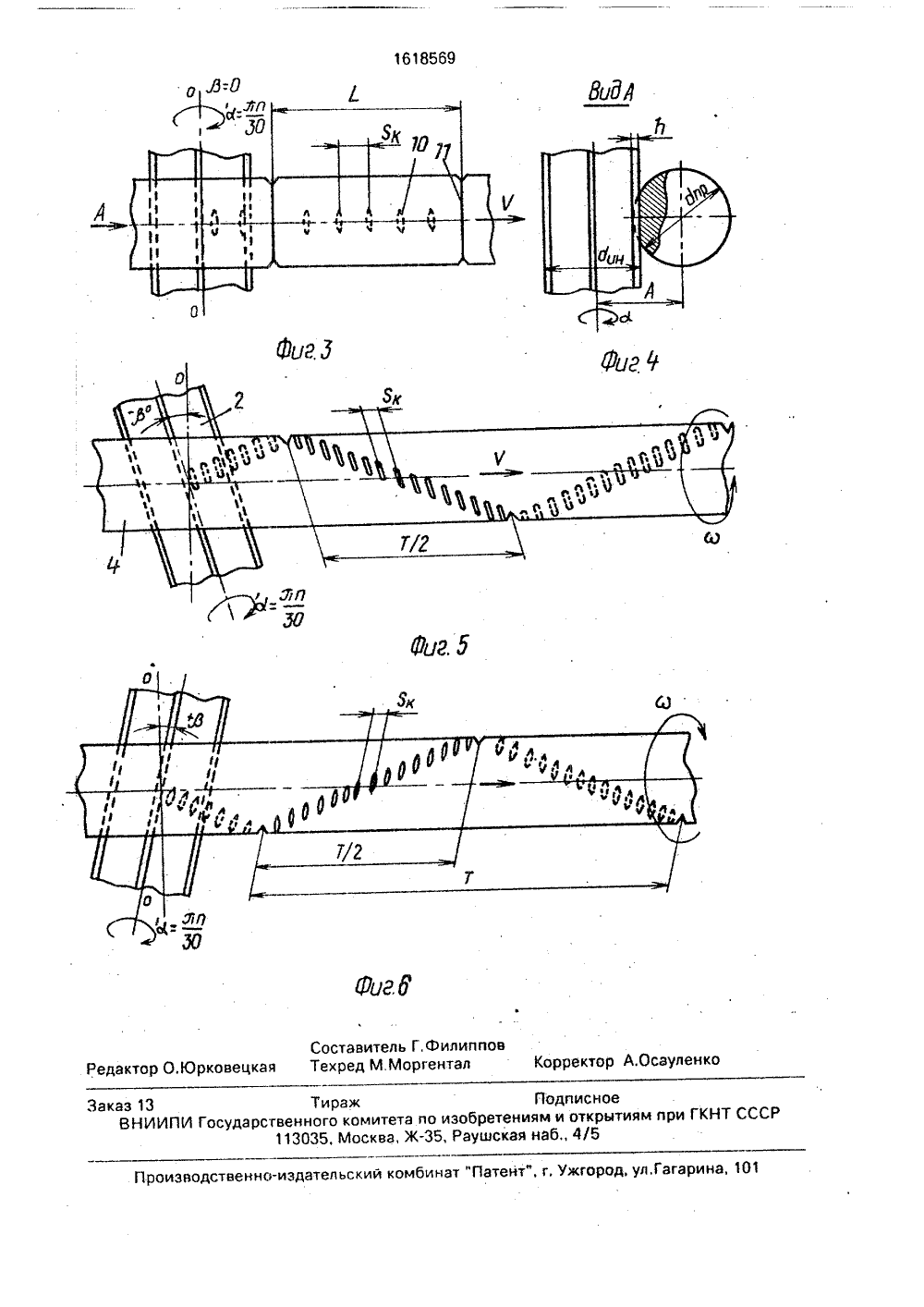
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 19) Я ЗО 7 00 ГОСУДАРСТВЕННЬПО ИЗОБРЕТЕНИЯПРИ ГКНТ СССР КОМИТЕТИ ОТКРЫТИЯМ И СПИ Т К(71) Волгоградски М 1политехнический инс тельство СССРВ 13/00, 1983ЛЪСНОГО ПЕРНЫХ ЗАГОТОВ ЕЩЕ В РА РСКОМУ СВИДЕТЕЛЬСТВУ(72) А.И. Скребцов (53) 62-229.6 (088.8) (56) Авторское свид 1 Ф 1110548, кл. В 23 (54) СПОСОБ ИМПУ НИЯДЛИННОМЕР БОЧУЮ ЗОНУ (57) Изобретение о ,нию, металлооб раб пользовано в станка с ЧПУ для автомати тносится к станкостроеотке и может быть исх-автоматах и в станках ческой подачи длинноИзобретение относится к станкостроению, металлообработке и может быть использовано в станках-автоматах и в станках с ЧПУ для автоматической подачи длинно- мерных заготовок труб и прутков в рабочую зону на мерную длину с регулируемой скоростью и шагом, а также для автоматической разметки, сварки и других операций технологических процессов.Целью изобретения является расширение функциональных воэможностей способа за счет дополнительного поворота заготовки при ее подаче в рабочую зону.На фиг.1 изображена схема осуществления способа; на фиг.2 - то же, при расположении внутри шпиндельной бабки; на фиг,3 - схема взаимодействия подающего инструмента с заготовкой (р = 9); на фиг.4 - вид А на фиг.З; на фиг. 5 и 6 - схема взаимодействия подающего инструмента с заготовкой . при-ф и+3 соответственно; мерных заготовок в рабочую зону на мерную длину с регулируемой скоростью и шагом. Целью изобретения является расширение функциональных возможностей за счет дополнительного поворота заготовки при ее подаче в рабочую зону. В качестве подающего устройства берется инструмент с выступающими острыми кромками, расположенными под углом к оси инструмента. Инструмент устанавливают под углом к оси заготовки и приводят во вращение, В зависимости от выбранных углов установки инструмента и острых кромок заготовка перемещается при вращении инструмента прямолинейно или прямолинейно с вращением вокруг продольной оси с остановками. 1 з,п,ф-лы, 6 ил. Предлагаемыи способ реализуется с помощью автономного или кинематически связанного со станком подающего устройства, состоящего иэ корпуса 1, подающего инструмента 2 с выступающими элементами 3 в виде острых кромок, кинематически связанного с приводом (не показан), имеющего возможность перемещения минимум по трем независимым координатам, две из которых позиционные - поступательные или круговые - служат для наладки инструмента (например, на фиг.1 и 2 7 и Р - соответственно поступательная и круговая координаты, и одна цикловая - вращательная - служит для перемещения заготовки 4 (например, на фиг.1 и 2 а - вращательная координата).Подающий инструмент 2, содержащий выступающие элементы 3, острые кромки которых при вращении инструмента периодически взаимодействуют с заготовкой 4, 1 61)3569располагают са стороны переднего концаЗЭГотовки 4, выстуГаОЩОЙ из зажимнагапатрона 5 (иг,1),или гл утри шпиндельнойбабки 6 фиг,2), В первом случае требуетсярадиальный упор Р, ксп Орый можно региировать в здвисимости ст размера заатовкл4 и который не гОзвал 5 ет Осл 8 днему из.ибаться в результате взаимодействия его сОстрыми кромка)ли вы,тупэю 1 цих ЭлементовЭ, Во втоРОМ СЛУчэе РВДиэыдй УпоР 7 не 10требу(дтс 3, тдк как его роль выпа 1-яОт наП РЭВЛ Я 10 ЦИО СМЕН НЬ 38 3 Зсп Г 31 ЛСЛ 1":ОСТИ ОТ ДИЯметрдльно размерд заготовки 4) втулки 8 и 9или Заменя 01 цие их устройства, абрэзую 11 иецентральное отверстие с в 7 зл(о)кнастьа регулирова;ия для прохода заготовки 4, формасече 1 Ия которого Опр(ддеяедтсг КОфигуряцией ЗЯГотавки 3,Способ реализуется следуОщим обраЗОЛ(, 20Перед Обраббткол (3)ОЙЗадится пр 81 вгРи)егдЯ 53 налдДкд ПОДЯ(7 Ц(, О УстРоиствэ для перемещения длиннамерныхздГ 010 вак Б Рс 3 бачУО зонУ 1-:с) т 1)87 Уемыл Рдз"Рлер с заданной скорэстью, зависящей ат 25ваемени цикла рабогь эвтамд гд, С зтайЦельО ПОДэюЩий ист 17 Улет 2, са,;,817 жс)В)нй 3 ЬСТУГа)аЦ(Ю ЗЛОМЕ; П Ы ", К(7 Л)Ч(сот 3) ИКанф 1(УРЯЦИЯ КОТ,)РЫХ Зс,ВИСЯТ ОУКЭЗД -1 ых псзрдматрав, усгяндвливяется в ис)ад 30нсе ПОРОхение, Для 3 ОГО Осз лнс(7 уме я2 ус) дндвливда. Нор,(дл,1 о к оси пи.дел)СТЯНКЭ ИЛИ К ОСЛ ЗЭГ РОБКИ 4, с ЗЯТЕМ ПОР 8 М 8 Цс а Т и 1 3 С Т Од РЛ Е Н Г 2 П О 1) 0 рд ид ТЕфиг и 2) да соприОс 1038 и остры;, кромсч( 1 ыстд)паа 33 л" ламе подг ллц)лиеР.Б зтам положении иГструмеи 2 индекслруется, Г.е. 3= О, 7.-.- О. Подал)щий инструМЕН2 П)1)Вод(,ГСс ВО 377 Э)со.Иед ЛИбп ПГшагового двигателя или автономного мотор - 4 Оредуктор, либо вт аднсга из дигдтелей(О ЦЯ за Готовки 4, 3 дстУГэ 1 ашеГО из з(и(и,От, с) зявисимас) и ат соп)отЭлеия и(.рема 3(енио заготовки 4, длины и. )Идэгс 7 длещдия (Г)ступдтельОго или па вин - 55ОСос) ЛИНИИ В Одиу ИЛИ дру уЮ СТО(7 ну;,шгнд .1 к и скооости У подачи зэготовк, 4 нд1:;":87 уем ь Й 1) аз(дер лнструРл 8 т 2 п 8 рем 81)цдют и) координате 2, осущедствляя врезэнлеГЭ )ОЛИсИНу (1, нее ХодЛМуК) Вля 1 дсдРдпсдт ВОрения указанных параметров при раскрытом патроне 5, и в случае необходимости перемещаО, по координате 3 исходя из следук)щих соображений,Если острые кромки выступаощих элементов 3 при взаимодействии с заготовкой 4 расположены в плоскости, нормальной к направленио перемещения заготовки 4 параллельно аси вращения инструмента 2, то 3= О, и при вращении инструмента 2 пооКп координате а с частотой а .= - , гдеЗОг - число оборотов в минуту подающего инструмента, заготовка 4 перемещается импульсно-посту)дтель 510, При зтам на заготовке 4 образуются риски 10, распагОженные вдоль оси с шагом 5, (фиг.З), форма и размер которьх зависят от конфигурации подающего инструмента 2, параметров с, Ь Если острые кромки направлены под углом /3 к указанной плоскости или к оси вращения инструмента 2 с Одной+3 или с другой - ,(7 д стороны фиг,5 и б), то заготовка 4 совершает импульсное винтовое двихение в одну ил(л в другуо сторону, При зтам Г)иск)10 располагаются по Гинт(7 ВОЙ ЛИНИИ С ОГ 08 ДСЛЕННЫМ Шс)ГОМ ( И 1, Где 1 - шяГ 1)интавай линии, зэвисящий От величины глс 3 фиг,5 и б).ИЗР(еняя диаметр подаощего инструмднта ди, количества К и канфигурдцио выступающих элементов 3, глубину врезания Ь (координату 7), координату -Р и/часто гу вращения а инструмента 2, регулируют шя. Я; и скорость Ч перемещения длиннамерной заготовки 4 в рабочую зону на л(ерну)а дл 1 у,Па окончании обработки Очередной заготовки зажимной патрон 5 раскрывается, вклкчается привод (1 Япоимер, шаГОвый двдлгэтель) подаощего инструмента 2, связанный с системой автоматики станка, и заготовка 4, взаимодействуя с вращающимся инстоументом, перемещается в рабочую эау нэ требуемый размер с заданной скоростыа 1, по достижении которого привод отключается, и патрон 5 вновь зажимает заготовку 4 для обработки следующей датали и т,Д, Цикл ПО )т 0375 етсЯ. П Ри Дс 3 (н 014 спО- сабе дЛиноРерный материал используется Г(РДКТИс(8 СКИ ПОЛОстд 0. ОСТЭТОК РЛЭЛ И 138 ЛИ- чина 8 ГО Обусловлена вазмажнасгью зажима в пйт)0 ед 5; Если длины заготовки 4 не хватает для зажима, тс остаток материала при врацении инструмента 2 автоматически удаляется, станок останавливается, и патрон раскрьвается для загрузки новой длинномерной загтавки.Второй вариант. Подающий инструмент 2 расположен внутри шпиндельной бабки (фиг.2). Установка инструмента 2.в исходное положение и настройка на заданный размер подачи заготовки 4 в рабочую зону осуществляются аналогично первому варианту с той лишь разницей, что роль упора 7 в данном случае играют направляющие сменные втулки 8 и 9 или заменяющие их раскрывающиеся устройства, образующие при закрытии центральное отверстие, соосно с отверстием шпинделя станка для прохода заготовки, фоома сечения которого определяется конфигурацией заготовки, При данном способе в отличие от первого варианта возможна авгоматическая загрузка заготовок 4 сбоку станка из накопи гелей с последующей подачей их инструментом 2 через отверстие шпинделя станка при раскрытом патроне 5, что значительно сокращает осевой габарит станка и расширяет функциональные возможности подающего устройства,Если заготовка 4 вращается при обработке например, в автоматах продольнофасонного точения или при револьверных работах и инструмент 2 при рабочем ходе станка не отводится), то независимо от варианта в месте контакта неподвижного инструмента 2 с вращающейся заготовкой 4образуется кольцевая риска 11 фиг.З), шагмежду кольцевыми рисками 3 можно регулировать, как указано, осуществляя тем самым5 автоматическую разметку длинномернойзаготовки 4,Риски, как обычные, так и кольцевые,,",ОГУт ОЫтЬ таКЖЕ ИСПОЛЬЗОВаНЫ В ЦЕЛЯХ аагаматизации различных процессов, напри 10 мер для автоматического контроля за ходомвыполнения технологического процесса,для подсчета готовых изделий и других процессов,Ф ормула изобретения15 1, Способ импульсного перемещениядлинномерных заготовок в рабочую зону,заключающийся в том, что заготовку берут ипосредством периодического ее взаимодействия с подающим элементом перемещают20 на шаг, с т л и ч а ю.ц и й с я тем, что, с цельюрасширения функциональнык возможностей, в качестве подающего элемента берутинструмент, выступающие острые крок кикоторо о располага,от под углом к оси инст 25 румента, и устанавливают его с воэможностью вращения под углом к оси заготовки.2. Способ по п.1, а т л и ч а ю щ и й сятем, что у ол расположения острых кромоквыбирают равным 130,Тираж Подписное зводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 10 Заказ 13ВНИИ Фиг Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4404580, 05.04.1988
ВОЛГОГРАДСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
СКРЕБЦОВ АНАТОЛИЙ ИВАНОВИЧ
МПК / Метки
МПК: B23Q 7/00
Метки: длинномерных, заготовок, зону, импульсного, перемещения, рабочую
Опубликовано: 07.01.1991
Код ссылки
<a href="https://patents.su/4-1618569-sposob-impulsnogo-peremeshheniya-dlinnomernykh-zagotovok-v-rabochuyu-zonu.html" target="_blank" rel="follow" title="База патентов СССР">Способ импульсного перемещения длинномерных заготовок в рабочую зону</a>
Устройство для вертикальных перемещений рабочих органов станков

Номер патента: 512905
Опубликовано: 05.05.1976
Авторы: Барабтарле, Белорусец, Верба, Сойфер, Тростановский
МПК: B24B 47/00
Метки: вертикальных, органов, перемещений, рабочих, станков
...части станка относительно неподвижн-Л. 2Предлагаемое устройство устраняет этот недостатокблагодаря тому, что фланец, крепящий мембрану,. и втулка, соединяющая винт с мембраной, снабженыбуртами, перекрывающими друг друга в плоскостиоси винта, И 2На чертеже изображено, предлагаемое устройстводля вертикальных перемещений каретки шлифовального станка.В ползуне 1 размещен винт 2 вертикальных перемещений каретки 3. На хвостовике винта жестко зак.реллена втулка 4, снабженная кольцевым буртом 5,и размещен шарик б. Фланец 7, крепящий мембрану8 к каретке 3 также снабжен кольцевым буртом 9.Зазор Ь. между буртами выбирается порядка О,1, 015 мм.Против шарика б в каретке 3 расположенподпятник 10.При установке винта 2 относительно ползуна 1величина...
Устройство для индикации перемещения рабочего органа станка

Номер патента: 716713
Опубликовано: 25.02.1980
МПК: B23B 25/06
Метки: индикации, органа, перемещения, рабочего, станка
...позволяет повысить технологИчность изготовления паза, а сле довательно, и устройства в целом. (Пазконусное отверстие - может быть выполнен, например, с помощью обычного сверла).На фиг. 1 изображено устройство, осм вой разрез; на фиг. 2 - сечение А-А на фиг. 1.3716На выходном валу 1 датчика 2 лийей- ных перемещений установлена полумуфта 3,. ступица которой подторможена тормоз ной колодкой 4. Полумуфта 3 соединенас помощью гибкого кольца 5, предназна-.ченного для компенсации неточностей изготовления, с установленной подвй"нахвостовике винта 6 полумуфтой 7 в ступицу которой радиально ввинчен поводок" 8, закрепляемый контргайкой 9, Коничес кий конец поводка 8 контактирует с поверхностью глухого конусного отверстия 10, выполненного на...
Устройство для измерения перемещений рабочих органов станков

Номер патента: 1197780
Опубликовано: 15.12.1985
Авторы: Вртанесян, Казазян, Лейцингер, Мирзоян, Мхитарьян, Погосян
МПК: B23B 25/06
Метки: органов, перемещений, рабочих, станков
...Техред С.Мигунова Корректор И,Мус П Тираж 1085 НИИПИ Государственн по делам изодрете 13035, Москва, Ж, Радписноеа СССРтийд, 4/5 Заказ 7655/11В го комите ий и откр шская наб ППП "Патент" Ужгород, ул. Проектная,фи Изобретение относится к станкостроению, в частности к устройствамдля измерения перемещений рабочихорганов (суппорт, каретка) токарныхстанков. 5Целью изобретения является упрощение устройства за счет выполненияролика бочкообразный с возможностьюрегулированйя угдовото положенияего оси относительно рабочего органа станка.На фиг. 1 изображено устройство,общий вид; на фиг. 2 - разрез А-Ана фиг. 1,Перемещение рабочего органа 1 15осуществляется ходовым винтом, ходовым валиком или маховиком (непоказано).Для измерения перемещения...
Индуктивная система для отсчета и измерения линейных перемещений рабочих органов станков

Номер патента: 234883
Опубликовано: 01.01.1969
МПК: G01D 5/20, G08C 25/00
Метки: индуктивная, линейных, органов, отсчета, перемещений, рабочих, станков
...Гайка-датчик б винта-рейки 1 и гайка-датчит б Винта-якоря 3 жестко связаны между собой и могут вместе перемещаться в осевом направлении относительно винта-рейки 1 и винта-якоря 3 при помощи транспортного винта 7 15 и пружин 8 по своим направляющим 9. Этимдостигается преселективный набор координат как целых шагов, так и долей шага.Корригирование накопленной погрешностишага винта-рейки 1 производится весьма точ но известными механическими либо электрическими способами.В частности, в схеме применен способ магнитной коррекции с помощью коррекционной линейки 10 и коррекционной катушки 11.25 Внутришаговая погрешность винта-рейки 1не влияет на точность отсчета, так как винт не вращается, а используется как обычная рейка- якорь индуктивной...
Устройство для позиционирования рабочего органа станка

Номер патента: 663528
Опубликовано: 25.05.1979
Авторы: Френкель, Хажинский, Эльцин
МПК: B23B 25/06, B23Q 1/72
Метки: органа, позиционирования, рабочего, станка
...на штокеконтргайкой 13, и снабжен буртом 14,предназначенным для взаимодействия свнутренним торцом 15 упорного элемента 10. В основании 2 силового столасо стороны переднего торца салазок 7смонтирован. регулируемый жесткийупор 16.Устройство работает следующим образом.В исходном положении поршень гидроцилиндра подачи 1, салазки 7, а такжепоршень 4 гидроцилиндра 3 находятсяв крайнем левом положении. При атомштоковая полость цилиндра 3 соединенас магистралью давления.В этом положении расстояние Ь. между штоком 6 и жестким упором 16 равно расстоянию между исходным и конечным положениями салазок 7, а расстояние 6 между буртом 14 штока 11 иторцом 15 упорного элемента 10, регулируемое гайкой 12, равно расстоянию,между исходным и...
Предыдущий патент: Гибкий производственный модуль для обработки длинномерных деталей
Следующий патент: Способ подачи деталей и устройство для его осуществления
Случайный патент: Фотоприемное устройство