154969
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 154969

Текст
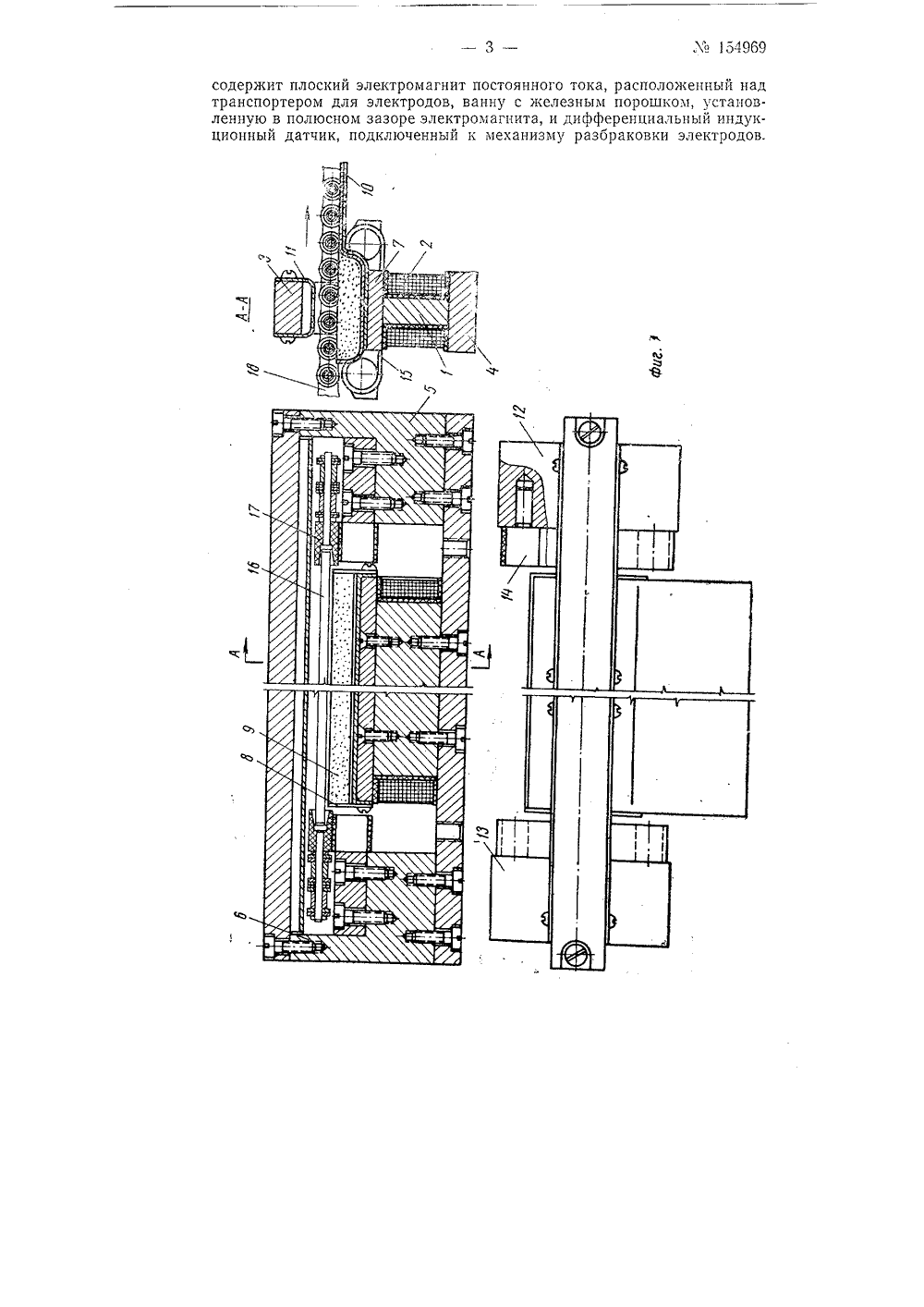
- к.1 г31 при(ъ г; СССР ИЯ ОПИСАНИЕ ИЗОБРЕТ СКОМУ СВИДЕТЕЛЬСТВУ писная группа Л 9. Некра УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КА ОКРЫТИЯ ФЕРРОМАГНИТНЫХ СТЕ ДЛЯ ДУГОВОЙ СТВА ПОВЕРХНОСТИЖНЕВЫХ ЭЛЕКТРОД КИ лево 28 февраля 1962 г. з ам изобретений и открытий За в 1(оыитет.по де публиковано в БЪ 767276/26-24н Совете Министров СССРных знаков Лз 11 за 1963 голлетене изобретений и това Известны устройства для контроля качества поверхности покрытия ферромагнитных стержневых электродов для дуговой сварки.С целью автоматизации процесса разбраковки электродов предла. гаемое устройство содержит плоский электромагнит постоянного тока, расположенный над транспортером для электродов, ванну с железным порошком, установленную в полюсном зазоре электромагнита, и диффе ренциальный индукционный датчик, подключаемый к механизму раз. браковки электродов.На фиг. 1 дана конструкция электромагнитной плиты; на фиг, 2 - конструкция дифференциального индукционного датчика.Электромагнитная плита представляет собой сердечник 1, на котором расположена намагничивающая катушка 2,Сердечник 1 крепится к замкнутому магнитопроводу, состоящему из верхней рейки 3, нижней рейки 4 и боковых стоек 5 и 6. Сверху сер. дечника расположена полюсная плита 7. На полюсной плите (в воздушном зазоре между верхней рейкой 3 и сердечником 1), установлена ванна 8, заполненная железным порошком 9, Между ванной и полюсной плитой прокладывается ферромагнитный козырек 10. Верхняя рейка д закрывается немагнитным экраном 11, препятствующим притяги. ванию железного порошка под действием магнитного поля,На боковых стойках 5 и б установлены кронштейны 12 и 13. В каж. дом кронштейне запрессовано по две бобышки 14, на которые натягивается резиновая лента 15, Сквозь щель (в воздушном зазоре между верхней рейкой и ванной с железным порошком) проходят сварочные154969электроды 16, удерживаемые в индивидуальных гнездах 17. Цепь 18, несущая на себе гнезда с электродами, движется в направлении, указанном стрелкой. Гнезда свободно вращаются на своих осях. При соприкосновении с резиновой лентой 15 гнезда вращаются вместе с электродом 16. Вращение необходимо для того, чтобы каждая точка по образующей поверхности покрытия электрода могла соприкасаться с железным порошком.Электрод, попадая в зону действия электромагнитного поля, намагничивается и притягивает железный порошок, который сильнее притягивается в местах сколов и трещин на поверхности покрытия электродов. При выходе электрода из зоны действия электромагнитного поля железный порошок тут же падает с немагнитного покрытия (обмазки электрода), а в местах сколов и трещин удерживается под действием слабого намагничивания электромагнитного поля козырька 10.Ферромагнитный козырек имеет электромагнитную связь с полюсной плитой 7. С помощью козырька создается искусственная утечка рассеяние) магнитного потока, достаточного для намагничивания электрода, удерживающего железный порошок. Качество электродов контролируется дифференциальным индукционным датчиком по наличию железного порошка в различных дефектах на поверхности покрытия. Принцип действия датчика основан на использовании эффекта изменения взаимоиндукции, Основным элементом дифференциального индуктивного трансформаторного датчика является неподвижный замкнутый магнитопровод, который состоит из верхнего полюсного башмака 19, нижнего полюсного башмака 20 и двух сердечников 21 и 22. На сердечниках расположены намагничивающие обмотки 23 и измерительные обмотки 24, Магнитопровод с помощью двух винтов прикрепляется к основанию 25, На барабаны 26 и 27 через магнитную систему датчика натягивается резиновая лента 28, Барабан 26 насажен на ведущий вал 29, абарабан 27 - на ведомый вал 30. Ведущий вал 29,установленный на шарикоподшипниках 31 и 32, приводится во вращение через зубчатое колесо 33 от общего привода линии, В воздушном зазоре между полюсными башмаками 19 и 20 датчика проходят сварочные электроды 16, которые удерживаются в гнездах 17. Цепь 18, несущая на себе гнезда с электродами, движется в том же направлении и с той же линейной скоростью, что и лента 10.Датчик работает следующим образом,Магнитные потоки Ф и Ф, создаваемые намагничивающими обмотками 23, направлены навстречу друг другу, благодаря чему поддерживается равномерная индукция по всей длине воздушного рабочего зазора магнитной системы датчика, Эти магнитные потоки индуктируют во встречно включенных измерительных обмотках 24 э. д. с. Е и ЕПри прохождении через датчик годного электрода результирующая э. д. с. Ур -- Е - Е.=0, Наличие же ферромагнитного порошка в трещинах и сколах на поверхности электрода приводит к изменению магнитной проводимости плеч магнитной системы, т. е. перераспределению магнитных потоков, вследствие чего результирующая э. д. с, У р уже не равна нулю. Этот сигнал датчика подается через усилитель на механизм разбраковки электродов, вызывая его срабатывание.Предмет изобретенияУстройство для контроля качества поверхности покрытия ферромагнитных стержневых электродов для дуговой сварки, о т л и ч а ю щ е е с я тем, что, с целью автоматизации процесса разбраковки электродов, оносодержит плоский электромагнит постоянного тока, расположенный над транспортером для электродов, ванну с железным порошком, установленную в полюсном зазоре электромагнита, и дифференциальный индукционный датчик, подключенный к механизму разбраковки электродов.
СмотретьЗаявка
767276
МПК / Метки
МПК: G01N 27/00
Метки: 154969
Опубликовано: 01.01.1963
Код ссылки
<a href="https://patents.su/4-154969-154969.html" target="_blank" rel="follow" title="База патентов СССР">154969</a>
Способ нанесения тонкослойного изоляционного покрытия на нерабочие поверхности электрода-инструмента

Номер патента: 632140
Опубликовано: 27.11.2005
Авторы: Герасимов, Корсаков, Пономарева
МПК: B23H 7/22
Метки: изоляционного, нанесения, нерабочие, поверхности, покрытия, тонкослойного, электрода-инструмента
1. Способ нанесения тонкослойного изоляционного покрытия на нерабочие поверхности электрода-инструмента для электрохимической обработки, при сообщении последнему продольной вибрации во время его погружения и последующего извлечения из покрывающей композиции, отличающийся тем, что, с целью улучшения сцепления с поверхностью электрода-инструмента за счет удаления пузырьков воздуха, в покрывающую композицию вводят инородные тела, обладающие нулевой (положительной) плавучестью в этой композиции.2. Способ по п.1, отличающийся тем, что в покрывающую композицию вводят гранулы полистирола размером 1-3 мм.3. Способ по пп.1 и 2, отличающийся тем, что, с целью интенсификации процесса,...
Устройство для обновления поверхности электрода электрохимической ячейки

Номер патента: 625157
Опубликовано: 25.09.1978
Авторы: Бек, Буренков, Иванушкин, Кензин, Лукин, Новицкий, Плахотников, Рогожников, Соркин, Якименко
МПК: G01N 27/30
Метки: обновления, поверхности, электрода, электрохимической, ячейки
...относительно5 режущего инструмента на 180 за счет чего за один оборот вала 2 происходит подача электрода и его обновле" ние.Шестерня 7 имеет осевой какал с 10 резьбой, в котОром может двигаться винт-толкатель 8. Винт-толкатель имеет хвостовик квадратного сечения, входящий в отверстие такого же сечеийя в державке 9. Нижний конец винта-толкателя 8 круглого сечения с диаметром, равным диаметру электрода 10, выходит в отверстие в направляющей втулке 11, упираясь в электрод 10. Электрод 10 представляет собой изолированный оболочкой отрезок проволоки. Рабочей поверхностью электрода 10 является торец проволоки,В корпусе 1 имеется канал для ввода раствора 12, а в крышке 13 - канал для вывода раствора 14. Для осуществления измерения необходимо...
Состав для обработки покрытий сварочных электродов

Номер патента: 1133065
Опубликовано: 07.01.1985
Авторы: Белкин, Воронкова, Деревягин, Кухарская
МПК: B23K 35/365
Метки: покрытий, сварочных, состав, электродов
...покрытий, обладает гидрофобными свойствами и сообщает их поверхности, на которую наносится, Полиметилфенилсилоксан в виде лака является пленкообразуюшим соединением.Введение полиэтилена низкомолекулярного, который также является пленкообразующим компонентом, позволяет создавать покрытия, защищенные от действия парообразной влаги.Введение его в кремнийорганический лак обеспечивает при одноразовом нанесении покрытия полную его непроницаемость не только для капельно-жидкой влаги, но идля парообразной.Полиметилфенилсилоксан и полиэтилен -соединения неполярные, легко растворяю 5щиеся в неполярном растворителе-толуоле.Поэтому замена одного растворителя другим (например, толуола ацетоном) не может быть произведено без ухудшениясвойств...
Способ контроля износа рабочих поверхностей электродов при контактной точечной сварке

Номер патента: 1773638
Опубликовано: 07.11.1992
Авторы: Гусаков, Ландышев, Серегин, Царьков, Чакалев, Юрин
МПК: B23K 11/10
Метки: износа, контактной, поверхностей, рабочих, сварке, точечной, электродов
...износ которых приводит к образованию конечного внутреннего выплеска. Времени тня,ноц. и тня,кр показывают времена с момента включения импульса тока до момента появления в зоне соединения первых порций жидкого металла при сварке соответственно новым и изношенным электродом.При сварке металлов и сплавов с низкой теплоэлектропроводностью (стали, титан и его сплавы, жаропрочные, коррозионностойкие сплавы) износ электродов характеризуется деформаций (расплющиванием) его рабочей части, увеличением площади контактов электрод-деталь, снижением плотности тока и повышением теплоотвода в электроды. Совокупность этих факторов способствует уменьшению теплосодержания зоны сварки и образованию дефекта "непровар". Одновременно...
Пьезоэлектрический резонатор с электродами, нанесенными на поверхности кристаллической пластинки

Номер патента: 82541
Опубликовано: 01.01.1950
Автор: Поздняков
МПК: H03H 9/19
Метки: кристаллической, нанесенными, пластинки, поверхности, пьезоэлектрический, резонатор, электродами
...жс Образот бует и распределение элс 1 трпчсскихзар 5)доз, во;тИКаЮЩИХ В С ГЕР:.Кт; С ВС,"С Гт ВПЕ ПЬЕЗОЭЛЕКТ) ПЧЕСКИХсвойств кристалла. Иными словами, пьсзоэлсктрнчсская проводимостьт.) тСта " ИрЕЗОНВТОра будЕТ В ОСНОВНОЪ ОПрвдвляТЬСЯ ТЕМП МЧВСТКВМП КРПСТа,тЛИ82541ческого стержня, где наблюдаются наибольшие механические напрякения илп,деформации. крайние участки кристаллического стержня, где механические напряжения малы, соответственно будут обладать незначительной пьезоэлектрической проводимостью, Наряду с этим, эти участки кристалла при сплошном покрытии металлом контактной поверхности, будут пропускать вредные емкостные токи.Поэтому предлагается другой путь для уменьшения параллельной емкости - уменьшение поверхности электродов...
Предыдущий патент: 154968
Следующий патент: 154970
Случайный патент: Способ защиты стабилизированного источника постоянного напряжения