Самонастраивающаяся система программного управления станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
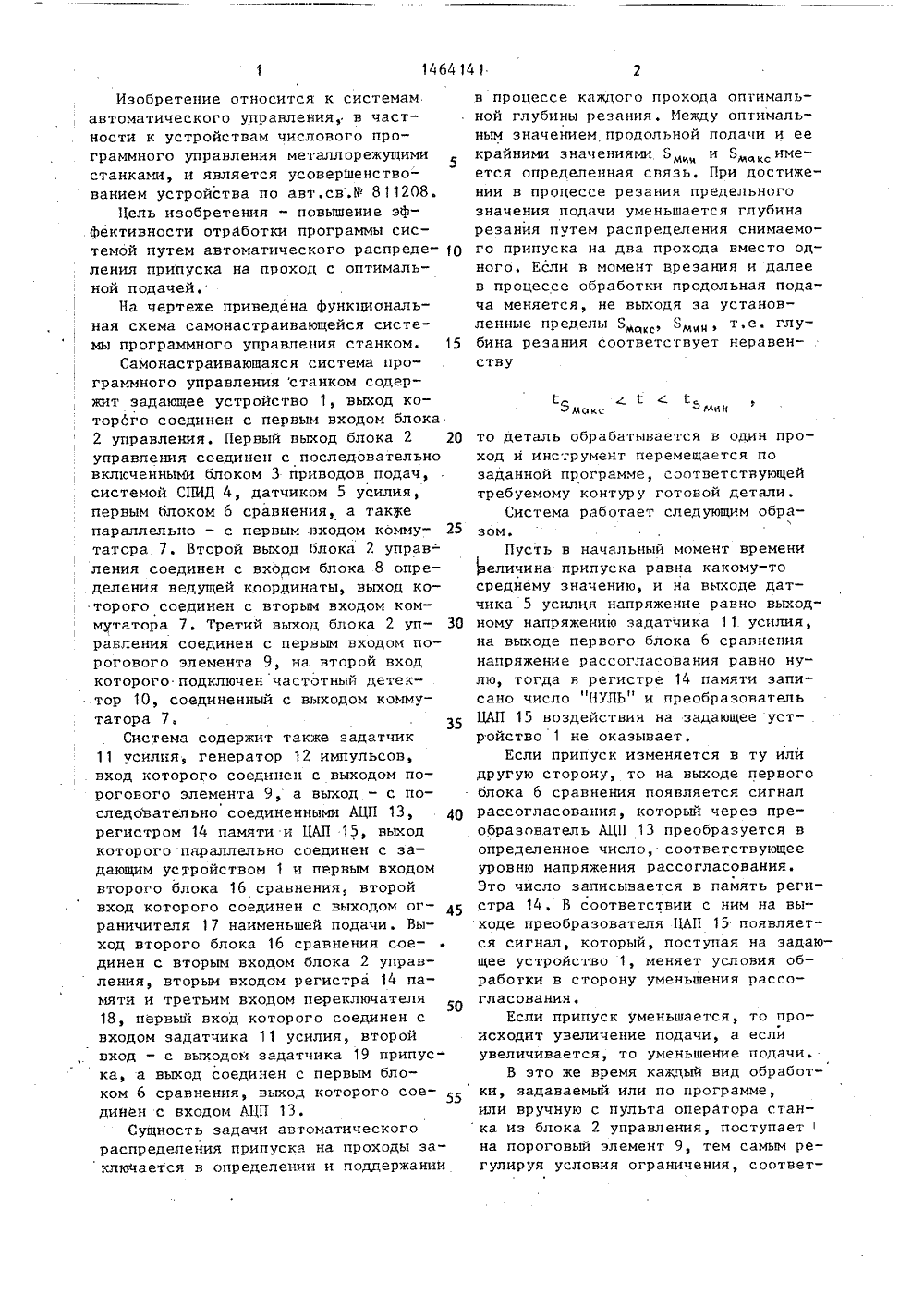
(51) 4 С 05 В 19/3 ИСАНИЕ ИЗОБРЕТЕНИЯ ЕЛЬСТВ М ОСУДАРСТВЕННЫЙ КОМИТЕТО.ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР К АВТОРСКОМУ СВИ(56) Авторское свидетельство СССРУ 811208, кл. С 05 В 19/39, 1978,(54) САМОНАСТРАИВА 10 ЩАЯСЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМ(57) Система предназначена для числового программного управления, в частности, металлорежущими станками и является усовершенствованием системы,описанной в авт.св, Р 8 11208,Цель изобретения - повышение производительности обработки программысистем путем автоматического распределения припуска на проход с оптимальной подачей. Система дополнительносодержитвторой блок 16 сравнения,ограничитель 17 наименьшей подачи,задатчик 19 припуска на проходы и переключатель 18, выход которого соединен с вторым входом первого блока6 сравнения, а первый и второй входысоединены с выходами задатчика 11усилия и задатчика 19 припуска напроходы, Причем выход второго блока16 сравнения соединен с третьим входом переключателя 18, вторым входомрегистра 14 памяти и вторым входомблока 2 управления, а первый и второй входы соединены соответственнос выходом ограничителя 17 наименьшейподачи и выходом цифроаналоговогопреобразователя 15. Станки, оборудованные такими системами, позволяютполучить более высокую производительность при обработке на оптимальныхрежимах резания и нагрузках независимо от изменения некоторых случайныхфакторов. 1 ил.Изобретение относится к системам автоматического управления, в частности к устройствам числового программного управления металлорежущими станками, и является усоверШенство ванием устройства по авт,св.Р 8 11208.Цель изобретения - повышение эффективности отработки программы системой путем автоматического распреде ления припуска на проход с оптимальной подачей.На чертеже приведена функциональная схема самонастраивающейся системы программного управления станком. 15Самонастраивающаяся система программного управления станком содержит задающее устройство 1, выход которого соединен с первым входом блока2 управления. Первый выход блока 2 20 управления соединен с последовательно включенными блоком 3 приводов подач, системой СПИД 4, датчиком 5 усилия, первым блоком 6 сравнения, а также параллельно - с первым входом комму татора 7. Второй выход блока 2 управ- ления соединен с входом блока 8 опре. деления ведущей координаты, выход которого соединен с вторым входом коммутатора 7. Третий выход блока 2 уп равления соединен с первым входом порогового элемента 9, на второй входкоторого подключен частотный детек.тор 10, соединенный с выходом коммутатора 7.35Система содержит также эадатчик11 усилия, генератор 12 импульсов,вход которого соединен с выходом порогового элемента 9, а выход - с последоВательно соединенными АЦП 13, 40регистром 14 памяти и ЦАП 15, выходкоторого параллельно соединен с задающим устройством 1 и первым входомвторого блока 16 сравнения, второйвход которого соединен с выходом ограничителя 17 наименьшей подачи, Выход второго блока 16 сравнения соединен с вторым входом блока 2 управления, вторым входом регистра 14 памяти и третьим входом переключателя18, первый вход которого соединен свходом задатчика 11 усилия, второйвход - с выходом задатчика 19 припуска, а выход соединен с первым блоком 6 сравнения, выход которого соединен с входом АЦП 13.Сущность задачи автоматического распределения припуска на проходы заключается в определении и поддержании в процессе каждого прохода оптимальной глубины резания. Между оптимальным значением продольной подачи и еекрайними значениями Би и Б ,имеется определенная связь. При достижении в процессе резания предельногозначения подачи уменьшается глубинарезания путем распределения снимаемого припуска на два прохода вместо одного. Если в момент врезания и далеев процессе обработки продольная подача меняется, не выходя за установленные пределы Б Б, , т,е. глубина резания соответствует неравенству Г.Е ( Е 5макс минто деталь обрабатывается в один проход и инструмент перемещается по заданной программе, соответствующей требуемому контуру готовой детали.Система работает следующим образом.Пусть в начальный момент времени еличина припуска равна какому-то среднему значению, и на выходе датчика 5 усилця напряжение равно выходному напряжению зацатчика 11 усилия,на выходе первого блока 6 сравнениянапряжение рассогласования равно нулю, тогда в регистре 14 памяти записано число "НУЛЬ" и преобразователь ЦАП 15 воздействия на задающее устройство 1 не оказывает,Если припуск изменяется в ту или другую сторону, то на выходе первого блока б сравнения появляется сигнал рассогласования, который через преобразователь АЦП 13 преобразуется в определенное число, соответствующее уровню напряжения рассогласования. Это число записывается в память регистра 14. В соответствии с ним на выходе преобразователя ЦАП 15 появляется сигнал, который, поступая на задающее устройство 1, меняет условия обработки в сторону уменьшения рассогласования.Если припуск уменьшается, то происходит увеличение подачи, а еслиувеличивается, то уменьшение подачи.В это же время каждый вид обработки, задаваемый или по программе,или вручную с пульта оператора станка из блока 2 управления, поступаетна пороговый элемент 9, тем самым регулируя условия ограничения, соответ 1464141ствующие данному виду обработки. Блок 8 определения ведущей координаты определяет, по какой координате ведется обработка, и подключает с помощью коммутатора 7 к выходам блока 2 управления частотный детектор 10, в котором происходит преобразование выходных импульсов в напряжение, пропорциональное их частоте. Это напря жение постоянно присутствует на входе порогового элемента 9,но если оно не превышает порог его срабатывания, который устанавливается по программе или вручную в начале каждого 15 прохода, то на выходе порогового элемента 9 напряжение равно нулю и воздействия на генератор 12 импульсов никакого нет.Если припуск уменьшается настоль ко, что увеличение подачи приводит к нежелательным последствиям (уменьшение точности детали, ухудшение параметров резания и др.), то пороговый элемент 9 срабатывает, Появившийся25 на его выходе сигнал закрывает генератор 12 импульсов, на вход преобразователя АЦП 13 импульсы с генератора 12 импульсов не поступают и число перед срабатыванием порогового эле мента 9 остается в памяти.В соответствии с этим числом на выходе преобразователя ЦАП 15 устанавливается соответствующее напряжение, которое, воздействуя на задающее устройство 1, поддерживает параметры резания на одном и том же уровне, т,е. дальнейшее уменьшение припуска уже не вызывает увеличения подачи. Этот уровень поддерживается 40 до изменения условий обработки (либо изменяются условия обработки, либо вид обработки).Если припуск достаточно велик (Сэ), т,е. обработка произ водится с подачей Б с Б , то в про-. цессе врезания происходит увеличение сигнала датчика 5 усилия и на выходе первого блока 6 сравнения сигнал рассогласования через преобразователь АЦП 13 записывается в регистр 14 памяти, В соответствии с записанным числом на выходе преобразователя ЦАП 15 появляется сигнал, который,поступая на первый вход. второго блока 16 сравнения, сравнивается с уровнем сигнала на втором входе, поступающим с ограничителя 17 наименьшей подачи. Выходной сигнал второго бло-. ка 16 сравнения, соответствующий оптимальному значению глубины .резанияна каждом из проходов, а следовательно, и оптимальное число проходов,сбрасывает в нуль регистр 14 памяти, выдает сигнал повторного врезания на второй вход блока 2 управления и переключает второй вход первогоблока 6 сравнения на прием сигнала сзадатчика припуска на проходы. Послеэтого начинается повторное врезаниеи последующая обработка с уменьшением глубины резания путем распределения снимаемого припуска на два прохода вместо одного,Если припуск, оставшийся послеодного прохода, невелик, т.е. подачав момент очередного врезания и в процессе обработки не снижнется до минимального значения Б, то сигналавыхода второго блока 16 сравнениянет и на второй вход первого блока 6сравнения поступает сигнал с задатчи.ка 11 усилий, Осуществляется обработка в один проход.Переход от обработки в один проход с подачей Б, к обработке в двапрохода с подачей Б на первом проходе и с подачей Б на втором целесообразен в том случае, когда времяцикла Т при обработке в два проходаменьше или равно продолжительностицикла однопроходной обработкиТ,Система обеспечивает автоматическое распределение припуска на прохоцы путем самопрограммирования траектории и позволяет упростить разработку управляющей программы на станках с ЧПУ;Формула изобретенияСамонастраивающаяся система программного управления станком по авт. св. В 811208, отличающ а я с я тем, что, с целью повышения эффективности отработки программы системой путем автоматического распределения припуска на проход с оптимальной подачей, в нее дополнительно введены второй блок сравнения, ограничитель наименьшей подачи, задатчик припуска на проходы и переключатель, выход которого соединен с вторым входом первого блока сравнения,5 1464141 первый и второй входы переключателя соединены с выходами задатчика усилия и задатчика припуска на проходы соответственно, выход второго блока сравнения соединен с третьим входом переключателя, с вторым входом региКорректоР В.Романенко Заказ 824/51 Подписное Тираж 788 ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Иосква, Ж"35, Раушская наб., д, 4/5Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101 Составитель Е.ТитовРедактор И.Дербак Техред Л.Олийнык стра памяти и с вторым входом блока управления, первый вход второго бло ка сравнения соединен с выходом цифрового аналогового преобразователя, второй вход - с выходом ограничителя наименьшей подачи.
СмотретьЗаявка
4275856, 18.05.1987
ПРЕДПРИЯТИЕ ПЯ А-7555
ЧЕКРЫГИН МИХАИЛ ДАНИЛОВИЧ, ЕРОХИНА ЛЮДМИЛА АНАТОЛЬЕВНА
МПК / Метки
МПК: G05B 19/39
Метки: программного, самонастраивающаяся, станком
Опубликовано: 07.03.1989
Код ссылки
<a href="https://patents.su/4-1464141-samonastraivayushhayasya-sistema-programmnogo-upravleniya-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Самонастраивающаяся система программного управления станком</a>
Блок сравнения березовского

Номер патента: 1464241
Опубликовано: 07.03.1989
Автор: Березовский
МПК: H02H 3/40
Метки: березовского, блок, сравнения
...токов13 - 14, Если ток 14 превышает ток 13, тозакрыт вентиль 6 и открыт вентиль 8, черезкоторый проходит ток обратной связи, равный разности токов 14 - 13.Первое назначение усилителя 11 состоитв том, чтобы ка его выходе было напря 0 жение, пропорциональное модулю разноститоков (14 - 13), т.е. должна быть величинаодного и гого же знака независимо от тогокакой из токов преобладает. Когда греобладает ток 14, то напряжение 1.15 ка резисторе 5 равно нулю, а отрицательное на 55 пряжение 1.17 на резисторе 7 передаетсячерез резистор 14 к через инвертирующийвход усилителя 11, вызывая на выводе 22зусилителя 11 положительное напряжение. Когда преобладает ток 13, то напряжение 117 равно нулю, а положительное напряжение 1.1, на резисторе 5...
Монтажное соединение продольных балок днища и второго дна с непроницаемым флором судна

Номер патента: 734057
Опубликовано: 15.05.1980
МПК: B63B 3/26
Метки: балок, второго, дна, днища, монтажное, непроницаемым, продольных, соединение, судна, флором
...пространства вместо сплошного по всей высоте второго дна ребра 1 жесткости к непроницаемому флору прива/рены вертикальные элементы - нижний 9 и верхний 10, свободные концы кото-, рых срезаны на ус. Для удобст ва сварки стыков наружной обшивки и настила второго дна со стороны междудонного пространства концы головок полособульбовых ребер 1, 9 и 10 жесткости срезаны, а на образовавшемся утонении головки выполнен полукруглый шпигат 11.Монтажное соединение продольных балок днищевой секции с непроницаемым флором в смежной секции осуществляют следующим образом.При изготовлении днищевой секции к ее непроницаемому флору 4 приваривают вертикальные ребра 1 или элементов 9 и 10 жесткости, расположенные в плоскости соответствующих пар продольных...
Реагирующий элемент для блоков сравнения органов релейной защиты

Номер патента: 970541
Опубликовано: 30.10.1982
Автор: Лысенко
МПК: H02H 3/38
Метки: блоков, защиты, органов, реагирующий, релейной, сравнения, элемент
...отсутствует выходной сигнал и коммутирующий5 ключ 3 закрыт. Конденсатор 8 разряжен и на вход преобразователя 10импульсов не подается сигнала.При наличии входного напряженияв тот интервал времени, когда егоположительное мгновенное значениепревышает опорное напряжение индикатора 1 уровня (Ор ), на объединенном выходе индикаторов появляется положительное напряжение заданного неизменного уровня. Конденсатор 8заряжается через резистор 5 и диод 7.Блок 4 управления не работает подвлиянием положительного напряженияна его входе и коммутируемый ключ 3остается закрыт,В тот интервал времени, когдаположительное мгновенное значениевходного напряжения ниже О , а от-;рицательное мгновенное значение входного напряжения остается ниже Оп,2,на выходе...
Блок сравнения

Номер патента: 1550430
Опубликовано: 15.03.1990
Автор: Березовский
МПК: G01R 19/10, H02H 3/40
...на выходе резисторов 34 и 35 даетвозможность соединять раэнополярныевыводы формирователей 21-23 модулей,что позволяет получить напряжения,пропорциональные разности входныхсигналов, Таким образом, на вход формирователей 1-3 модулей второй ступени подаются соответственно сигналы,Формирователи модуля второй сту ени построены на основе операционных усилителей 4, в цепь обратнойсвязи которых включены встречно-параллельные диодно-резистивные цепоч 40ки, состоящие из диодов 6 и 8 и резисторов 5 и 7. При необходимости вцепь обратной связи с помощью переключателя 9 возможно подключить сглаживающий конденсатор 10. На выходных 45клеммах "Плюс" и "Минус" модулей 1-3формируются модули разностей входныхсигналов- 1,+ 1 в 1,1 с1 в ь1 1 - 1 с 1...
Устройство для сравнения двоичных кодов

Номер патента: 1072038
Опубликовано: 07.02.1984
МПК: G06F 7/04
Метки: двоичных, кодов, сравнения
...соответственно к второму и третьему входам блока формирования результа тов сравнения и к шинам первого ивторого сравниваемых кодов, а выходы - соответственно к первому и второМУ, выходам блока формирования результатов сравнения и к шинам фйеньше" и 1 больше" устройства.При поступлении на информационныевходы А и В устройства кодов, сдвинутых .между собой по фазе, т.е. с задержкой во времени, на выходе С элемента НЕ в момент несовпадений значений уровней на входах А и В . присутствуют низкие уровни напряжения (вторая и третья строки на фиг. 3), а в .момент совпадения- высокие (первая и четвертая строки на фиг. 3). На выходе С элемента НЕ, соединенного с входом 1 счетчика 3, низкие уровни напряжений разрешают счет импульсов, поступающих...
Предыдущий патент: Адаптивное устройство ассоциативно-рефлексной памяти
Следующий патент: Устройство для программного контроля
Случайный патент: Колосниковый холодильник