Способ получения порошковых фильтров
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
(51)4 В 22 Р 3/ КОМИТЕТ ОТКРЫТИЯМ ОСУДАРСТВЕННЫПО ИЗОБРЕТЕНИЯМ РИ ГКНТ СССР ПОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ орошкоильтров. и фильт чистки т в фор" равлеса кшенийечен" 2 Ь 02"- Форошк е относитс Изобрете вой металлу бам получен Целью из шение прони хранении т Способ оы (1 -121 п,0 71-П )о к спас гии, в частно я порошковых бретения явля аемости Фильт нкости очистк тров., повыпри сот 2 Ы,Гол конуса 1 оэффициент боого давл ния порошка;пористость засыпки;(ествляют азом Ь - длина изделия;минимальный радиуусеченного конусК - коэффициент внутния порошка. с основанФЭеннего тр порошок з ей коничес ют прессов сыпаю ой пол Ме таллич еск му с внутре а ние ания ью и осч ествл правлении от ме нуса, к большему щего осн оотПриплощад чителе дают п ри соблюдении о 0,051 -(71) Белорусское республиканское на" учно-производственное объединение порошковой металлургии и Минская городская санитарно-эпидемиологическая станция(56) Авторское свидетельство СССР В 77278, .кл. В 22 Р 3/1 О, 1978.Либенсон Г.А. Производство спеченных изделий. М.: Металлургия, 1982, с. 56-58.(57) .Изобретение относится к пвой металлургии, в частности к способам получения порошковых ФЦель - повышение проницаемостров при сохранении тонкости оМеталлический порошок засыпаюму с внутренней конической полостью и осуществляют прессование в нании от меньшего основания конубольшему при соблюдении соотно0,05 СВ КК/1 - , 0,02 й/г;) е 8 к ( -) а 21 п(0,7/где 2 Ы. - угол конуса; К - коэффвнутреннего трения порошка;Фициент бокового давления; Пстость засыпки; Ь и г - длиминимальный радиус основания уного конуса. 3 табл. 8 й. ( 0,05 эффект изменения изделия по его длине незнаи изготовленные образцы облактически теми же свойствами,314580что и аналогичные образцы, изготовленные по известному способу.КПри .Р. М, ) -- напряжения сдви 1-5га, вызванные наклоном стенки прессформы относительно оси прессования,превосходят силы внутреннего трения вобъеме порошковой заготовки, что приводит к расслоению порошка, снижению 10прочности спрессованных образцов, затрудняя проведение процесса спекания.Кроме того, возникающая. при расслоении неоднородность свойств образцаприводит к появлению дефектов при 15спекании,ЬПри -го (1 - ) ( 0,02 иэме.й 3 Мнение давления по длине прессуемогообразца незначительно, вследствие 20чего изменение пористости по длинеизделия мало и не приводит к эффектуполучения материала с повышенной проницаемостью при заданной тонкостиочистки, 25Ь о /.При. --- гр (1 - 1) ) 21 п - гт 1 оизменение пористости по длине спрессованного образца достигает такой величины, что даже при минимальном измене- Зпнии пористости в зоне с наименьшим давлением,при котором обеспечивается необходимая прочность брикета,в зоне смаксимальным давлением пористостьстановится ниже 20%, что приводитк появлению закрытых пор и значительному снижению проницаемости образца.Следовательно, в этом случае не достигается эффект повьшения проницаемости изделия. 40П р и м е р 1. Порошок титанамарки 1 ПЭСс размерами частиц(-1,0 + О,63) мм, характеризуемый коэффициентом внутреннего трения К == 0,55 и коэффициентом бокового давления= 0,27 и пористостью свободной насыпки И = 0,75, засыпали вформу с конической полостью, характеризуемую углом 2 о " 40 . Затем изданного порошка спрессовали заготовку в виде усеченного конуса длинойЬ = 35 мм и радиусом меньшего основания г = 8 мм. Полученный образецтпоспекали в вакууме при 100 С в течение 2 ч. Для используемого порошка К, 0 / значение= 0,75, и 21 п в 1- ф1-И С о- 2,06, а величины, характеризующие 79процесс изготовления= 0,36 и ЬгТдеС ( - ) = 1 15 Для изделияС г 1воопределялись коэффициент проницаемости К = 2,7110м и размер порЦд = 230 мкм.В целях раскрытия сущности изобретения и обоснования выбранных режимов по аналогичному примеру технологии при различных значениях М Ь и г было изготовлено 6 пористых элементов для которых были определены фильтрующие характеристики, Данные по примерам сведены в табл В образце, изготовленном по технологии, описанной в примере 5, наблю" далось отслоение боковой поверхности, вследствие чего изменилась его Форма, и наблюдалось частичное разрушение.Для сравнения по известному способу из порошка титана марки ТЭСс размером частиц (-1,0 + 0,63) мм были спрессованы цилиндрические образцы, которые затем спекали в вакууме при 1100 С в течение 2 ч, Характе-, ристики полученных образцов представ" лены в табл.2. Данные образцы прессовались досостояния, при котором радиус порсоответствует размерам пор образцов,изготовленных по предлагаемому спосо-.бу, Радиус изделий, изготовленных поизвестному способу, выбирали равным,минимальному радиусу основания изделия, изготовленных по описанному способу. Это обусловлено тем, что вданном случае обеспечивается максимальное отношение Ь/г, что позволяетсоздать наибольшее изменение пористости по длине образца, и, следовательно, максимальный коэффициент проницаемости при сохранении заданнойтонкости очистки. Анализ данных, приведенных в табл, 1 и 2 (примеры 1-3)показал, что изделия, изготовленныепо предлагаемому способу обладают призаданной тонкости очистки коэффициентом проницаемости, на 37-43% превосходящим коэффициент проницаемостиизделий, изготовленных поизвестномуспособу,Сравнение данных, приведенных впримерах 4, б и / (табл.1 к 2) показало, что при выходе за пределы режимов, определенных согласно равенствам (1) и (2), нет эффекта повышег и ф сЕЫ мм 8 0,36 1 20 35 2 6 35 1,15 2,71 230 2,45 207 2,93 241 1,07 209 5 0,1 0,52 1,70 0,07 1,78 0,18 1,83 215 1,07 173 3,58 ния проницаемости при сохранении заданной тонкости очистки.П р и м е р 2. Порошок нержавеющей стали марки ПХ 8 Н 15 с размером частиц (-1,315 + 0,2) мм, характеризующаяся коэффициентом внутреннего трения К = 0,5 и коэффициентом бокового давления= 0,30 с .пористостью засыпки П = О,/, Порошок прессовалир0 в конической форме с углом 2 Ы = 40 до длины Ь = 35 мм и радиуса меньшего основания г , = 8 мм. Полученныйтм ьф образец спекали в вакууме при 1250 С в течение 2,5 ч. Для данного порошка ,К, О 7.-О,/ и 21 п - - = 1,7, Кор- О,ЗЬ и -- Еае (1 - ) = 1,05.ЬДля полученного образца коэффициЭ 2 ент проницаемости К 1 = 43 "1 О м и средний размер пор д = 23 мкм.Для раскрытия сущности изобретения на данном материале по аналогичной технологии изготовления пористые образцы при различных значениях е 6 и г . Полученные фильтрующие характе- еОристики К и д для образцов.иэ" готовленнос из порошка ПХ 18 Н 15 по предлагаемому и известному способам, представлены в табл.З. Анализ данных, приведенных в табл. 3 покачал, что и для порошка3 35 35 1 О 0,70 435 5 0,02 5 40 35 12 0,84 6 535 12 009 / 35 35 5 О 70 58 О/9 6нержавеющей стали образцы, изготовленные по предлагаемому способу, обладают повышенной на 37-433 эффективностью по сравнению с известным способом при сохранении тонкости очистки. Формула изобретения 1 О Способ получения порошковых фильтров, включающий прессование порошкавФорме и последующее спекание, о т ;личающийся тем, что, сцелью повышения проницаемости фильт ров при сохранении тонкости очистки,прессование осуществляют в форме свнутренней конической полостью в направлении от меньшего основания кону,.са к большему при соблюдении соотно" 20 шенийО 05Е 8,Э10,02 .6 -г.р р (1 -) й 21 п Ь 0 7 г,угол конуса;коэффициент внутреннего трения порошка;коэффициент бокового давления порошка;пористость засыпки;длина изделияминимальный радиус основанияусеченного конуса.1458079 8 Таблица 2 с 1, мкм Пример, 5 ф 10"м г, мм 1 35 8 1,95 230 2 ( 35 5 1,79 207 3 35 10 2,05 241 4 35 5 1 81 209 6 35 12 180 . 215 7 35 5 1,05 173 Таблица 3 13 1 ЗОпр Й ивц 10 К 10мм мкм мкм м ф вреда 1 град мм Пример,823 30 0 Ь 35 5 21 10 26 5 2 Ь Составитель Г.ЗагорскаяТехред М.Дидык Корректор ЛЛат Редактор 1 О.Серед Заказ 298/13 Тираж 710 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС1 13035, Москва, Ж, Раушская иаб., д, 4/5 роиэводственн олиграфическое предприятие, г. Ужгород, ул. Проектная
СмотретьЗаявка
3993139, 18.11.1985
БЕЛОРУССКОЕ РЕСПУБЛИКАНСКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПОРОШКОВОЙ МЕТАЛЛУРГИИ, МИНСКАЯ ГОРОДСКАЯ САНИТАРНО-ЭПИДЕМИОЛОГИЧЕСКАЯ СТАНЦИЯ
ШЕСТОПАЛОВ НИКОЛАЙ ВЛАДИМИРОВИЧ, ВОДОПЬЯНОВА МАРИЯ БЕНЦИАНОВНА, ГАНТМАН АРКАДИЙ МИХАЙЛОВИЧ, ВИТЯЗЬ ПЕТР АЛЕКСАНДРОВИЧ, КАПЦЕВИЧ ВЯЧЕСЛАВ МИХАЙЛОВИЧ, ШЕЛЕГ ВАЛЕРИЙ КОНСТАНТИНОВИЧ, КУСИН РУСЛАН АНАТОЛЬЕВИЧ, ГУРЕВИЧ АЛЕКСАНДР АРОНОВИЧ, ЛАЗАРЕВИЧ ВЛАДИМИР ЛЬВОВИЧ, БОКАНЬ ГРИГОРИЙ АЛЕКСЕЕВИЧ, РАК АНАТОЛИЙ ЛЕОНИДОВИЧ
МПК / Метки
МПК: B22F 3/12
Метки: порошковых, фильтров
Опубликовано: 15.02.1989
Код ссылки
<a href="https://patents.su/4-1458079-sposob-polucheniya-poroshkovykh-filtrov.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения порошковых фильтров</a>
Способ и устройство для определения коэффициента преломления плоских образцов диэлектрика в свободном пространстве

Номер патента: 857799
Опубликовано: 23.08.1981
Авторы: Борисов, Шапиро, Шубов
МПК: G01N 21/41
Метки: диэлектрика, коэффициента, образцов, плоских, преломления, пространстве, свободном
...25Принятый сигнал через детекторнуюсекцию 10 также подается на индикаторное устройство б, Пространство,в котором расположен испытываемыйобразец экранированно поглощающимматериалом 11 для уменьшения влиянияпереотражений на точность измерения.Генератор и индикаторное устройствоохвачены синхронизацией. Если наоткалиброванный стенд устанавливается испытываемый образец диэлектрика,то индикаторное устройство с помощьюсамописца и осцилографа (не показаны)фиксирует величину прошедшего черезобразец поля в полосе качания частоты,а также частоты внутреннего резонанса образца (частоты максимальнойи минимальной прозрачности), При необходимости процесс измерений можетбыть полностью автоматизирован.Приэтом результаты измерения частотвнутреннего...
Способ определения проницаемости полимерных покрытий бетонных или железобетонных образцов

Номер патента: 989393
Опубликовано: 15.01.1983
Автор: Красовская
МПК: G01N 15/08
Метки: бетонных, железобетонных, образцов, покрытий, полимерных, проницаемости
...бетонных и железобетонных образцов, заключающемуся в нанесении проникающей жидкой среды на пОлимерноепокрытие и измерении времени еепроникновения, полимерное покрытиенаносят на одну из сторон образцабетона, не набравшего марочную прочность, другие стороны образца изолируют гаэовлагонепроницаемым материалом, после нанесения жидкости на отвердевшее полимерное покрытие измеряют вакуум в порах образца и регистрируют момент его падения, определяя время прохождения среды какразность времени падения вакуума вбетоне и времени нанесения проникающей среды.физическую основу предложенногоспособа составляет явление вакуумав твердеющем бетоне, изолированномот внешней среды. Вакуум образуетсяв результате отсоса воды затворенияна гидратацию...
Способ определения силы резания и коэффициента трения и устройство для его осуществления

Номер патента: 1045087
Опубликовано: 30.09.1983
Авторы: Логинов, Максимов, Сачек
МПК: G01N 19/02
Метки: коэффициента, резания, силы, трения
...резания, при которых происходит контакт между обрабатываемыми поверхностями образца и боковыми гранями режущего инструмента, например, при использовании ленточ- Зо,нэй пити для резания ячеистых материалов,11 ель изобретения - повышение точности определения силы резания и коэффици-енте греция при резании ячеистых материалов.35Поставленная цель достигается тем,что согласно способу определения силырезания и коэффициенте трения, заключаю.цемуся в том, что поверхность образцаобрабатывают режущим инструментом, при водят его в контакт с конгробразцэм,нагружеют пару трения, приводят элементы в относительное перемещение ирегистрируют силу трения, по величинекоторой рассчитывают коэффициент трения, 45предварительно образец сжимают с торцов,в...
Способ упрочнения основания сооружений на просадочных грунтах

Номер патента: 1076531
Опубликовано: 28.02.1984
Авторы: Заворотний, Куклев, Меклер
МПК: E02D 3/10
Метки: грунтах, основания, просадочных, сооружений, упрочнения
...а внутри контура по продольной оси симметрии выполняют прерывистые траншеи,причем предварительно в контуре этих траншей бурят дренажные скважины,заполняют траншеи дренирующим материалом, над траншеями возводят уплотненную грунтовую подушку, в пределах контура здания бурят скважины, заходящие в ответвления и прерывистые траншеи, устанавливают в скважины обсадные трубы,возводят фундаменты здания и одновременно со строительством здания подают в скважины воду в любой необходимой последовательности. Экспериментально установлено, что оптимальное соотношение суммарной плошади траншей и ответвлений к площади, очерченной по внешним сторонам Г-образных траншей составляетбиться интенсивного замачивания всей просадочной толщи, а с другой стороны, в...
Способ измерения модуля и фазы коэффициентов отражения и передачи свч устройств
Номер патента: 1092432
Опубликовано: 15.05.1984
Авторы: Баклыков, Бондаренко, Выходцев, Гимпилевич, Зиборов, Пригода, Худяков, Чурилов
МПК: G01R 27/06
Метки: коэффициентов, модуля, отражения, передачи, свч, устройств, фазы
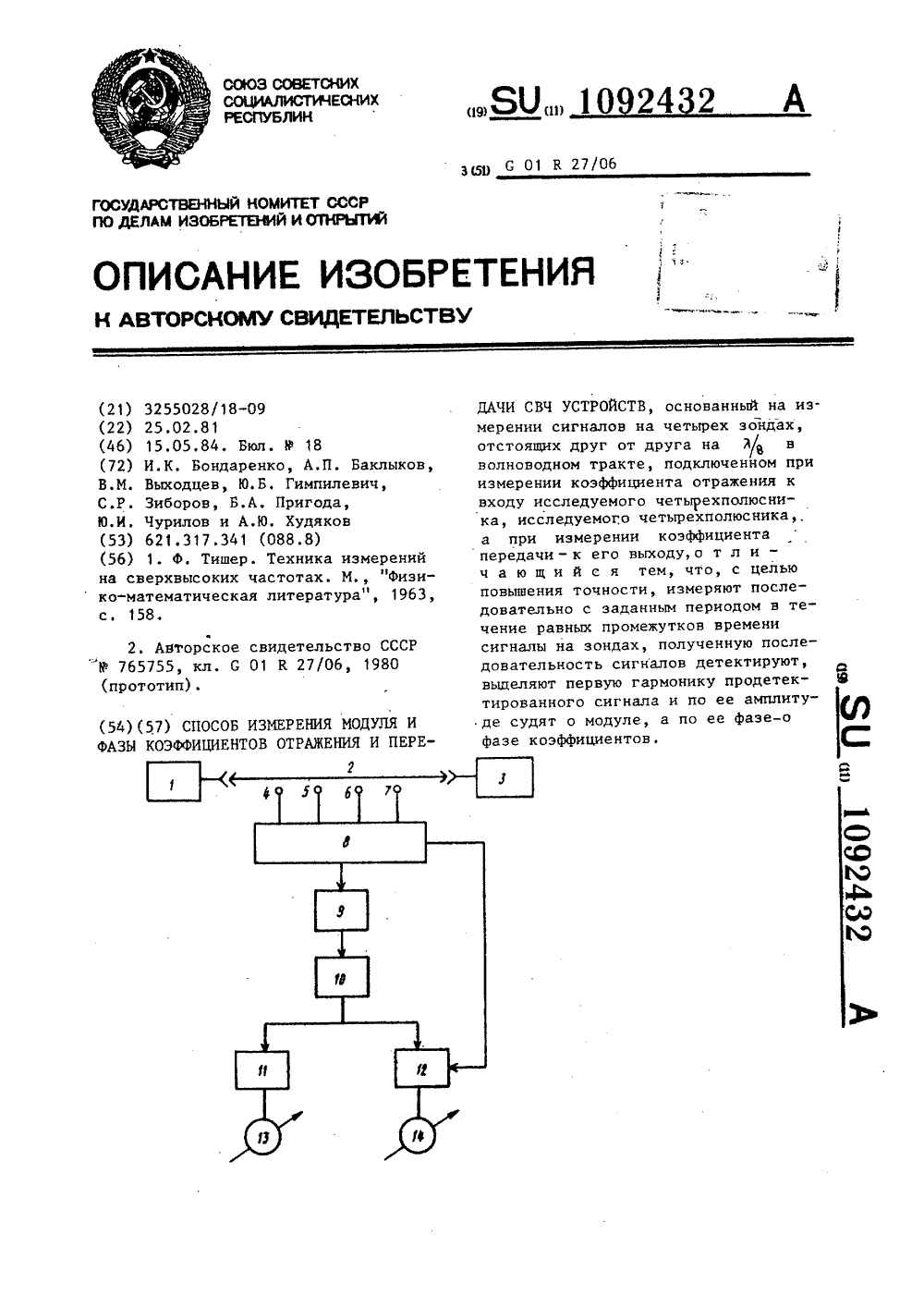
...СВЧ-уст. 25 ройстн, основанный на измерении сигналов на четырех зондах отстоящих друг от друга на 3 /8 в волноводном тракте, подключенном при измерении коэффициента отражения к входу, а при измерении коэффициента передачи - к выходу исследуемого четырехполюсника, Эти сигналы попарно вычитаются и полученные дна разностных сигнала используются для опреде пения искомого коэффициента 2 3.Однако у этого способа недостаточная точность из - за наличия операции вычитания двух примерно равных величин,Цель изобретения - повышение точности измерения,Указанная цель достигается тем,что согласно способу измерения модуля и фазы коэффициентов отраженияи передачи СВЧ устройств, основанному на измерении сигналов на четырехзондах, отстоящих друг от...