Способ изготовления древесно-стружечных плит неограниченной длины с использованием прессования и совмещенного контактного и высокочастотного нагрева
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 142754
Автор: Васильев
Текст
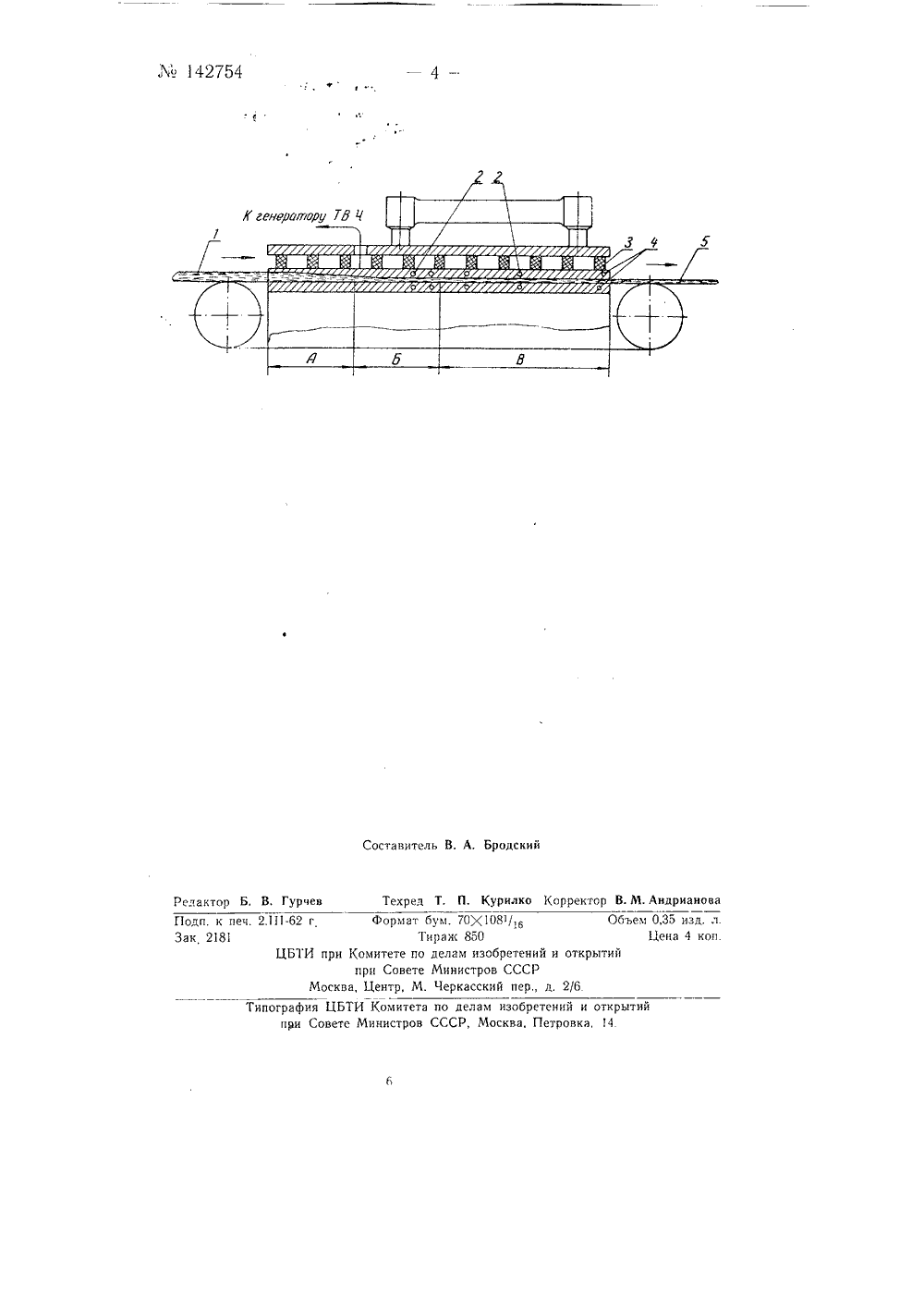
Л"о 142754 2М,На чертежецифрами и буквами соответственно обозначены. 1 - древесно-стружечный, ковер, 2 - нагреватели, 3 - изоляторы, 4 - плитыпресса и 5 - готовая плита; А, Б, В, - участки нагрева,Предварителвйо подпрессованный и увлажненный древесно-стржечный ковер 1 поступает вместе с транспортерной лентой под гидравлический пресс периодического действия. Перемещение ковра 1 и транспортерной ленты происходит в момент, когда пуансон пресса находитсяв верхнем положении и не препятствует свободному передвижению древесно-стружечной массы, Полный цикл прессования слагается из нескольких, например четырех, этапов (тактов), Длительность каждоготакта от 10 до 40 сек, в зависимости от толщины прессуемых плит иот мощности нагрева, применяемого для полимеризации клея, с кот;рым смешана древесно-стружечная масса.После окончания каждого такта прессования давление снимается идревесно-стружечная плита перемещается на /4 часть длины пресса внаправлении, указанном стрелкой.Для ускорения процесса полимеризации клея прессуемая древесно-стружечная масса подвергается комбинированному нагреву, представляющему собой сочетание контактного и высокочастотного нагрева.Контактный нагрев осуществляется нагретыми прессующими поверхностями пуансона и матрицы. Нагрев этих поверхностей производится при помощи пара, горячего воздуха или электрических нагревателей 2.Отличительная особенность контактного нагрева в данном случаесостоит в том, что он неравномерен. На участке 4, длина которого равна величине перемещения транспортерной ленты с древесно-стружечноймассой по:ле каждого очередного такта прессования, температура прессующих поверхностей постепенно возрастает в направлении движенияот 30 - 40 до 90,На участке Б, равном по величине участку А. температура возрастает к концу участка до 140 в 1.На участке В, равном по длине сумме участков А и Б, интенсивность контактного нагрева постепенно убывает.Высокочастотный нагрев осуществляется благодаря тому, что прессующие поверхности пресса являются пластинами конденсатора, к которым подключен генератор токов высокой частоты (генератор ТВЧ).Прессуемая древесно-стружечная масса служит диэлектриком, в котором высокочастотная энергия преобразуется в тепловую, Распределение высокочастотной энергии по длине нагреваемого участка происходит также неравномерно,Зная длину пресса и подбирая соответственно ей частоту генератора ТВЧ, можно создать условия, при которых в нагреваемом материале будет нужный режим высокочастотного нагрева. Точка подключения генератора выбрана с таким расчетом, что на участке А и Б высокочастотный нагрев имеет незначительную величину, но постепенновозрастает к концу зоны В, где это необходимо для форсирования процесса полимеризации клея в последнем такте прессования.Сочетание неравномерного контактного и неравномерного высокочастотного нагрева подбирается с таким расчетом, чтобы полимеризация клея во внешних слоях прессуемой плиты заканчивалась уже втретьей фазе прессования, а во внутренних - в четвертой, последней фазе.Вышеописанный режим нагрева обеспечивает равномерное распределение механических напряжений по всей длине прессуемого участкадревесно-стружечной плиты. Силы упругих деформаций, действующие в142754моменты периодического снятия давления, не приведут к нарушению однородности структуры древесно-стружечной плиты, что и позволяе осуществить получение плит произвольной длины при периодическом пресссвании.Предлагаемый способ получения древесно-стружечных плит (или досок) допускает в качестве вспомогательного средства применение так называемого эффекта парового удара, а также применение системы отвода пара во время прессования.Принудительный ввод пара во внутренние слои прессуемой плиты производится на участке Б за счет повышенной до 160 - 170 температуры прессующих поверхностей.В случае отказа от применения эффекта парового удара максимальная температура прессующих поверхностей должна быть снижена до 130 - 140. Древесно-стружечный ковер подается в этом случае к прессу без дополнительного увлажнения поверхности,Отвод пара от поверхностей древесно-стружечной плиты производится почти на всем участке зоны В непосредственно во время прессования, Для этой цели прессующие поверхности пуансона, матрицы и ленты имеют множество пароотводных отверстий, через которые пар с горячих поверхностей древесно-стружечной плиты свободно выходит в пароотводные каналы, а из последних - в атмосферу.Предмет изобретенияСпособ изготовления древесно-стружечных плит неограниченной длины с использованием в процессе прессования совмещенного контакта и высокочастотного нагрева, о т л и ч а ю щ и й с я тем, что, с целью обеспечения возможности периодического снятия давления без ухудшения качества плит посредством создания в них тонкого поверхностного слоя, а также форсирования процесса полимеризации клея во внутренних слоях, температуру контактного нагрева, во время первой фазы прессования равномерно, но быстро повышают до максимума, зависящего от толщины плит и химических свойств применяемого клея, после чего в последующих фазах прессования эту температуру уменьшают до величины, достаточной для предотвращения явления конденсации пара на поверхностях плит пресса, а температуру высокочастотного нагрева задают с незначительной величиной в первой фазе прессования с последующим дальнейшим равномерно ускоренным возрастанием до максимума в последней фазе прессования, в самом конце которой температуру высокочастотного нагрева снижают для достижения уменьшения внутренних механических напряжений при окончательном снятии давления.Л 42754 оставитель В. А, Бродски дактор Б. В. Гурчев Техред Т. П. Курилко Корректор В.М. Андриано тип омитете по делам ирп Совете Минист Центр, М. Черкасс сква Типография ЦЬТ при Совете Подп. к печ. 2.11-62 гЗак 2181ЦБТИ при формат бум. 70 Тираж 8обретений и отков СССР ий пер., д, 2/6 Комитета по делам изобретений иМинистров СССР, Москва, Петровк бъем 0,35 изЦена 4 открытий 14.
СмотретьЗаявка
720271, 04.03.1961
Васильев В. К
МПК / Метки
МПК: B27N 3/02
Метки: высокочастотного, длины, древесно-стружечных, использованием, контактного, нагрева, неограниченной, плит, прессования, совмещенного
Опубликовано: 01.01.1961
Код ссылки
<a href="https://patents.su/4-142754-sposob-izgotovleniya-drevesno-struzhechnykh-plit-neogranichennojj-dliny-s-ispolzovaniem-pressovaniya-i-sovmeshhennogo-kontaktnogo-i-vysokochastotnogo-nagreva.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления древесно-стружечных плит неограниченной длины с использованием прессования и совмещенного контактного и высокочастотного нагрева</a>
Устройство для прессования древесных плит

Номер патента: 2001751
Опубликовано: 30.10.1993
Автор: Тупикин
МПК: B27N 3/20
Метки: древесных, плит, прессования
...сжатого и холодного воздуха выбирают таким образом, чтобы температура и давление продуктов горения 55 на их выходе из камеры 5 обеспечивали необходимый режим прессования, Продукты горения своим давлением на пуансон 3 создают усилие прессования, а своей температурой, проникая через каналы 14,прогревают брикет 13. Начинается движение пуансона 3, т.е, упрессовка древесного брикета 13. В начальный момент прессования проницаемость древесного брикета 13 существенна, вследствие чего, а также благодаря своему высокому давлению продукты горения со значительной скоростью проникают в брикет 13. Происходит практически моментальный прогрев всего объема древесного брикета 13 с возникновением парогаэового удара и дальнейшее выпаривание влаги. Под...
Способ изготовления древесных прессованных плит

Номер патента: 76509
Опубликовано: 01.01.1949
Автор: Нысенко
Метки: древесных, плит, прессованных
...производится при нагреве до 90 путем ступенчатого увеличения давления, после чего следует охлаждение н вторичное нагревание до 11 о при прессовании, проводимом также ступенчатым поднятием давления. Затем пакет выдерживается под давлением в течение 30 - 60 иин без дополнительного прогрева, Процесс заканчивает.ся окончательным прессованием и склеиванием отдельных пакетов в блок (плиту) желаемой толщины. Таким. образом, производится раздельное прессование составляющих пакетов в два приема: сначала предварительное обжатие древесины до неполной плотности, а затем окончательное ступенчатое прессование со склеиванием в монолит под готовленных пакетов, причем и обжатпе и прессование проводятся ступенчатым поднятием давления. Предмет изобретения...
Способ изготовления облицованных древесно-стружечных плит

Номер патента: 1428579
Опубликовано: 07.10.1988
Авторы: Боброва, Ветошкин, Куклина, Швамм
МПК: B27N 3/06
Метки: древесно-стружечных, облицованных, плит
...нагрев древесностружечных плит (ДСтП) осуществляютвмфкду плитами пресса при 120 С в течение 35-40 с до температуры на поввархности щита 40 С. Затем на щит на нбсят клей на основе смолы КФ-Ж(М)с.расходом 110 г/м, формируют пакЕт с облицовки иэ шпана ольхи и вы. держивают в прессе при 120 С и давпении 0,8 МПа в течение 45 с, Технологическую выдержку после облицовывания осуществляют в течение 2 ч. Качество облицованной поверхности оценивают визуально, Поверхность мебельного щита без следов пробития клея.Влияние давления и температурыпрессования, а также температуры поверхности плиты перед нанесением нанее клея и выдержки под давлениемпредставлено в таблице,Увеличение температуры йлит пресса выше 130 С ведет к преждевременоному отверждению...
Устройство для прессования древесных плит

Номер патента: 1625702
Опубликовано: 07.02.1991
Авторы: Елманов, Ермаков, Кривчиков, Малыгин, Перякина, Татарчук
МПК: B27N 3/08
Метки: древесных, плит, прессования
...планки 5 и механизм Сперекрытия межплитного пространства, который выполнен в виде закреплеао на верхних нагревательных плитах 2 эластичного элемента 7 с отогнутыми в сторону нижних нагреватепьньх плит 3 подвижными бортиками 8, свободный конец 9 которого отогнут вверх, г 1 а нижних нагревательных плитах 3 напротив бортиков 8 выполнены прямоугольные пазы 1 О с упругим дном 11.Устройство работает следуощим образом,Смыкаясь, верхняя 2 и нижняя 3 наре. оательные плиты устройства дпя прессования древесных плит 1 уменьша от межппитнае пространство. на инается прессавание древеснога ковра, Механизм 8 перекрытия межппитного пространс 1 оа касается свободным концом 9 бор 1 иков 8 уч- ругого дна 11 в прямоугольном пазу 10, деформирует упругое дна...
Устройство для непрерывного плоского прессования древесных плит

Номер патента: 1634501
Опубликовано: 15.03.1991
Авторы: Горев, Дарчиашвили, Малыгин, Стрелков
МПК: B27N 3/16
Метки: древесных, непрерывного, плит, плоского, прессования
...на валу 18. Механизм 16 подачи имеет привод с электродвигателем 29. В левой части станины 1 установлен ограничитель 30. Для нагрева верхних 5 и нижних 6 прессуюших элементов используются тэны 31, а прижатие толкателей 20 к эксцентрикам 19 производится пружинами 32.Устройство работает следующим образом.Ковер 17 механизмом 16 подачи перемешается в просвет между верхним 5 и нижним 6 прессуюшими элементами, где с по мощью дополнительного конвейера 24 перемещается до соприкосновения с датчиком 25, дающим команду на отключение двигателя 29 и одновременное включение двигателей 2 и 13. Под действием редуктора 5 через привод 11 включается механизм 8 вергикального перемещения приспособления 9 регулирования давления и начинает вращаться вал 18...
Предыдущий патент: Рабочий орган сучкорезной машины
Следующий патент: Приспособление для крепления пакета в машине для упаковки сажи
Случайный патент: Способ испытания хрупких материалов на сжатие