Моталка для сматывания горячекатаных полос в рулоны
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 139280
Авторы: Макогон, Погребняк, Фомин, Шинкаренко




Текст
Класс 7 а, Яв139280 СССВ ИОАН К АВТО ИЕ ИЗОБР СКОМУ СВИДЕТЕ ЛЬСТВУ Подпнгнпя арцппа М 20 И, Шинкаренко, В. он, Г, Г. Фомин и а. Погребня ГХ ПОЛОС МОТА Я СМАТЫВАНИЯ ГОРЯЧЕКАТАН В РУЛОНЫЗаявлено 21 января 11)60 г. за656291/22 в Комитет но дс; и открытий при Совете Министров СССР.тени й нзо ене изобретений ЛЪ 13 за 196 Опубликовано в Бюлл слож отно азжа орти Известные моталки в конструктивном отношении громоздки, ны в эксплуатации и не всегда обеспечивают достаточно пл е сматывание горячекатаной полосы в рулон.Особенность изобретенной моталки заключается в том, что; с целью повышения качества рулонов и улучшения условий эксплуатации, механизм формирования рулона выполнен в виде двух кареток; расположенных по обеим сторонам барабана. Кроме того, с целью постоянного прижатия формирующих рулон роликов, их роликодержатели могут быть установлены в каретках и упруго соединены с пневматическими цилиндрами.Описываемая моталка предназначена для сматывания горячекатанной полосы в рулоны и состоит из следующих основных узлов: тянущих роликов, узла приводов, рольганга над моталками, привода тянущих роликов и механизма формирования.На фиг. 1 показана моталка, общий вид; на фиг. 2 - кинематическая схема формирования рулона горячей полосы на моталке.Тянущие ролики описываемой моталки приводные и служат для захвата полосы и направления ее к барабану и формирующим рулон роликам, а также для создания натяжения в сматываемой полосе. Узел приводов состоит из барабана, привода барабана, формирующих роликов, сталкивателя рулонов и привода сжатия и р тия барабана. Рольганг над моталкой предназначен для трансп ровки горячекатаной ленты.Механизм формирования рулонов состоит из двух кареток 1.и 2, расположенных с двух сторон барабана моталки. Каретки - сварные; они передвигаются по беговым дорожкам, укрепленным на стойках, Перемещение каждой каретки осуществляется через систему рычагов, Эй 139280действующих от пневматических цилиндров д, Для удобства обслуживания пневматические цилиндры вынесены за пределы стоек. На левой каретке 1 шарнирно укреплены два роликодеркателя 4 и б, в которых на подшипниках качения установлены четыре формирующих ролика 1, 11, П 1, Ю по два в каждом роликодержателе. Роликодержатели при помощи рычагов соединены с тягами б, на которых установлены пружины 7, Тяги б через пружины 7 соединены с вилообразными рычагами 8, сидящими на валах 9. На верхнем роликодержателе 4 укреплен кронштейн, с которым через промежуточное звено шарнирно соединена проводка 10.На правой каретке 2 аналогичным образом установлено четыре формирующих ролика Ч, И, И 1, Л 11. На верхнем роликодержателе 11 каретки 2 установлена стационарная проводка 10, а на нижнем роликодержателе 12 подвижная проводка 13, перемещение которой осуществляется от пневматического цилиндра.Для регулирования зазора между барабаном и формирующими роликами в зависимости от толщины полосы на стойках установлены два механизма настройки, Зазоры регулируются исполнительными механизмами через эксцентрики 14 и 15. Действие эксцентриков ограничивается упорами 1 б, установленными на рычагах, которые укреплены на валах 9. Указанная настройка осуществляется так, что каретки, перемещаясь по направляющим, увлекают соединенные с ними через подвижные звенья 17 рычаги 8. К рычагам присоединены тяги б, которые копируют движение кареток, в пропорции 690:800, то есть отстают от скорости движения кареток и этим самым поворачивают рычаги 18, а соответственно и роликодержатели, настраивая их на требуемый диаметр,Работа механизма формирования происходит следующим образом. Полоса тянущими роликами через проводки подается на вращающийся барабан и формирующие ролики, которые прижимают полосу к барабану с необходимым усилием. После образования одного или нескольких витков полоса плотно охватывает барабан и дальше сматывается с натяжением без участия формирующих роликов, которые отводятся, Во время прохождения полосы формирующие ролики 1, 1 Ч, Ч и 7111 отходят под действием полосы за счет деформации пружин, и ролики 11, 111, 1 Ъ и Ъ 11 отходят вместе с каретками за счет дополнительного сжатия воздуха в пневматических цилиндрах.После намотки производится автоматическая обвязка рулона и затем, после отвода формирующих роликов и сжатия барабана, готовый обвязанный рулон выдается из моталки,Предмет изобретения1. Моталка для сматывания горячекатаных полос в рулоны, отл и ч а ю щ а я с я тем, что, с целью предупреждения распушивания рулонов и улучшения условий эксплуатации, механизм формирования рулона выполнен в виде двух кареток, расположенных по обе стороны барабана, перемещающихся на бегунках по направляющим, находящимся на стойках.2, Моталка по п. 1, отли ч ающ а я с я тем, что, с целью осуществления постоянного прижатия формирующих роликов, роликодержатели последних установлены в каретке и при помощи рычагов и тяг соединены с пружинами и пневматическими цилиндрами, создающими их прижатие.Нодп. к Зак. 855 и открытий бретени в СССР ЦБТИ и и пр 26 й пер осква, Це Типография ЦВТИ Комитета по делам изобретений и при Совете Министров СССР Москва Петрев крыти 14.ете по Совет тр, М. Минист ркасс
СмотретьЗаявка
656291, 21.01.1960
Макогон В. Г, Погребняк Н. П, Фомин Г. Г, Шинкаренко М. И
МПК / Метки
МПК: B21B 47/04
Метки: горячекатаных, моталка, полос, рулоны, сматывания
Опубликовано: 01.01.1961
Код ссылки
<a href="https://patents.su/4-139280-motalka-dlya-smatyvaniya-goryachekatanykh-polos-v-rulony.html" target="_blank" rel="follow" title="База патентов СССР">Моталка для сматывания горячекатаных полос в рулоны</a>
Механизм формирования рулона к моталке горячей полосы

Номер патента: 867449
Опубликовано: 30.09.1981
Авторы: Белянский, Ванинский, Гарцман, Ершов, Житомирский, Каретный, Осокин, Пономарев, Попов
МПК: B21C 47/00
Метки: горячей, механизм, моталке, полосы, рулона, формирования
...14 черезтрансмиссию передает вращение форми -рующим роликам 2, В момент прохождения под формирующими роликами переходного участка рулона, образованного вследствие изменения роста егодиаметра, формирующий ролик 2 поворачивается вместе с подвесками 4 относительно осей 6,При этом корпус 9 трансмиссии выполняет функцию водила планетарногоредуктора, что обеспечивает передачукрутящего момента от привода 14, поворачивающегося относительно опор 6к формирующему ролику 2, В процессеповорота подвесок 4 с роликом 2 подвески 4 отжимаются от упоров 8,приэтом деформируется пружина амортимиссией, имеющей ведущее ц ведомое звено, расположеццое соосцо соответствующему формирующему ролику, привод каждого формирунщего ролика расположен ца соответствующей...
Роликодержатель моталки горячей полосы
Номер патента: 724238
Опубликовано: 30.03.1980
Автор: Осокин
МПК: B21C 47/34
Метки: горячей, моталки, полосы, роликодержатель
...изобретения является улучшениекачества сматываемых рулонов путем автоматического регулирования усилия прижатия формирующих роликов в зависимостиот толщины полосы,Указанная цель достигается тем, что 5подвески выполнены в виде двуплечих рычагов, формирующие ролики установленына одном плече каждого из рычагов, а другие плечи рычагов связаны между собойчерез упругий элемент. 10На чертеже показан роликодержатель,вид сбоку. вРоликодержатель состоит из кассеты 1,в которой шарнирно закреплены двуплечиерычаги 2, несущие верхний ролик 3 и нижний ролик 4 и упоры 5. В кассете 1 междудвуплечими рычагами 2 расположены упругие элементы, например пружинные амортизаторы 6, контактирующие с упорами 5.Между роликами 3 и 4 помещена направляющая проводка...
Устройство для разделения и задачи полос в зев барабана моталки

Номер патента: 1021491
Опубликовано: 07.06.1983
Авторы: Петрусенко, Плужник, Рассошенко, Шарабан, Ященко
МПК: B21C 47/34
Метки: барабана, задачи, зев, моталки, полос, разделения
...продопьная резка поносы, Срадняя полоса 31 сразу попадает между средними цио о ками 13 и 14 одинакового, бопьшего циаметра, доскопьку они расположены напротив указанной поносы заранее, Остальные поносы 29,30,32 и 33 благодаря тому, что направляющие проводки 27 и 28 у дисковых ножниц распопожены под углом друг к. другу, цоочерецно, пожатся на диоки бопьшего диаметра 12,13,14 и 15 и меньшего 16 и 17. При дальнейшем движении полосы попадают на откицную проводку 20, останавливаются и зажимаются прижимом дпя поносы 22. Затем вновь включаются дисковые ножницы и с помощью привода перемещения тенежки 6 приводная тележка 4 перемеща 25 ется совместно с полосами в положение 11 (фиг. 1) и останавпивается по команде датчика положения тележки 25....
Роликодержатель моталки горячей полосы
Номер патента: 1710164
Опубликовано: 07.02.1992
Авторы: Ершов, Осокин, Панченко, Тищенко
МПК: B21C 47/34
Метки: горячей, моталки, полосы, роликодержатель
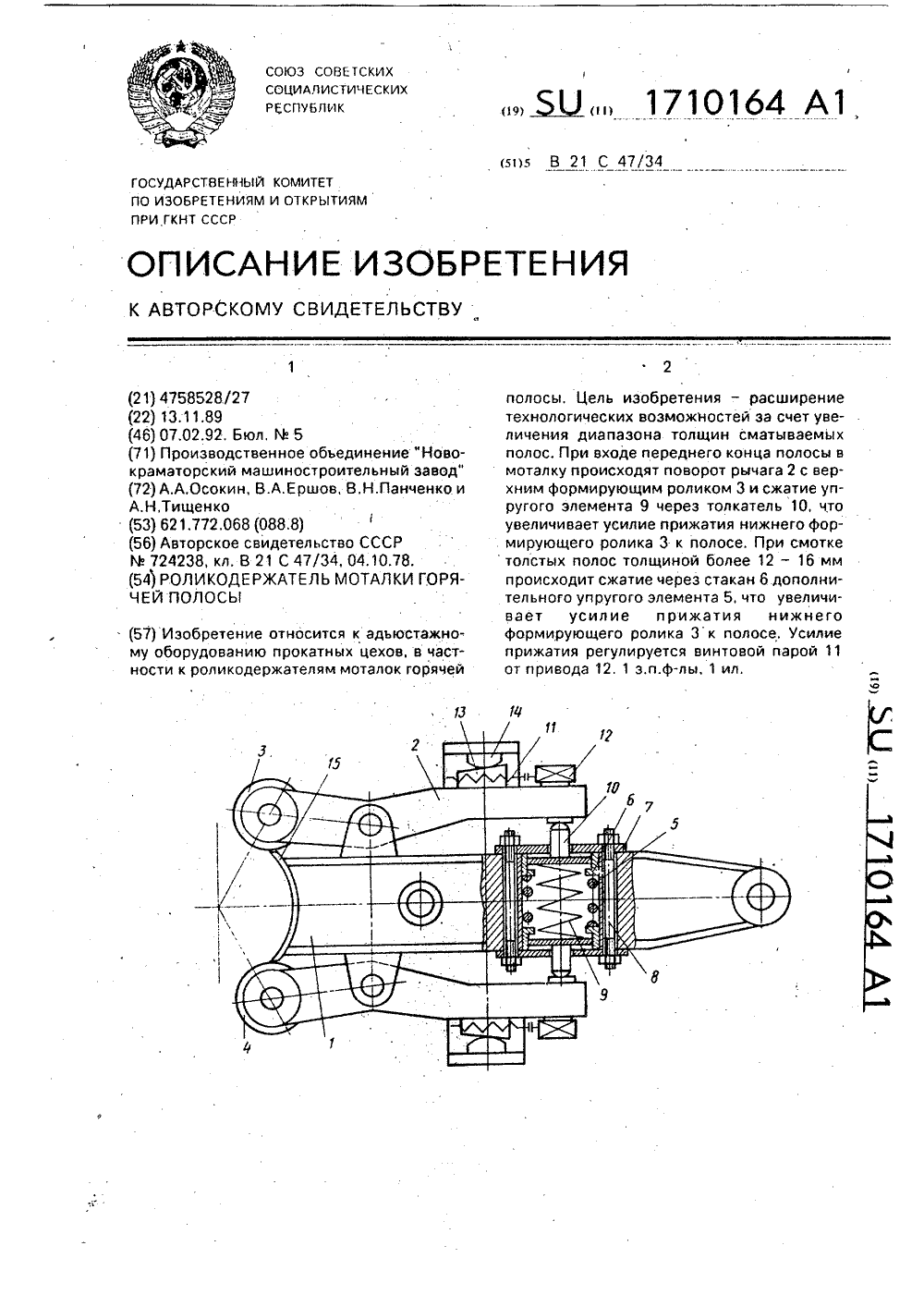
...и воэможностью взаимодействия с последними, атакже дополнительным упругим элементом,55 установленным концентрично основномуупругому элементу между стаканами, что позволяет на одной моталке формировать тонкие полосы усилием основного упругогоэлемента, а толстые полосы усилием основного и дополнительного упругих элементов.Узел регулирования положения рычагов от-. При смотке полос толщиной свыше 12 носительно кассеты позволяет регулиро-. 16 мм роликодержатель работает следуювать зазор между фланцем толкателя и щим образом,стаканом, тем самым определить момент При входе переднего конца полосы всрабатывания дополнительного упругого 5 моталку толщиной, больше расстояния межэлемента ду фланцем толкателя 10 и стаканом 6, верИсключениехотя бы...
Машина для автомагической задачи нескольких полос в зев барабана моталки

Номер патента: 132174
Опубликовано: 01.01.1960
Авторы: Перлов, Терентьев, Цалюк
МПК: B21C 47/34
Метки: автомагической, барабана, задачи, зев, моталки, нескольких, полос
...занятия тележкой крайнего положения 111 у моталки, она автоматически останавливается, барабан зажимает заданные концы полос, верхний ролик тележки поднимается и тележка переводится в положение 11. Откидная секция направляющих опускается, освобождая место для наматываемого рулона, Во время работы агрегата полоса оттягивается роликом 1 б. После окончания смотки рулона верхний ролик тележки опускается на нижний и тележка переводится в исходнос положение, причем рейки б, упираясь в станину дисковых ножниц, возвращают ролики тележки с разделительными кольцами в первоначальное положение (сводятся). Верхний ролик поднимается и тележка вновь готова к приему полос.От произвольного разворота ролики 3 удерживаются пружинными фиксаторами,Первый...
Предыдущий патент: Способ снятия осадка с внутренней поверхности бутылок с тиражным шампанским вином
Следующий патент: Способ волочения и обработки проволоки в поточных линиях и устройство для его осуществления
Случайный патент: Устройство для контроля набора с схода шихты из бункера