Способ изготовления колец трения торцовых уплотнений
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1364809
Авторы: Кашигин, Перевозников, Соколов, Шатаев

Текст
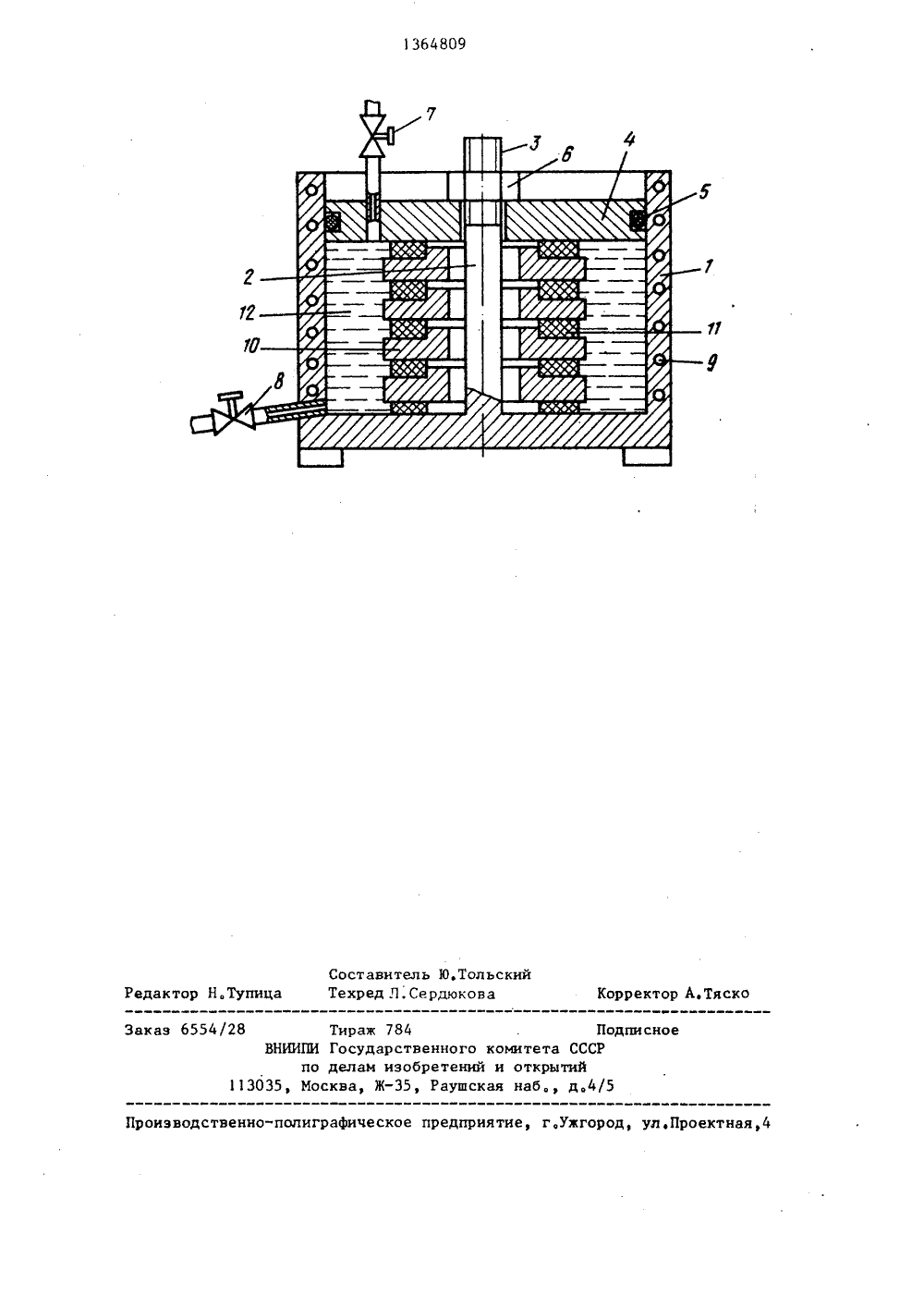
(51) 416 ПИСАНИЕ ИЗОБРЕТ градс ско Н,Кашигин тво СССР34) 1984. ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Н А ВТОРСНОМУ С 8 ИДЕТЕЛЬСТВУ(71) Дзержинский филиал Лкого научно-исследователи конструкторского ннстикого машиностроения(54) СПОСОБ ИЗГОТОВЛЕНИЯ К Ц ТРЕНИЯ ТОРЦОВЫХ УПЛОТНЕНИЙ(57) Изобретение относится к уплотннтельной технике и позволяет получать прочные и герметичные соединения кольцевых вкладышей иэ силицированного графита с металлическимиобоймами при сохранении иэносостойкости уплотняющих поясков колец трения. Перед установкой вкладьипа, выполненного из силицированного графита, в нагретую металлическую обоймуего обрабатывают щелочным растворомтолько по нарушной цилиндрическойповерхности и подвергают осушке подвакуумома 1 иле4809 2После проведения операции сушкикольцевые вкладьппи устанавливают внагретые металлические обоймы и проводят их совместное охлаждение, врезультате чего происходит их прочное соединенке, Предлагаемый способпозволяет получать прочные и герметичные соединения кольцевых вклады шей из силицированного графита сметаллическими обоймами при сохранении износостойкости уплотняющихпоясков колец трения.П р и м е р 1. Кольца трения вы 1 р полняют из силицированного графитаСГ-П (с пределом прочности бй К4200 кгс/см , модулем упругости Е1,27 10 кгс/см , коэффициентомлинейного расширения 0" = 4,2 100 к 20 1/ С и коэффициентом Пуассона (и0,1) и металлической обоймы иэстали 40 13 (с пределом текучестиОт = 9,5 1 О кгс/см , Е= 2,1и 10 кгс/см , 00 ь = 11,0 1 О 1/С 25 и р = 0,3), При этом оптимальнаявеличина диаметра соединения кольцевого вкладыша с металлической обоймой 0=90 мм, Для обеспечения надежной работоспособности соединения при 30 р = 140 С (температура стерилизацииуплотнения) необходимо иметь натягсопряхенных,деталей не менее П11 т (С) 0 ( р Г 1373,4 мкм, где с- температура на ружной среды С 20 СВыбирают посадку б 90 Нут 0,039)1+О ф 90 И 7(+О, 15940 1 136Изобретение относится к уплотнительной технике и является усовершенствованием способа по авт.св.119 1128037,Цель изобретения - увеличениедолговечности уплотняющих поясков колец трения и повьппение надежностисоединения кольцевого вкладьппа с металлической обоймой за счет сохранения начальной износостойкости колецтрений.На чертеже показано устройстводля осуществления предлагаемого способа.Устройство состоит из сосуда 1с центральным стержнем 2, имеющимрезьбу 3, крьппку 4 с уплотнительнымкольцом 5, и гайки 6, В крышку 4 вварен штуцер с вентилем 7, а в стенкусосуда, у его дна, - штуцер с вентилем 8, В стенках сосуда 1 вмонтированобогреватель 9.Способ осуществляют следующимобразом.Отшлифованные кольцевые вкладьппи10 из силицированного графита помещают внутрь сосуда 1 через резиновыеуплотнители 11 и поджимают посредством гайки 6 крьппкой 4, После этогооткрывается вентиль 7 и герметичнаяполость 12, образованная внутреннимистенками сосуда 1, наружными цилиндрическими поверхностями кольцевыхвкладьппей 10 и крьппкой 4, эаполняется 3-15 Ж-ным раствором щелочи (ИаОНили КОН), и включаются обогреватели 9. Обработку поверхности кольцевого вкладьппа раствором щелочи прочэ 0дят в течение 3 ч при 80 С. По окончании этой операции отработанньпнраствор щелочи сливают в емкостт длярегенерации через сливной штуцер,открыв вентиль 8, Затем проводитсяоперация промывки обработанной поверхности кольцеового вкладьппа подачей воды через штуцер в крьппке 4.Операция промывки ведется до достижения нейтральной реакции промывочной воды, которая контролируетсялакмусовой бумагой, По окончанииоперации промывки промывочная водасливается иэ полости 12, вентиль 8перекрывается, а полость 12 подсоединяется к вакуумной системе (вакуум-насосу) и в ней создается разрежение до остаточного давления 5-1 ммрт.ст., при котором проводится операция осушки в течение 10-15 мин. Вкладыш иэ силицированного графита СГ-П устанавливают в устройстве для выщелачивания и промывки изакрепляют, как показано на чертеже.Образованную герметичную полость между наружной цилиндрической поверхностью кольцевого вкладьппа и внутренней поверхностью сосуда заполняют 157-ным щелочным раствором и вы 0держивают при 80 С в течение не менее 3 ч, после чего щелочной раствор из сосуда сливают и в него подают воду для промывки кольцевого вкладьппа, Промывку ведут до наступления 55нейтральной реакции промывочной воды,которую контролируют лакмусовой бумагой.Обработанные щелочью и промытыеводой кольцевые вкладыши из силицированного графита подвергают осушке под вакуумом при остаточном давлении 5-1 мм рт.ст. в течение 10-5 мин, После вакуумирования вкладыши устао навливают в нагретые до 300 С металлические обоймы и охлаждают до комнатной температуры. Герметичность соединения кольцевых вкладышей с металлическими обоймами контролируют 10 обьвшиванием (до появления пузырьков) или по протечке через соединение керосина (известными методами).У всех 17 изготовленных колец трения соединение герметичное. Полу ченные кольца трения подвергают динамическому испытанию в натуральном образце (торцовом уплотнении) на износостойкость в течение 53 ч при давлении затворной жидкости (воды) 20 в камере гидроподпора уплотнения 0,1 МПа (1 О кгс/см ) и скорости скольжения 3,8 м/с, Температуру в уплотнении при испытаниях поддерживают в интервале 40-65 С. Замеренная интеносивность износа колец пар трения в среднем при этом составляет 3,3" АЙ 0 мм/мм.П р и м е р 2 (известный). Кольца трения выполняют из силицированного 30 графита СГ-П и металлической обоймы с теми же характеристиками, что и в примере 1, Обработку кольцевого вкладыша проводят следующим образом. Вкладыш полностью погружают в сосудф 35 заполненный 152-ной щелочью, и выдероживают при 80 С в течение 3 ч. После промывки определяют твердость и контактную податливость протравленного слоя на соответствующем приборе. Диа метр отпечатка при вдавливании шарика2,5 мм под нагрузкой 18715 кг составляет 1,1 мм, глубина погружения индентора 0,1275 мм, контактная податливость 0,68 мкм/кгс, твердость 187 ед. Затем вкладыш устанавлиовают в нагретую до 300 С металлическую обойму. После охлаждения обойма плотно обжимает вкладыш.Запрессовка вкладышей в металлические обоймы проводится по посадке490 Н 7 ф+0,124/ Проверка на герметичность соединения кольцевых вкладышей с металлическими обоймами показывает: иэ 18 изготовленных колец трения у 5 наблюдается негерметичность соединения.Испытание на износостойкость при тех же условиях на натуральном образце изготовленных по этому способу колец трения, прошедших проверку на герметичность, показывает что интенсивность их износа составляет в среднем 10,6 10 мм/мм.Формула и э о б р е т е н и яСпособ изготовления колец трения торцовых уплотненийпо авт,св. У 1128037, о т л и ч а ю щ и й с я тем, что, с целью увеличения долговечности уплотняющих поясков колец трения и повышения надежности соединения кольцевого вкладыша с металлической обоймой, обработку кольцевого вкладыша щелочным раствором производят только по наружной цилиндрической поверхности и перед установкой в нагретую металлическую обойму его подвергают осушке под вакуумом.1364809 Составитель Ю,Тольск Редактор Л.Сердюкова орректор А.ТяскоШШ а е Заказ 6554/2 изводственно-полиграфическое предприятие, г,ужгород, ул,Проек 8 Тираж 784ВНИИПИ Государственногпо делам изобретении 13035, Москва, Ж, Рауш Подписное комитета СССР и открытий ая наб д,4/5
СмотретьЗаявка
4104897, 08.08.1986
ДЗЕРЖИНСКИЙ ФИЛИАЛ ЛЕНИНГРАДСКОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО И КОНСТРУКТОРСКОГО ИНСТИТУТА ХИМИЧЕСКОГО МАШИНОСТРОЕНИЯ
ПЕРЕВОЗНИКОВ ВИКТОР ИОСИФОВИЧ, КАШИГИН ЕВГЕНИЙ НИКОЛАЕВИЧ, СОКОЛОВ ВАЛЕНТИН ИВАНОВИЧ, ШАТАЕВ ЕВГЕНИЙ ВИКТОРОВИЧ
МПК / Метки
МПК: F16J 15/34
Метки: колец, торцовых, трения, уплотнений
Опубликовано: 07.01.1988
Код ссылки
<a href="https://patents.su/4-1364809-sposob-izgotovleniya-kolec-treniya-torcovykh-uplotnenijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец трения торцовых уплотнений</a>
Разъемное самоуплотняющееся соединение корпуса и крышки сосудов высокого давления

Номер патента: 484350
Опубликовано: 15.09.1975
Авторы: Васильев, Смородин, Шелухин
МПК: F16J 15/10
Метки: высокого, давления, корпуса, крышки, разъемное, самоуплотняющееся, соединение, сосудов
...низком давлении за счет первоначального затяга прокладки, а при повышении давления - за счет дополнительного уплотняющего усилия. Однако в известных соединениях направление первоначального затяга совпадает с направлением силы давления рабочей среды на уплотняемую деталь, что приводит к их разгерметизации.Предложенное самоуплотняющееся соединение отличается тем, что уплотнительное кольцо имеет обтюраторы, запрессованные в кольцевые гнезда, образованные внешней кромкой установленных в корпусе и крышке нажимных колец круглого сечения и внутренними поверхностями корпуса и крышки сосуда. Это повышает герметичность соединения при резких изменениях температуры и давления находящейся в сосуде среды. Для уменьшения числа разъемов уплотнительное...
Устройство для соединения канатов с подъемным сосудом подъемника

Номер патента: 673580
Опубликовано: 15.07.1979
Авторы: Гадецкий, Григоров, Темненко
МПК: B66B 7/08
Метки: канатов, подъемника, подъемным, соединения, сосудом
...установлены дистанционные шайбы 12, выполненные из материала, аналогичного материалу вкладыша. 20 Работает устройство следующим образом.В процессе эксплуатации под действием собственного веса, веса сосуда, а 25 также инерционных сил происходит относительное удлинение канатов, вызывающее проворот в шарнирах 4 и 7 балансиров 1 и 5, Проворот балансиров обеспечивает выравнивание усилий между кана тами и устраняет перекос поднимаемого сосуда. Таким образом в шарнирах в процессе работы происходит относительное вращение деталей.Взаимно пересекаюшиеся канавки Б, В во втулке 10 и пальце 9 с шагом нарезки, равным длине втулки, обеспечивают равномерное распределение смазки по трущимся поверхностям и при наличии врашательного движения способст-, 40...
Припой для пайки силицированного графита со сталью

Номер патента: 597532
Опубликовано: 15.03.1978
Авторы: Андрющенко, Аникеев, Аникин, Костиков, Кравецкий, Мишин, Музалевский, Чепеленко
МПК: B23K 35/26
Метки: графита, пайки, припой, силицированного, сталью
...коррозионную стойкостьсплава. Добавка сурьмы повышает жидкотекучесть сплава и его механические20свойства, Введение титана вызвано необходимостью повышения термостойкостипвяного соединения, увеличивает темпервтуру рвспвя швв и повышает технологичность при выплавке.Индий улучшает корроэионные свойстмсплава, устраняет, практически нв 100%растворение никелевого покрытия при температуре пайки, способствует понижениюсклонности сплава к окислению при нвгреве на воздухе.Пример выполнения припоя, вес, %:Серебро 5%едь 24ндий 2 7,Сурьма . 15 7 оТитан 0,3 9,Олово Остальное,Содержание серебра менее 1,0% не40улучшает смвчивающую способность и кор.роэионную стойкость припоя.При увеличении серебра в припое более2,0% технологические свойстве улучшаются,...
Устройство для установки упругих разрезных колец в кольцевые канавки на наружной поверхности цилиндрических деталей

Номер патента: 1324816
Опубликовано: 23.07.1987
МПК: B23P 19/027, B23P 19/08
Метки: канавки, колец, кольцевые, наружной, поверхности, разрезных, упругих, установки, цилиндрических
...цилиндром (не показан).Толкатель 15 поддерживается в заданном положении равномерно расположенными по периметру не менее, чем тремя нвжимными винтами 20 с пружинами 21, Регулировка винтов 20 осуществляется гайками 22. Шарики 18 уложены в обоймы 23 и 24. Собираемые изделия - цилиндрическая деталь 25 с,кольцевой канавкой, установленная в узле 26, и разрезное упругое кольцо 27.Устройство работает следующим образом.Деталь 25 подается в зону сборки жестко зажатой в узле 26,. Упругое разрезное кольцо 27, перемещаясь под собственным весом по магазину 9 с ориентирующей шпанкой 10, попадает в гнездо 3 шибера 2, после чего последний, двигаясь по корпусу 1; перемещает кольцо 27 на направляющую 14, выполненную со скосами, предотвращающими...
Устройство для сборки под сварку кольцевых соединений

Номер патента: 1770107
Опубликовано: 23.10.1992
Авторы: Двуреченский, Курчавов, Осипов, Цепилов
МПК: B23K 37/04
Метки: кольцевых, сборки, сварку, соединений
...фиг,1 показана сборка под сварку с использованием устройства; на фиг,2 - общий вид устройства, вид сверху, на фиг. 3 - 5 - разрез А - А на фиг,2 в различные моменты работы устройства: до сборки, до фиксации кулачков штырями, при сварке.Устройство содержит кольцевую обойму, состоящую из двух колец 1 и 2 с буртами, соединенных болтами 3 через распорные втулки, съемные стопорные штари 4, разжимные кулачки 5, установленные с возможностью радиального перемещения от размещенного по оси съемного привода(условно не показан), а также пружины 6 для удеркания кулачков 5 в исходном положении и направляющие 7 кулачков,В исходном положении оси отверстий б, выполненных в кулачках 5, смещены на размер "е" относительно оси отверстий б 2,...
Предыдущий патент: Уплотнение поршня
Следующий патент: Магнитожидкостный герметизатор
Случайный патент: Машина для обертки плодов