Устройство для пакетирования сортового проката
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 7 9 00 4 В ОПИСАНИЕ ИЗОБРЕТЕНИЯК А ВТОРСКОМУ СВИДЕТЕВЬСТВУ ктьство СССР43/02, 1977ПАКЕ ТИР итс ли машин окв часрованияк за хотов жнос Одновременно повышаетсясплачивания пакета. 4 ил ретения - поетирования,ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ(71) Колпинское отделение Всесоюзнго научно-исследовательского и проно-конструкторского института металлургического машиностроения(56) Патент ПНР Ф 70529,кл, 7 а,43/02, 1974. Авторское свидетел У 516445, кл, В 21 ВПатент ГДР У 69094 кл. 7 а, 26/03, 1969.Патент ФРГ 9 20162 кл, В 21 В 43/02, 197 (54) УСТРОЙСТВО ДЛЯ СОРТОВОГО ПРОКАТА (57) Изобретение отн дованию прокатных ста непрерывного литья за ности к устройствам п проката или литых заг лодильником, Цель изо вышение надежности па акже долговечности рабочих поверх- остей реек за счет уменьшения пути трения проката о реики при пакетировании. Подвижные рейки 2, двигаясь по замкнутой траектории, перемещают прокат 11 на неподвижных линейках, одновременно пакетируя его, Кинематическая схема механизма перемещения реек 2 выполнена таким образом, что одним концом 3 рейка свободно опирается на эксцентриковую втулку 5, а другим концом связана с Г-образным рычагом 8, причем втулка 5 и рычаг 8 соединены общей тягой 9. Такая схема обеспечивает оптимальную траекторию движения рейки на разных участках по длине, так что вертикаль- Ж ная составляющая перемещения рейки примерно сохраняет свою величину, а горизонтальная составляющая уменьшается по ходу перемещения проката, Это соответствует закону перемещения про- Д ката в процессе пакетирования, а следовательно, уменьшает перемещение проката относительно реек и их износ.1 1 ЗЗ 71Изобретение относится к оборудованию прокатных станов или машин непрерывного литья заготовок в част-,ности к устройствам пакетированияпроката или литых заготовок эа холодильником,Цель изобретения - повышение надежности пакетирования, а также долговечности рабочих поверхностей реек 10за счет уменьшения пути трения проката о рейки при пакетировании,На фиг, 1 изображена кинематическая схема предлагаемого устройства;на фиг, 2 - разрез А-А на фиг, 1; 15на фиг. 3 - разрез Б-Б на фиг, 2;на фиг. 4 - траектории точек рабочей поверхности реек и график распределения величины шагов Т перемещенияпроката по длине линеек (х - текущая 20координата).Устройство для пакетирования проката содержит стационарные линейки 1длиной ., чередующиеся с ними подвижные рейки 2, имеющие опорные площадки 53, взаимодействующие с роликами 4,Последние установлены на эксцентриковых втулках 5, имеющих эксцентриситет е и закрепленных на валу 6, снабженном электроприводом 7. Концы реек2 шарнирно связаны с плечами г, Г-образных рычагов 8, плечи г которыхсвязаны с тягами 9, Плечи Г-образного рычага г г составляют уголЫ. Тяги 9 шарнирно связаны с эксцентриковыми втулками 5, Устройствоснабжено выдвижными упорами 10, дозирующими число штук проката 11 в пакете (привод упоров 10 не показан). Кустройству примыкаетхолодильник с 40линейками 12Устройство работает следующимобразом.В исходном положении уровень выдвижных упоров 10 ниже уровня стационарных линеек 1.Проект.11 поступаетс линеек 12 холодильника.При вращениивала 6 тяги 9 сообщают качательноедвижение Г-образным рычагам 8, которые, в свою очередь, передают движение концам реек 2. Вертикальное перемещение противоположных концовреек обеспечивается роликами 4. Таким образом, рейки 2 совершают плоское движение, осуществляя шаговое перемещение проката вдоль линеек 1,После того, как в зону пакетированияпоступит требуемое число штук проката 11, выдвижные упоры 1 О подни 62маются, отсекая вновь поступающиештуки 11, После уплотнения пакета онубирается краном. Предлагаемая кинематическая схема обеспечивает различную форму траектории рабочей поверхности рейки на различных участках(фиг, 4), благодаря чему достигаетсяпеременный по длине линейки шаг перекладки , В зоне поступления проката эта форма имеет вид, близкий кокружности, что позволяет получить вэтой зоне максимальный шаг перекладки. При этом обеспечивается максималь.ное расстояние между штуками, чтонеобходимо для надежной работы счетных устройств и выдвижных упоров 10,3 аупорами траектория приобретает всеболее выраженную серповидную форму,111 аг при этом сначаЛа уменьшаетсярезко, а затем продолжает уменьшаться приблизительно но линейному закону, обеспечивая группирование про-.ката, Изменение длины нага не связано с уменьшением высоты подъема проката над линейками; в . Это гарантируетнадежную работу устройства при искривленном прокате На всех участках горизонтальная составляющая скоростиво время переноса проката рейкаминаправления не меняет, При этомтобеспечивается отсутствие частичногоразуплотнения уже набранной частипакета, уменьшается путь трения проката о рейки,Использование предлагаемого устройства позволяет повысить долговечность рабочих поверхностей реек иснизить энергозатраты при пакетировании за счет уменьшения пути трения проката о рейки. Плавное уменьшение скорости в зоне пакетированияпозволяет достичь уплотнения пакетапочти одновременно по всей его ширинеНапример, если взять механизм со следующими параметрами: Ь/е=160; г/е=8; г /е=з; 1=70 , где длина линеек; е - эксцентриситет; г, г - плечи Г-образного рычага;- угол между плечами Г-образного рычага, то по сравнению с прототипом, имеющим такую же длину линеек и эксцентриситет и при одинаковой скорости вращения приводного вала и размере пакета, потери на трение в предлагаемом устройстве меньше в два раза.1337362 17о р м у л а изобретенияУстройство для пакетирования сортового проката, содержащее стационарные линейки и чередующиеся с ними подвижные рейки, имеющие на одном иэ концов опорные площадки, взаимодействующие с роликами, приводной вал с закрепленными на нем эксцентриковыми втулками, установленный со стороны подачи проката, о т л и ч а ю - щ е е с я тем, что, с целью повышения надежности пакетирования, а также долговечности рабочих поверхностей реек эа счет уменьшения путитрения проката о рейки, ролики выполнены полыми и установлены на эксцентриковых втулках, а устройство снабжено стационарно установленными Гобразными рычагами и тягами, приэтом одно плечо каждого Г-образногорычага шарнирно связано со свобод ным концом соответствующей подвижной рейки, а другое плечо того жерычага шарнирно связано с тягой, другой конец которой шарнирно соединенсэксцентриковой втулкой.
СмотретьЗаявка
4031095, 27.02.1986
КОЛПИНСКОЕ ОТДЕЛЕНИЕ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО И ПРОЕКТНО-КОНСТРУКТОРСКОГО ИНСТИТУТА МЕТАЛЛУРГИЧЕСКОГО МАШИНОСТРОЕНИЯ "ВНИИМЕТМАШ" ИМ. А. И. ЦЕЛИКОВА
ОРЛОВ ВАЛЕРИЙ МИХАЙЛОВИЧ, РУДАКОВ МИХАИЛ ЮРЬЕВИЧ
МПК / Метки
МПК: B21B 39/00
Метки: пакетирования, проката, сортового
Опубликовано: 15.09.1987
Код ссылки
<a href="https://patents.su/4-1337162-ustrojjstvo-dlya-paketirovaniya-sortovogo-prokata.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для пакетирования сортового проката</a>
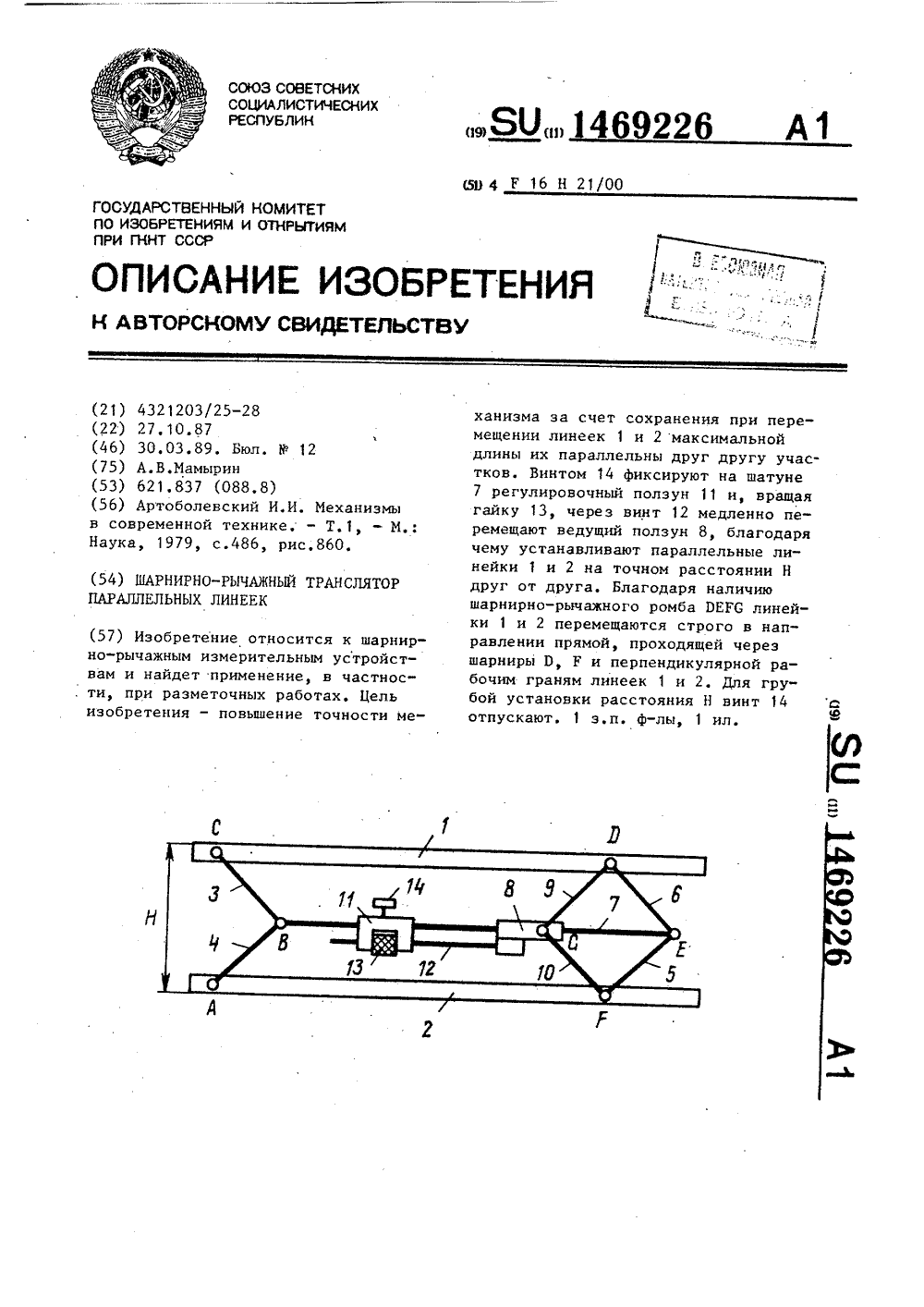
Шарнирно-рычажный транслятор параллельных линеек
Номер патента: 1469226
Опубликовано: 30.03.1989
Автор: Мамырин
МПК: F16H 21/00
Метки: линеек, параллельных, транслятор, шарнирно-рычажный
...концами " с шарнирами Р и Г коромысел Ь и 5. 30Для точной регулировки расстояния Н между линейками 1 и 2 на шатуне 7 также с возможностью перемещения вдоль его продольной оси установлен регулировочный ползун 11, имеющий винтовой механизм, винт 12 которого связан с полвуном 8, а гайка 13 установлена в прорези ползуна 11 с возможностью вращения. Ползун 11 фиксируется в требуемом положении, нап ример, с помощью винта 14.Транслятор работает следующим образом.Отпускают винт 14 и разводят линейки 1 и 2 на расстояние, приближен но равное Н. При этом ползуны 8 и11 перемещаются по шатуну 7 в направлении к шарниру Е, а линейки 1 и 2 благодаря наличию шарнирно-рычажногоромба РЕГИ перемещаются строго в нап"равлении прямой, проходящей...
Шарнирная подвеска рабочего органа землеройной машины

Номер патента: 138533
Опубликовано: 01.01.1961
Авторы: Граусман, Кочев, Романенко
МПК: E02F 3/22, E02F 3/78, E02F 5/08
Метки: землеройной, органа, подвеска, рабочего, шарнирная
...механизм входят подъемная рама 10, рама 11 рабочего органа 12 (для изменения положения которого служит гидроцилиндр 13), телескопическое звено 14 и базовая машина.В рабочем положении телескопическое звено 14 раздвинуто и вследствие телескопичности; с одной стороны, и наличия шаровых опор, с другой, обеспечивает рабочему органу наличие необходимых степеней свободы.Перевод рабочего органа в транспортное положение осуществляется поворотом подъемной рамы 10, с помощью гидроцилиндра 13. Приэтом рабочий орган 12 будет приближаться к машине, телескопическиештанги будут вдвигаться до тех пор, пока торец 15 наружной трубы тупрется в торец кольцевого пояса трубы 4, а торец 1 б внутренней тру138533 бы 9 дойдет до торца наружной трубы 8,...
Устройство для автоматического счета рабочих _f-

Номер патента: 354440
Опубликовано: 01.01.1972
МПК: G06M 3/10
...соединен с соответствующим разрядом пересчетной схемы, а выход схемы запре та соединен с соответствующим входом формирователя импульсов 9, выход которого соединен со счетчиком импульсов 10.Работа предлагаемого устройства осуществляется следующим образом.20 Перед началом работы после замены штампа или регулировки пресса устанавливают переключатель работа-настройка в положение настройка, При изменении напряжения на выходе фильтра 3 на выходе схемы выделе пия 4 перегибов низкочастотной огибающейфазного напряжения появляются положительные и отрицательные импульсы, соответствующие перегибу функции, описывающей напряженис на выходе фильтра 3. Каждое измене ние напряжения на выходе фильтра сопро354440 Предмет изобретения Составитель Н....
Устройство для счета рабочих ходов пресса

Номер патента: 474030
Опубликовано: 15.06.1975
МПК: G07C 3/08
Метки: пресса, рабочих, счета, ходов
...кнопку 7, переключатель 8 режима рабаты, реле 9 и счетчик 10,Устройство работает следу 1 ощцм об р азом.После смены штампа ца прессе нажимаюткнопку 7. Все тиристоры 5 прн этом переходят в состояние закрыто, Переключатель 8режима работы переводится в положение настройка и соединяет выход усилителя 3 суправляющими электродами тцрцсторов 5.Реле 9 ц счетчик 10 прц этом отключается отвыхода тирцсторцого ключа 4.Пресс делает однц холостой ход. Сигналхолостого хода от чувствительного элемента 1, пройдя измерительный мост 2 и усилитель 3, поступает ца управляющие электродытиристоров о.При этом откроется группа тцрцсторов, укоторых напряжения включения меньше илцравны сигналу холостого хода. Открытые тцристоры соединяют параллельно группу...
Устройство для автоматического счета рабочих ходов пресса

Номер патента: 483692
Опубликовано: 05.09.1975
Авторы: Баштовенко, Островский
МПК: G06M 3/10
Метки: пресса, рабочих, счета, ходов
...обмоткой 4 трансформатора включен диод 5, подающийа обмотку положительную полуволпунапряжения питания. Регулировка степени вол.10 действия компенсирующей обмотки производится подстроечным резистором 6. Чувствительность ключевого элемента регулируетсяподстроечным резистором 7, включенным вцепь управляющего электрода тиристора. То 15 ковая обмотка 8 трансформатора включенапоследовательно в разрыв одной из фаз питающей сети приводного двигателя пресса.При рабочем ходе пресса ток в цепи двигателя возрастает, и на фоне сигналов холосто 20 го хода наблюдаются сигналы учета. Так какпри холостом цикле работы пресса уровеньсигналов меньше рабочих на 20 - 30% и впрактике случается их учет, то для выделеиясигналов учета применяется...
Предыдущий патент: Передающее устройство для проката
Следующий патент: Цепной конвейер для поперечного перемещения длинномерных изделий
Случайный патент: Реле времени