Устройство для коммутации и регулирования сварочного тока
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1333505
Автор: Щиров




Текст
33505 2 15 20 25 ЗО 35 45 50 55 113Изобретение относится к сварке иможет быть использовано для автоматического контроля процесса контактнойсварки,Целью изобретения является повьппение надежности сварочного оборудования за счет исключения аварийных режимов, возникающих из-за пробоя илиотсутствия включений одного из вентилей.На Фиг. 1 принедена блок-схемапредлагаемого устройства; на фиг. 2 -диаграммы сигналов.Устройство содержит встречно-параллельно включенные управляемые вентили 1 , служащие для коммутации сварочного тока, установленные на силовых шинах вентилей датчики 2 и 3 сварочного тока, выполненные н виде укрепленных на магнитных концентраторахгерконов и соединенные с формирователями 4 и 5 сигнала наличия тока,блок 6 управления, формировательзадержек сигнала управления, вход которого подключен к блоку 6 управления, четыре двухвходовых элемента И 8-11, первые входы которых подключены к прямым и инверсным выходамформирователей 4 и 5 сигнала наличиятока, а вторые - к прямому и инверсному выходам Формирователя 7 задержексигнала управления, блок 12 индикации, входы которого подключены к выходам четырех двухвходовых элементов И 8-11, первый и второй элементы ИЛИ 13 и 14, первый вход первогоэлемента ИЛИ 13 подключен к выходуэлемента И 8, второй вход - к выходуэлемента И 11, первый вход второгоэлемента ИЛИ 14 подключен к выходу элемента И 9, второй вход - к выходу элемента И 10, а выходы элементов ИЛИ 13 и 14 подключены к блоку 6управления. Устройство содержит также сварочный трансформатор 15 и устройство 16 отключения силовой сварочной цепи, подключенное к блоку 6 управления.Устройство работает следующим образом.Поступающее импульсное напряжениес датчиков 2 и 3 преобразуется формирователями 4 и 5 в потенциальные сигналы наличия тока К 1 и К 2 (Фиг.2).При этом всякий раз, когда блок 6 управления выдает сигнал управления,Формируется стробирующий сигнал С,поступающий на формирователь 7, который выдает сигналы С 1 и С 1, СигналС 1 представлет собой импульс с задержкой заднего Фронта инверсии сигнала управления С (фиг.2 в). Такаязадержка необходима для исключенияложного срабатынания устройства при включении сварочного тока, когда в силу индуктивных свойств сварочных машин сварочный ток еще протекает. Сигнал С 1 представляет собой импульсс задержкой переднего фронта сигналауправления С (фиг.2 г) и служит дляпредотвращения ложного срабатыванияустройства в момент включения сварочного тока. При нормальной работе вен"тилей и отсутствии одностороннеговключения на элементы И поступают впротивофазе сигналы наличия сварочного тока К 1 и К 2 и задержанные сигна-.лы управления С и С 1 , при этом навыходе какого-либо элемента И сигнала неисправности не возникает, Принарушении нентипьных свойств какоголибо вентиля сигнал наличия. сварочного тока подается на соответствующийэлемент И и при отсутствии сигналауправления на выходе этой логическойсхемы появляется сигнал неисправности "Пробой вентиля". Этот сигнал поступает на соответствующий вход элемента ИЛИ 13, с выхода которого сигнал о неисправности вентиля поступает н блок 6 управления, который выдает команду в устройство 16 отключения сварочной цепи. В результате исключается прожог снариваемых деталей, Аналогично при обрыве в силовой цепи какого-либо вентиля с поступлением сиг 40 нала управления на первый вход соответстнующей логической схемы И инверсия сигнала наличия сварочного токана второй ее вход не поступает и наее выходе появляется сигнал "Нет поджига , Этот сигнал поступает на соот 11нетствующий вход элемента ИЛИ 14, с выхода которого сигнал о неисправности вентиля подается н блок 6 управления, который запрещает прохождение импульсов поджига на вентили 1. Сварка прекращается. В результате предотвращаются одностороннее намагничивание сварочного трансформатора и выход из строя исправного вентиля.Предлагаемое устройство исключает работу н аварийных режимах, возникающих из-за неисправности одного из вентилей, и, следовательно, повьппает надежность сварочного оборудования,.формула изобретенияУстройство для коммутации и регулирования сварочного тока по авт. св. У 916184, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности сварочного оборудования за счетисключения аварийных режимов, возникающих из-за пробоя или отсутствия включения одного из вентилей, в него 10 1333сокращает время его простоя и уменьшает брак от некачественной сварки. 5054введены два элемента ИЛИ, при этом входы первого элемента ИЛИ соединены с выходами первого и четвертого элементов И, входы второго элемента ИЛИ соединены с выходами второго и тре-. тьего элементов И, выходы элементов ИЛИ подключены соответственно к первому и второму входам блока управления, четвертый выход которого соединен с коммутирующими контактами устройства отключения силовой сварочной цепи,1333505 Составитель В.ГрибоваТехред В.Кадар орректор Л. Бескид актор А,Лежнин Подписи аз 390 13 Тираж 974ВНИИПИ Государственного комитетапо делам изобретений и открытий 13035, Иосква, Ж, Раушская наб.,4/ Проектная,зводстненно-полиграфическое предприятие, г. Ужгоро
СмотретьЗаявка
4082570, 30.04.1986
ВОЛЖСКОЕ ОБЪЕДИНЕНИЕ ПО ПРОИЗВОДСТВУ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
ЩИРОВ ВАСИЛИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B23K 11/24, B23K 9/10
Метки: коммутации, сварочного
Опубликовано: 30.08.1987
Код ссылки
<a href="https://patents.su/4-1333505-ustrojjstvo-dlya-kommutacii-i-regulirovaniya-svarochnogo-toka.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для коммутации и регулирования сварочного тока</a>
Устройство формирования сигнала управления фазовым положением блока вращающихся головок

Номер патента: 1277190
Опубликовано: 15.12.1986
МПК: G11B 5/48
Метки: блока, вращающихся, головок, положением, сигнала, фазовым, формирования
...которым одновибратор 7 переводится в состояние, при котором на его выходе устанавливается сигнал логической единицы. При несовпадении воспроизведенных и стробирующих импульсов сигналлогической единицы устанавливаетсяна выходе одновибратора 8,.при этомна входах элемента ИЛИ 12 устанавливаются сигналы логического нуля и навыходной шине 14 Формируется сигналкоманды на фазирование блока вращающихся головок, При совпадении воспроизведенных и стробирующих импульсов сигналом логической единицы свыхода одновибратора 7 через элементИЛИ 12 на вьгходной шине 14 формируется сигнал команды на прекращениеФаэирования блока вращающихся головок. При выпадении импульсов цветовой синхронизации в воспроизведенном сигнале на выходах одновибраторов 7 и 8...
Устройство поиска неисправных блоков и элементов

Номер патента: 1709351
Опубликовано: 30.01.1992
Авторы: Буинов, Ламбаева, Мухопад, Скибинский
МПК: G06F 11/14
Метки: блоков, неисправных, поиска, элементов
...и выход блока управления со входами первого блока элементов ИЛИ, а также соединения выхода первого блока элементов ИЛИ с входом регистра оценки и выхода регистраоценки с входами второгоблока элементов И и блока оценки кода исправности, соединения выхода регистра результата с входом блока контроля результата и выхода блока контроля с входами первого блока элементов И и блока управления, а также выхода блока управления с входом блока контроля результата, выхода второго счетчика с входом блока контроля результата. Все новые связи вместе с вновь введенными блоками обеспечивают расширение области применения устройства путем одновременного контроля разнородных типовых блоков вичислительной техники.На фиг.1 представлена структурная схема...
Самокорректирующийся триггер со счетным входом на потенциальных элементах «и—не»

Номер патента: 375795
Опубликовано: 01.01.1973
Автор: Лосев
МПК: H03K 21/40
Метки: «и—не», входом, потенциальных, самокорректирующийся, счетным, триггер, элементах
...этом состоянии на выходах элементов 4, 5, б, 8, 9 имеются единичные сигналы, на выходе элемента 7 - нулевой сигнал, Выходной 30 сигнал схемы также нулевой. Если в этом состоянии произойдет сбой триггеров 1 или 3, то устройство переходит соответственного в состояния 100 или 001, однако, выходной сигнал по-прежнему останется нулевым. Сбой триггера 2 в этом состоянии произойти не может, так как он удерживается в нулевом состоянии сигналом с выхода элемента 7, который не зависит от состояния триггера 2. При смене входного сигнала устройство переходит в правильное состояние 101 и больше не нуждается в коррекции. Выходной сигнал становится единичным. В состоянии 101 может произойти только сбой триггера 2. В этом случае устройство переходит в...
Устройство для программного управления исполнительными элементами

Номер патента: 1226409
Опубликовано: 23.04.1986
Авторы: Албул, Могильникова
МПК: G05B 19/08
Метки: исполнительными, программного, элементами
...элемент ИЛИ 9 на вход 5 блока 1 и соответствующий вход 19 коммутатора 10. По наличию данного сигнала происходит списывание инФормации с соответствующего входа 19. коммутатора 10 по сигналу, поступка ющему с выхода 15 блока 2 на вход 20 коммутатора 10. При этом на соответствующем входе 19 коммутатора 10 должен присутствовать сигнал с блока 22 сравнения. 15Затем по сигналам от блока 1 блок 2 вырабатывает сигналы, которые поступают на остальные шины, подключенные к выходам 13. Сигналы с выхода 13 поступают на соответствующий вход 20 счетчиков 21 обращения. При изменении состояния исполнительных элементов на вход элемента ИЛИ 9 поступает сигнал с выходов регистра 7 адреса.Сигнал с выхода элемента ИЛИ 9 .поступает 25 на вход 17 блока 1, по...
Система передачи и приема сигнала изображения
Номер патента: 1494246
Опубликовано: 15.07.1989
Автор: Гуднов
МПК: H04N 1/41
Метки: изображения, передачи, приема, сигнала
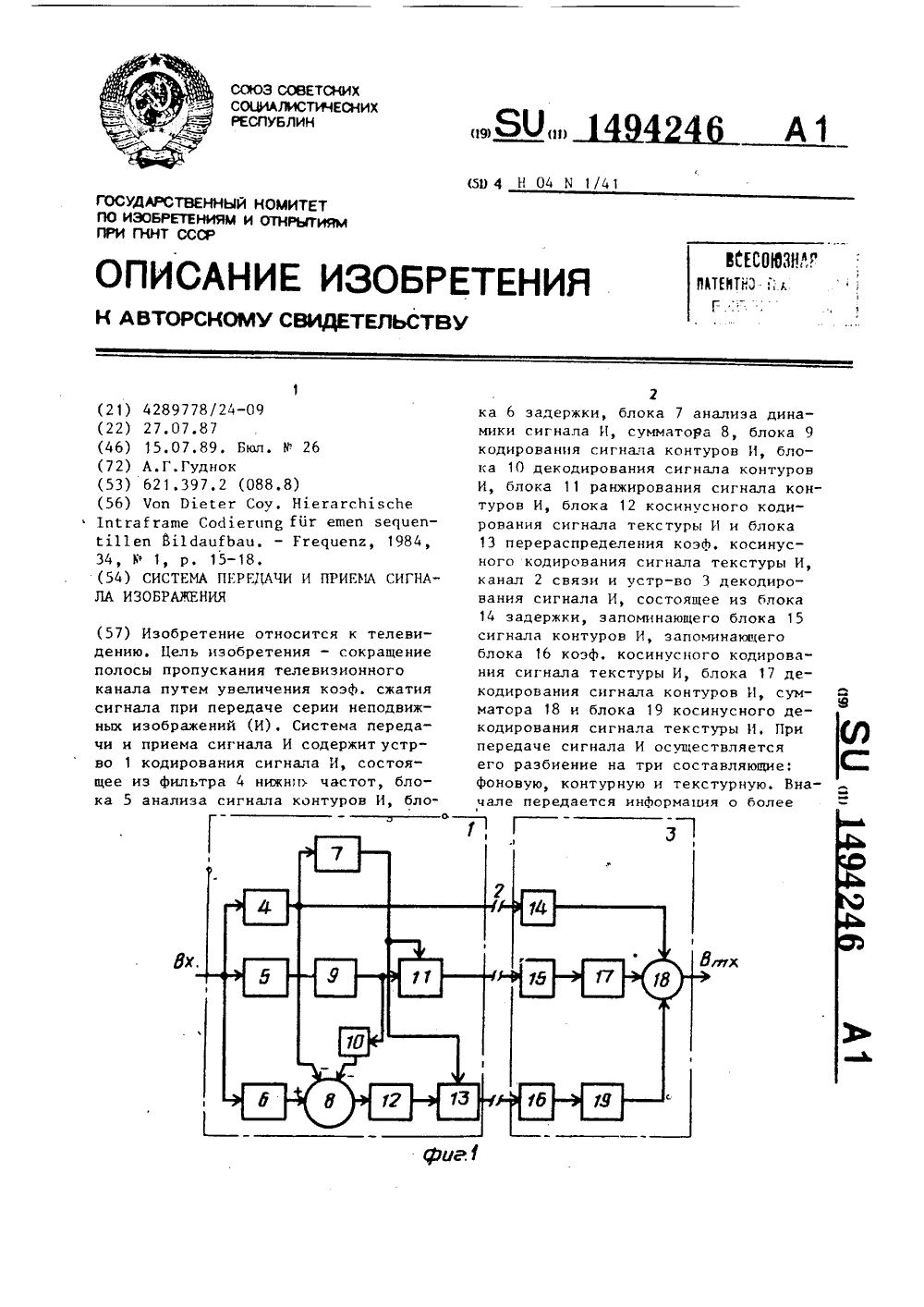
...выводится информация о нулевом (из элемента 35 памяти)и первом (из элемента 36 памяти) коэффициентах косинусного кодированиявсех текстурных областей кодирования,затем в следующем телевизионном кадре - о втором (из элемента 37 памяти)и третьем (из элемента 38 памяти)коэффициентах косинусного кодирования и т.д. Таким образом, вначалепередается информация о более грубойтекстуре изображения, а в заключение - о наиболее мелкой текстуре, Изописания работы устройства 1 кодирования сигнала изображения следует.что передача сигнала иэображениянимает время, равное 13 телевизионным кадрам, которые распределены следующим образом: передача сигнала фоновой составляющей (первый кадр),сигнала контуров изображения (второй - девятый кадры), сигнала тексту...
Предыдущий патент: Устройство для дуговой сварки
Следующий патент: Устройство для управления установкой электронно-лучевой сварки и наплавки
Случайный патент: Приспособления для запрессовки катодного узла в оболочку карандашных ламп