Агрегат для сортировки листовых деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1192867
Авторы: Багно, Волощук, Гильбурт, Корсунский, Лавриненко, Плотников, Руднев, Трошейкин

Текст
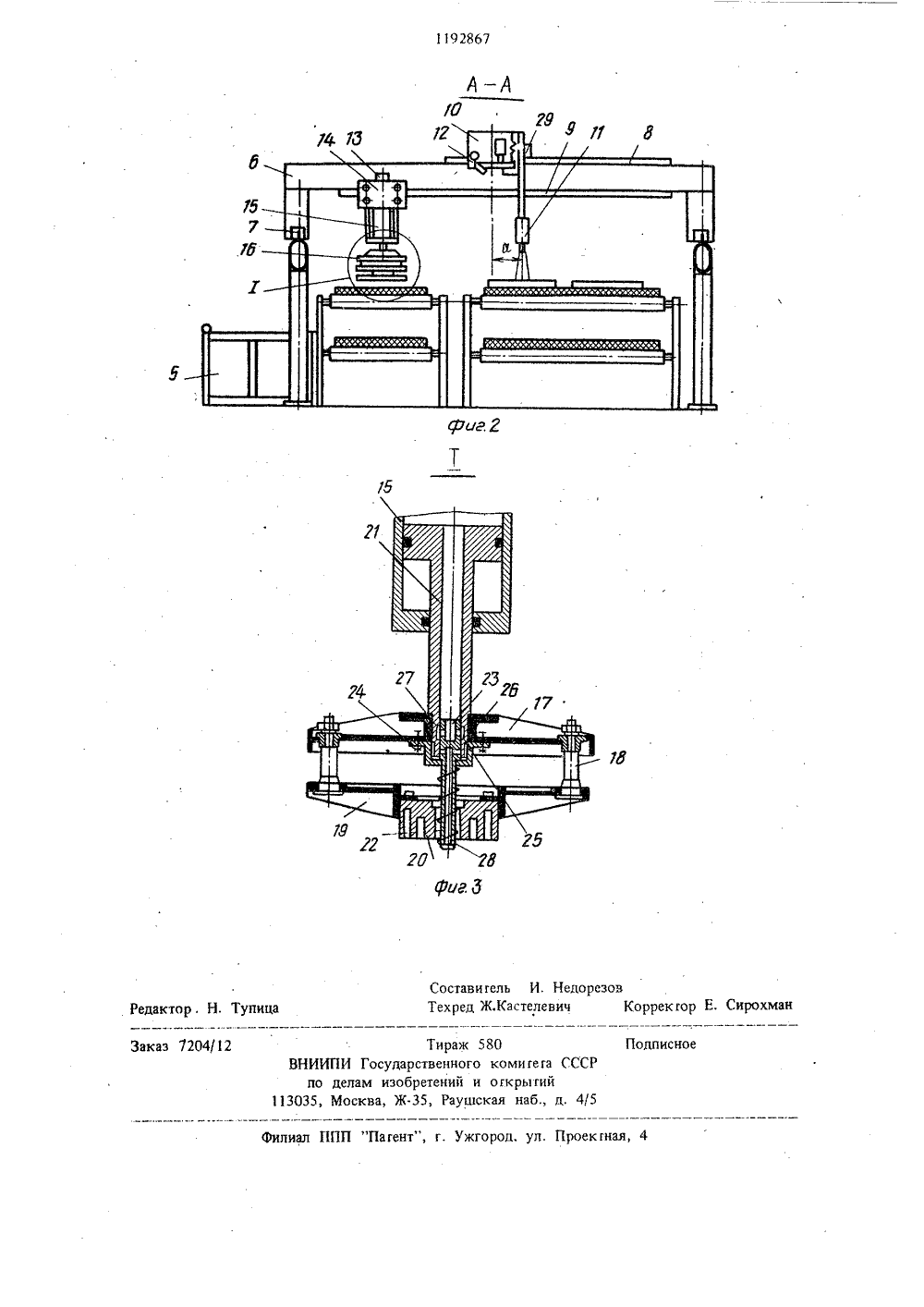
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 84 В 07 С Сс 1 ЖЗЮт: ОПИСАНИЕ ИЗОБРЕТЕНИй ДВТСРСНОМУ СВИДТЕЛСТЕУ ь епленную н а штоке пн аверсу с зл ть захвата д вмоцилиндра, ктро магнитом, еталей, контейнеалей средство дл анных деталей втоматической ры,о тл ичаью повышения и закгрузоимеюры дл ахватную т им плоско я рассорти ортировани гейнерам и анных де сиков,М. К. Трошсунский и рассортиров устройство а в контейнем, что, с цел со раскладки детал иисяге оди тел ьнос произ ои тележке усоп олнительные на направляюна грузовал имеет ен упор, по ляющие и р ано апр ИРОВКИ м ю ся с, проектор и меха. воэмож" зовои вания рам выку навед захватом,имодейст щих к ленточньш ническим носгью вз установленным с ия с упором тру для транспортиро талей к контейне точного конвейера направляюстью переме ележк средст анных ванную натележку спневмоцилиндр рассортиро полнено в е л ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬП ИЙ(54) (57) 1. АГРЕГАТ ДЛЯ СОРТЛИСТОВЫХ ДЕТАЛЕЙ, содержащконвейер, портал с продольнымишими, установленный с возможнощения вдоль конвейера, смонтиронаправляюших портала грузовуюмеханизмом подъема, имеющим ЯО 11928671192867 2. Агрегат по п. 1, о т л и ч а ю щ и йс я тем, что, с целью повышения надежности удержания деталей электромагнитом грузозахвагной траверсы, он имеет размещенное на цпоке пневмоцилиндра средство для обду. ва деталей, состоящее из закрепленного на торце штока упора, выполненного в штоке сквозного осевого отверстия, сообщенного с воздушной полостью пневмоцилиндра, выполненной в нижней части осевого отверстия кольцевой проточки и расположенного в осе. вом отверстии в зоне кольцевой проточки подпружиненного золотника с двумя глухими Изобретение относится к контрольно-сортировочной технике, а именно к устройствам для сортировки листовых деталей после их Вырезки из лисгового материала.Цель изобретения - повышение производительности агрегата и повышение надежности удержания деталей электромагнитом грузозах. ватной траверсы.На фиг. 1 изображен агрегат для сортировки деталей, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - узел 1 на фиг,2.Агрегат для сортировки листовых деталей состоит из перегружателя-сортировщика 1 деталей, ленточных конвейеров 2 и 3, устройства 4 для автоматической раскладки деталей в контейнеры 5. Перегружатель.сортировщик деталей снабжен порталом 6, перемещающимся по рельсовому пути 7 вдоль конвейеров 2 и 3. На пор тале 6, вдоль его длины, соосно и параллельно одни другим установлены верхние 8 и нижние 9 направляющие.На верхних направляющих 8 смонтирована приводная каретка 10 наведения, снабженная проектором 11 и механическим захватом 12, взаимодействующим с упором 13, установ. ленным на грузовой тележке 14, смонтированной на нижних направляющих 9.Грузовая тележка 14 снабжена механизмом 15 подъема с грузозахватной траверсой 16, содержащей прикрепленный к механизму подъема верхний диск 17, по периметру ко. торого закреплены сгупенчатые штыри 18, удерживаю 1 цие своими буртами нижний диск 19, с закрепленным на нем электромагнитом 20 за соосные штырям отверстия диска 19. осевыми каналами и сообщающимися с кана. лами сквозными радиальными отверстиями, причем в нижнем положении золотника, ог. раниченном упором штока пневмоцилиндра, нижний торец золотника выступает за плоскость захвата деталей электромагнита.3. Агрегат по п, 1, о г л и ч а ю щ и йс я тем, что, с целью компенсации смеще. ния оси проекгора относительно оси электромагнита при совмещении упора грузовой тележки с захватом каретки наведения, послед.няя снабжена датчиком дополнительного переме- щения Штыри 18 выполнены с коническим пе.реходом между ступенями и при подъемесопрягаются диаметром большей ступени ссоосными отверстиями нижнего диска 19, а 5 после опускания при упоре электромагнитав деталь штыри 18 сопрягаюсся с указаннымиотверстиями своим меньшим диаметром.Механизм 15 подъема. представляет собойгрузовой пневмоцилиндр, шток 21 которого 10 выполнен полым и образует золотниковую пару с подпружиненным пальцем 22, на торцахкоторого выполнены осевые каналы 23 и 24,Эти каналы соединены с наружной поверхностью пальца радиальными каналами 25 15 и 26, при этом в исходном положении радиальный канал 26 закрыт, а радиальный канал 25 соединен с выточкой 27.Осевой канал 24 с торца закрываетсясоплом 28 для обдува деталей от пыли и 20 выступает над рабочей плоскостью электромаг.нита в исходном положении на определеннуювеличину, равную длине выточки 27 в полости штока 21 или превышающую ее.Каретка 10 наведения предназначена для 25 наведения на деталь грузовой тележки 14 ивизуальной проверки оператором совпаденияместа захвата детали с осью электромагнита20 при помощи проектора 11, прикрепленного к корпусу каретки 10 кронштейном, оги.30 бающим несущую балку портала, и проектирующего на сортируемую деталь световоепятно диаметром, равным по величине диаметру электромагнита 20.Ось проекции светового пятна на деталь 35смещена относительно вертикальной оси каретки.10 наведения на величину а, определяемую радиальными размерами грузозахватной траверсы 16.,На корпусе каретки 10 наведения установлен датчик 29 перемещения, предназначенный для выдачи сигнала на отключение те.лежки 10 наведения после прохождения еювеличины с смещения,Агрегат для сортировки листовых деталейработает следующим образом.В зону работы перегружателя-сортировщика подается конвейером 2 раскроенныйлист, В исходном положении грузовая тележка 14 и каретка 10 наведения сцепленымежду собой при помощи механическогозахвата 12. 5Грузовая траверса 16 поднята вверх доупора. Оператор задает координаты Х и Уцентра захвата первой детали, при этомодновременно по кординате Х движется портал 6, а по координате У - каретка 10 наведения совместно с грузовой тележкои 14.После прихода в заданную точку портал6 и каретка 10 наведения (совместно с тележкой грузовой) останавливаются, включается проектор 11 и проектирует на детальсветовой луч, горизонтальный размер проекции которого равен диаметру электромагни.та 20Оператор контролирует положение лучаотносительно заданного места захвата и вслучае необходимости. производит корректировку положения светового луча, управляяприводами портала и каретки наведения.После контроля и корректировки опе.ратор выдает разрешение на захват и транспортировку деталей, а также, прочитав номер маршрута дальнейшей обработки,адресует эту деталь в необходимый контейнер. Далее процесс сортировки происходитавтоматически. Каретка 10 наведения перемещается на величину о смещения, совмещая таким обра зом ось электромагнита с местом захвата детали.Контроль величины ц смешения и вклю 45 чения каретки наведения после поередвижения на указанную величину с смещения осуществляет датчик 29 перемещения. 4Грузозахватная траверса 16 опускаетсяи при приближении плоскости электромагнита к детали на определенное расстояние, рав.ное или несколько большее, чем длина выточки 27, подпружиненный палец 22 начинает смещаться, соединяя при этом канал 26с выточкой 27 и открывая доступ сжатоговоздуха через полость штока 21, каналы 23и 25, выточку 27, каналы 24 и 26 и сопло 28 на обдув детали.После опускания плоскости электромагнита на деталь канал 26 закрывается и обдувдетали прекращается.Штыри 18, расположенные на верхнемдиске 17 грузозахватной траверсы 16, вы-.ходят из сопряжения с соосными отверстияминижнего диска 19, при этом электромагнит 20 самоустанавливается, захватываетдеталь и механизм 15 подъема поднимаетгрузозахватную траверсу 16.При подъеме штыри 18 сопрягаютсябольшим диаметром с соосными отверстияминижнего диска 19, При этом происходитжесткий захват детали, что обеспечиваетподьем детали со смещением от центра тяжести одним электромагнитом и позволяетупростить, конструкцию и управление перегрукателем-сортировщиком.После подъема вверх освобождаетсямеханический захват 12 и грузовая тележка14 передвигается в сторону ленточного трайс-.портера 3, доходит до упора, останавливается,опускает деталь и сбрасывает ее на конвейер3, передающий деталь на.Устройство 4 автоытической раскладки деталей в,конвейеры 5.Далее грузовая тележка 14 возвращается, следуя до тех пор, пока на срабатываетмеханический захват 12 каретки 10 наведения. Последняя к моменту возвращениягрузовой тележки 14 уже установлена надкоординатами места захвага следующей детали, при этом проведен визуальный контроль правильности совпадения места захвата с проекцией светового луча и произведена корректировка совпадения оси.проектора.относительно оси электромагнита.Указанные операции продолжаются доокончания.сортировки всех деталей,1192867 Составигель И. НедорезоТехред Ж.Кастелевич оррекгор Е. Сирохм дактор, Н. Тупиц Тираж 580ИИПИ Государственного комигега СССпо делам изобретений и огкрьггий5, Москва, Ж, Раушская наб., д. 4/ каз 7204/1 исное 11303 Филиал ППП "Пагент", г. Ужгород, ул. Проекгная, 4
СмотретьЗаявка
3631413, 10.08.1983
ПРЕДПРИЯТИЕ ПЯ А-7499
ВОЛОЩУК АЛЕКСАНДР ИВАНОВИЧ, ПЛОТНИКОВ ТИМОФЕЙ ИВАНОВИЧ, БАГНО АНАТОЛИЙ НИКОЛАЕВИЧ, ЛАВРИНЕНКО ВИКТОР АЛЕКСЕЕВИЧ, ТРОШЕЙКИН МИХАИЛ КОНСТАНТИНОВИЧ, ГИЛЬБУРТ ЛЕОНИД МАТВЕЕВИЧ, КОРСУНСКИЙ САМУИЛ ИСААКОВИЧ, РУДНЕВ АЛЕКСАНДР НИКОЛАЕВИЧ
МПК / Метки
МПК: B07C 5/06
Метки: агрегат, листовых, сортировки
Опубликовано: 23.11.1985
Код ссылки
<a href="https://patents.su/4-1192867-agregat-dlya-sortirovki-listovykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Агрегат для сортировки листовых деталей</a>
Поточная линия для изготовления деталей типа тел вращения

Номер патента: 1016210
Опубликовано: 07.05.1983
Авторы: Антохин, Васильева, Еремин, Журба, Кизилов, Кузнецова, Лукьянов, Моисеенко, Николаев, Осипов, Рязанцев, Толстиков, Трубина, Цебоев
МПК: B30B 15/00
Метки: вращения, линия, поточная, тел, типа
...68, кантователя 69, вращающихся роликов 70 и оператора 64 для загрузки поддонов. Оператор 64 (фиг. 9) состоит из горизонтально перемещаюшейся каретки 71 и каретки 72, вертикально ,перемещающейся вдоль рамы 73 канто" вателя 74 деталей, выполненного в виде поворотной вилки и устройства 75 подачи поддонов. Каретка 71 несет на себе захват 76.сНа приемном месте 14 загрузочного устройства 10 установлен стеллаж 77, а в каждой печи 1 установлен онвейер со звеньями 78. Каждый конвейер-накопитель 33 состоит из двух ветвей неприводногорольганга 79 (фиг, 8), цепной передачи 80 (фиг. 7), расположенноймежду упомянутыми ветвями, кареток81 и подпружиненных толкателей 82,Кантователь 74 вращается вокРугоси от пневмоцилиндра 83. На устройстве 75...
Устройство для ориентации деталей, удерживаемых на вакуумном захвате

Номер патента: 254464
Опубликовано: 01.01.1969
Автор: Щербаков
МПК: B21D 43/10, B23Q 7/04
Метки: вакуумном, захвате, ориентации, удерживаемых
...частях ориентаторов и базы 30 в горизонтальной плоскости выбраны пазы длиной 1, в которых как в направляющих перемещается планка-клин 9, жестко посаженная па тягу 10 с помощью винта 11 и контргайки 12. На тягу 10, расположенную в направляющих базы 3, надета пружина 13, отводящая тягу в правое (по чертежу) положение. На левый конец тяги навинчена специальная гайка 14, ограничивающая ее движение в правом направлении под действием пружины. В заданном положении специальная гайка 14 жестко фиксируется контргайкой 15.Рабочая часть клина в сечении представляет собой дугу радиуса Р; она отклонена от линии движения ориентатора на 2 - 4 в сторону собственно орпентатора.Это отклонение рабочей части клина удерживает захваченные вакуумным захватом...
Полуавтомат для обработки керамических деталей после литья

Номер патента: 324155
Опубликовано: 01.01.1972
Авторы: Поткин, Стрельников, Чирухин
МПК: B28B 11/08
Метки: керамических, литья, полуавтомат, после
...с помощьюкопира 23 при воздействии его на роликирейки 20. Снятие литников керамическихдеталей производится резцом при подаче резцовой головки 4. Рабочая подача и быстрый отвод резца производится с помощьюкулачка 24 и пружины 25.Зачистка обрабатываемых деталей производится лентой 5, смачиваемой растворителем, например бензином, который подается 10из бачка 2 б по трубке к фетровому ролику27, касающемуся ленты. Лента 5 к деталиподводится с помощью кулачка 28, поворачивающего кронштейн 29 через рычаг 30 ишток 31. Протягивание ленты 5 осуществляется ведущим роликом 32, приводимым вовращение кулачком 33 с помощью рычага 34,реечной передачи 35 и храпового механизма 3 б.Очистка деталей производится щетками 37, 20устанавливаемыми в...
Раствор для промывки стальных деталей после щелочной обработки

Номер патента: 968099
Опубликовано: 23.10.1982
Авторы: Жеско, Касьян, Нагорнова, Раскин, Тишкина
МПК: C23G 1/06
Метки: после, промывки, раствор, стальных, щелочной
...подвергают отмывке от следов щелочи в кислотных растворах различного состава. Критериями качества отмывки образцов и деталей были выбраны время полного удаления следов щелочи с поверхности металла; визуальная оценка растравливания поверхности металла; сохранение базовых размеров - толщины образца или диаметра отверстия в детали (в звене трака); коррозионное состояние поверхности металла через сутки после отмывки.Наличие щелочи контролируют фенолфталеином и определяют по появлению розовой окраски индикатора при нанесении 2 - 3 капель индикатора на поверхность металла. Отсутствие окраски индикатора свидетельствовало о том, что поверхность отмыта от щелочи.968099 балл 5 - наличие продуктов коррозии, более 20% поверхности.Выбор...
Моющая композиция для промывки деталей после механической обработки

Номер патента: 979497
Опубликовано: 07.12.1982
Авторы: Елкин, Коридалина, Малкин
МПК: C11D 1/42
Метки: композиция, механической, моющая, после, промывки
...3 Яоноэтаноламнн 17,5 20 22,5 7,5 5 2,5 7,5 5 2,5 Глицерин Бура 0,2 0,05 0,3, 0,05 0,3Тринатрийфосфат 0,2 Вода 67,1 69,9 71,9 600 смэ). Испытания проводят на часовых деталях типа собачек иэ стали А 75, Одновременно проьывают в каждой емкости по 20 тыс. деталей. Время прожвки партии деталей 1 ч. После промывки детали проверяют визуально с помощью микроскопа 16".Результаты испытаний приведены в табл, 2Композиции исйытаны для отЬывММ,деталей от водных абразивных и кндуст-ррнальнйх паст. Таблица 2 Количество испыта- ний ОбъемраствоКоличество одновременнопромываеьых деталей Моющая композиция по приме"рам Температура раствора оС 20000 600 Комнатная 20000 20000 То же 600 То же 600 Ч Известная композиция Г 2)20000 600 Комнатная...
Предыдущий патент: Устройство для поштучной выдачи изделий типа шаров
Следующий патент: Устройство для сортировки деталей по типоразмеру
Случайный патент: Устройство для фиксации костных отломков