Способ определения распределения давления по сечению заготовки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
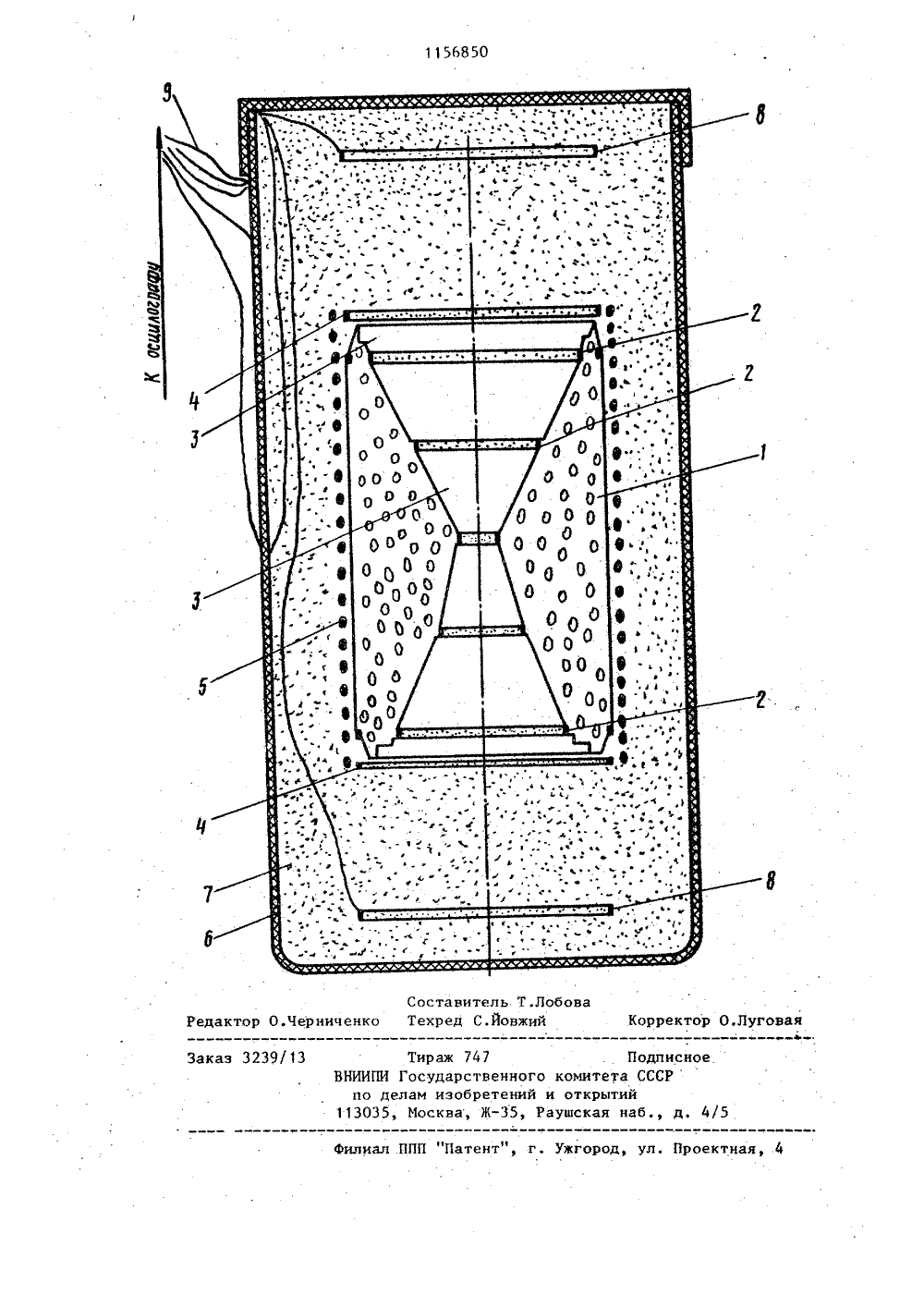
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 09) (И 1 У 51 В 22 Г 3/02 Ефщффзвгс" ай" ,",-. с ОПИСАНИЕ ИЗОБРЕТЕНИЯ:с С К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Попов"Знак Почета"тут опов Е.А. в давлением, ЛабораПорошко "Прессова,ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56) 1. Сторожев И.В.,Теория обработки металлИ., 1977, с. 185.2. Кипарисов С.С. и дторный практикум по курвая металлургия", ч. 11иие и спекание", ИИСиС,с. 25-32.(54)(57) СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ДАВЛЕНИЯ ПО СЕЧЕНИЮ ЗАГОТОВЬпреимущественно при изостатическомгорячем прессовании, включающийразмещение фиксационных вставок наразличных по высоте уровнях заготов.ки, ее прессование и последующуюоценку деформации на фиксационныхвставках, о т л и ч а ю щ и й с ятем, что, с целью ускорения процесса, повышения точности определения,используют фиксационные вставкив виде колец, а оценку деформацииосуществляют путем сравнения деформации колец, спрессованных с заготовкой, с тарированными кольцами,спрессованными при тех же параметрахпрессования без порошковой заготов1 115Изобретение отноится к порошковой металлургии, в частности к методам Оценки распределения давления по сечению заготовки путем измерения деформации металлических фиксационных вставок.Известен способ определения распределения давления, заключающийся в определении деформации заготовки по координационной сетке, нанесенной по сечению заготовки 1.Недостатком этого способа является невозможность количественной оценки величины распределения давления по сечению заготовки, что не позволяет выбрать оптимальные давления прессования.Наиболее близким к изобретению по технической сущности и достигаемому результату является способ определения распределения давления при прессовании заготовки, который предусматривает размещение на различных по высоте уровнях заготовки металлических Фиксационных вставок, опирающихся на шарики, и последующую оценку их деформации.Для оценки величины деформации при прессовании в различных частях заготовки размещают тензометрические датчики, электрический сигнал при деформации которых передается на Фиксирующее устройство 2.Однако известный способ не пригоден для количественной оценки распределения давления при изостатическом горячем прессовании заготовки,Пелью изобретения является ускорение процесса н повышение точности определения распределения давления по сечению заготовки . н е2 Я-В х ХЕ" 5 При этом тарир.овочные кольца на" гревают до тойже температуры, а миэдозы располагают так же, какн нри.прессованнн с заготовкой, эаПоставленная цель достигается тем, что согласно способу определения распределения давления по сечению заготовки преимущественно при нзостатическом прессовании, включающем размещение Фиксационных вставок на различных по высоте уровнях заготовки, ее прессование Н носледующую оценку деФормации на.фиксационньас вставках, используют Фнксацнонные вставки в виде колец, а оценку деформации.осуществляют путем сравнения деФормаций колец, спрессованных с заготовкой, с: тарированными копьцаьм, спрессованнций при тех же параметрах прессования беэ порошковой заготовки. 6850 2Сущность способа заклкчается в. следующем.В спрессованной порошковой заготовке по высоте и по сечению располагают стальные кольца, после чего заготовку помещают в эластичную оболочку с промежуточной сыпучей средой и нагревателем сопротивления, а вне нагревателя по торцам заготов-. ки устанавливают миздозы с тензодатчиками, выведенными из эластичной оболочки на осцилограф. Заготовку со стальным кольцами нагревают и подвергают горячему изостатическому прессбванию. После окончания процесса прессования и охлаждениязаготовки ее извлекают из оболочки и удаляют иэ нее деформированные кольца, затем проводят процесс тарировки идентичных колец с тем же их расположением по высоте и сечениюэластичной оболочки, но без заготовки. При тарировке колец давлениявыбирают по деформациям фиксационных вставок согласно эмпирическойформуле 1 Р"-Рг 2 2 1-р, н 6. 1-р Еф 0 -г Ефнаружное и внутреннее давление на кольце; наружный и внутренний . диаметр кольца;текущий диаметр кольца, модуль упругости при температуре прессования (для стали Ст. 3 по ойытным данныи авторов при .10006 С равен 0,4 х 10 кг/ему)1коэффициент Пуассона; предел текучести компактного металла при температуре прессования (для стали Ст. 3 по опытным данным авторов при 1000 фС равен 250 кг/см 2)коэффициент трения.1156850 тем подвергают их горячему изостатическому прессованию с меньшим давле-, нием, после чего деформированные протатированные кольца вынимают из оболочки, сравнивают с деформированными кольцами в заготовке и определяют количественные соотношения распределения давления.В заготовке, в местах установки подвергаемых деформации колец, до О полнительно,размещают порошковый материал с большим злектросопротивле.нием и термопарные вводы и по изме" нению электросопротивпения при горячей деформации определяют распределение давления по сечению заготовки.На чертеже изображена схема размещения деформируемых колец по оболочке. 20Заготовку 1, собранную с фиксационными вставками 2 в виде колец и усеченными конусами 3, а также со свободными кольцами 4 и нагревателем 5 размещают в эластичной 25 оболочке б, в которую засыпают теплоиэолирующую среду 7, напримерпрокаленный песок. В ободочку 6устанавливают миздозы 8 с тензодатчиками 9.30П р и м е р 9. В пресс-форму, состоящую нэ эластичной оболочки 6, на дно засыпают промежуточную сыпучую теплоиэолирующую среду 7 - прокаленный песок, устанавливают нагреватель 5, .размещают заготовку .1, вйутри которой и на поверхностиразмещены фиксационные вставки 2, выполненные в виде колец. Фиксационные вставки 2, расположенные внут- ф рн заготовки 1 ша различных уровнях,4отделены один от другого усеченнымистальными конусами 3.Засыпают теплонзолирующую среду 7по бокам и сверху заготовки 1, которую вместе с фиксационными вставками 2 нагревают до температуры1000 фС. Все фиксационные вставки 2имеют высоту 5 мм, толп 1 ину стеноккольца 1 мм и диаметры соответственно 180, 100, 60 и 20 мм, Пресс,"форму вместе с заготовкой 1 подвергаютгорячему изостатическому прессованиюдавлением в 120.ИПа, После окончания процесса прессования деформированные фиксационные вставки 2 извлекают из спрессованной заготовки и измеряют их деформации. Наружные диаметры деформированных фиксационныхвставок 2 соответственно 148, 11 90,3;56,5; и 19,62 мм.Затем производят тарировку колецпри давлениях для кольца диаметром180 мм - 115,3 ИПа, 100 мм 112,1 ИПа, бО мм - 111 ИПа и 20 мм -110,8 ИПа. Тарнрованные кольцаполучаются с теми же наружными диаметрами после деформации при 1000 С,что и деформированные вставки 2,расположенные в порошковой заготовке, После чего сравиивают тарирован"ные кольца с деформированнымии определяют количественные саотно"шения распределения давления посечению и высоте заготовки,Предлагаемая технология обработки порошковых металлов давлениемпозволяет сократить цикл поиска оптимального режима горячего изостатического прессования в 10-.12 раз,а также с.точностью условий до 133определить распределение цавленияпо сечению заготовки.Тираж 747 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва) Ж, Раушская наб., д. 4/5 Заказ 3239(13 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 о, о 00 а О о О ООО ооо Оо Оо
СмотретьЗаявка
3460961, 01.07.1982
ЗАПОРОЖСКИЙ ОРДЕНА "ЗНАК ПОЧЕТА" МАШИНОСТРОИТЕЛЬНЫЙ ИНСТИТУТ ИМ. В. Я. ЧУБАРЯ
ПАВЛОВ ВИКТОР АЛЕКСАНДРОВИЧ, ПОПОВ БОРИС ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B22F 3/15
Метки: давления, заготовки, распределения, сечению
Опубликовано: 23.05.1985
Код ссылки
<a href="https://patents.su/4-1156850-sposob-opredeleniya-raspredeleniya-davleniya-po-secheniyu-zagotovki.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения распределения давления по сечению заготовки</a>
Способ определения деформаций в поперечных сечениях горизонтально закрепленных изделий

Номер патента: 1128104
Опубликовано: 07.12.1984
МПК: G01B 5/30
Метки: горизонтально, деформаций, закрепленных, поперечных, сечениях
...использования для В точках двух взаимно, перпендиопределений деформаций горизонтально кулярных линий АА и ВВ, лежащих в закрепленных изделий, поскольку та-плоскости исследуемого поперечного кое их расположение вызывает нагру- сечения изделия и проходящих через жение изделия до проведения измере его центр тяжести О, закрепляют тензоний. датчики, например, в точках 2 и ЕИзвестен также способ определения на расстояниях г, = 03 и г = ОЕ от деформаций в поперечных сечениях . центра тяжести, поворачивают изделие горизонтально закрепленных изделий, относительно горизонтальной оси на заключающийся в том, что в точках 20 360 , изменяя угол р между вертикальюо исследуемого поперечного сечения . ОУ и линией ОА, фиксируют максимальзакрепляют...
Патрон для закрепления заготовке при изготовлении шпаруточных колец

Номер патента: 26883
Опубликовано: 30.06.1932
Автор: Панков
МПК: B23B 31/02
Метки: заготовке, закрепления, изготовлении, колец, патрон, шпаруточных
...деля,-,корпус 1 патрона снабжен сквоз-,ным цилиндрическим каналом 2, Выход-:ное отверстие означенного канала расположено с таким расчетам,"чтобы центр:сечения заготовки З,-на участке отеза-.ния кольца, совйадал с осью патрона. -На торце. йатрона,имеется уступдля задержания помещенйого в,.ойрав-ке б.резца 7, при точке им шпарутногоколЪца,) 3 вставляется в сквозной й канал 2 и закрепляется 4 и 5 с таким расчетом, заготовки выступал из мм. После этого присту- кольца, вращая шпиндель одя снизу резец 7. Заготовка-цилиндрическ в нем винтам чтобы конец канала на 1 пают к точке станка и под, Патрон .для закрепления заготовки при изготовлении шпаруточных, колец, Ьтличаюшийся тем; что для установки заготовки 3 под определенйым углом...
Способ обработки давлением заготовок, имеющих сечение правильного многоугольника

Номер патента: 1793988
Опубликовано: 07.02.1993
МПК: B21D 37/02
Метки: давлением, заготовок, имеющих, многоугольника, правильного, сечение
...по граням Гн, Г 6, 6 Н, что абеспечиоает прочое соединение Отдельных участков профиля и его высокого качество.Пасл 8 ээВершения отарой Операции выполняю гретою В 1 ечение которол отреза" от, если он образуется, пресс-остаток и разрезают профиль 5 па длине нэ несколько частей рэонай длины, иэ каторьх формируот нову 0 сходну 0 заГотооку, устанавливая се пер 8 Д мэтрицей 1 эпрмеГ), о контейнер При необходимости онаоь подогреваот заготовки до 400-550" С - для алом 1 ниеоцх Сплавов или 1150-1250" С для сталей. Четвертая операция состоит о реализации ьтог)ого прохода, поотарял деФормацию с фарми)овэнием такого же сечения Р 6 Н фиг, 4) как и в первом проходе, НО теперь структура профиля иэмель эется: сечение Г 6 Н нэ фг, 3, нэ фиг. 4...
Заготовка для деформации металлических порошков

Номер патента: 1046020
Опубликовано: 07.10.1983
Авторы: Гросман, Симовских, Угарова, Хохряков, Шкляев
МПК: B22F 3/20
Метки: деформации, заготовка, металлических, порошков
...которых уменьшается по направлению к крышкам 2. При этом площадь поперечного сечения выступов 3 в верхней их части составляет 40-60 от площади торцовой поверхностизаготовки, а площадь поперечного сечения выступов в нижней части на20-40 меньше, чем в верхней их части.Заготовку используют следующим образомь В процессе прессования происходитсовместная деформация оболочки 1,металлического порошка и выступов 3на крышках 2. В спрессованном пруткеобразуются переходные участки между 5 порошковым материалом и материаломкрышек, представляющие собойкомпозит из порошкового материала истержней, образовавшихся при деформации выступов. Такие участки обеспечивают прочное соединение всех частей прутка в процессе его последующей прокатки, в результате...
Способ определения сил на задней поверхности резца и упругой деформации материала заготовки при ее обработке

Номер патента: 1400786
Опубликовано: 07.06.1988
МПК: B23B 1/00
Метки: деформации, заготовки, задней, обработке, поверхности, резца, сил, упругой
...4 резания, является силой, действующей на задней поверхности резца.Она равна(2) 15 2 ЧР где Рщ, - сила, действующая на заднюю поверхность резца иобусловленная его упругопластическим контактом непосредственно с поверхностью резания,Если система СПИД абсолютно жесткая, то прогиб заготовки и просадкацентров станка равна нулю и сила 25РуО, что практически невозможно.Величина перемещения лезвия 5 резцав направлении, перпендикулярном кнему, т.е. в плоскости Ю (фиг,1),изменение которого представлено лини- З 0ей 9 (фиг.3), в момент времениравна Рчпр сг= а, - а,После определения силы Р, или еесоставляющих РР, , Р, силу трения Р, и нормальную силу М действующих на задней поверхности резцас Я = О и обусловленных упругопластическим...
Предыдущий патент: Устройство для изготовления монолитной футеровки ковшей с конической надставкой
Следующий патент: Способ гидростатического прессования изделий из порошка
Случайный патент: Сдвоенный фильтр симметричных составляющих