Способ изготовления уголковых отражателей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
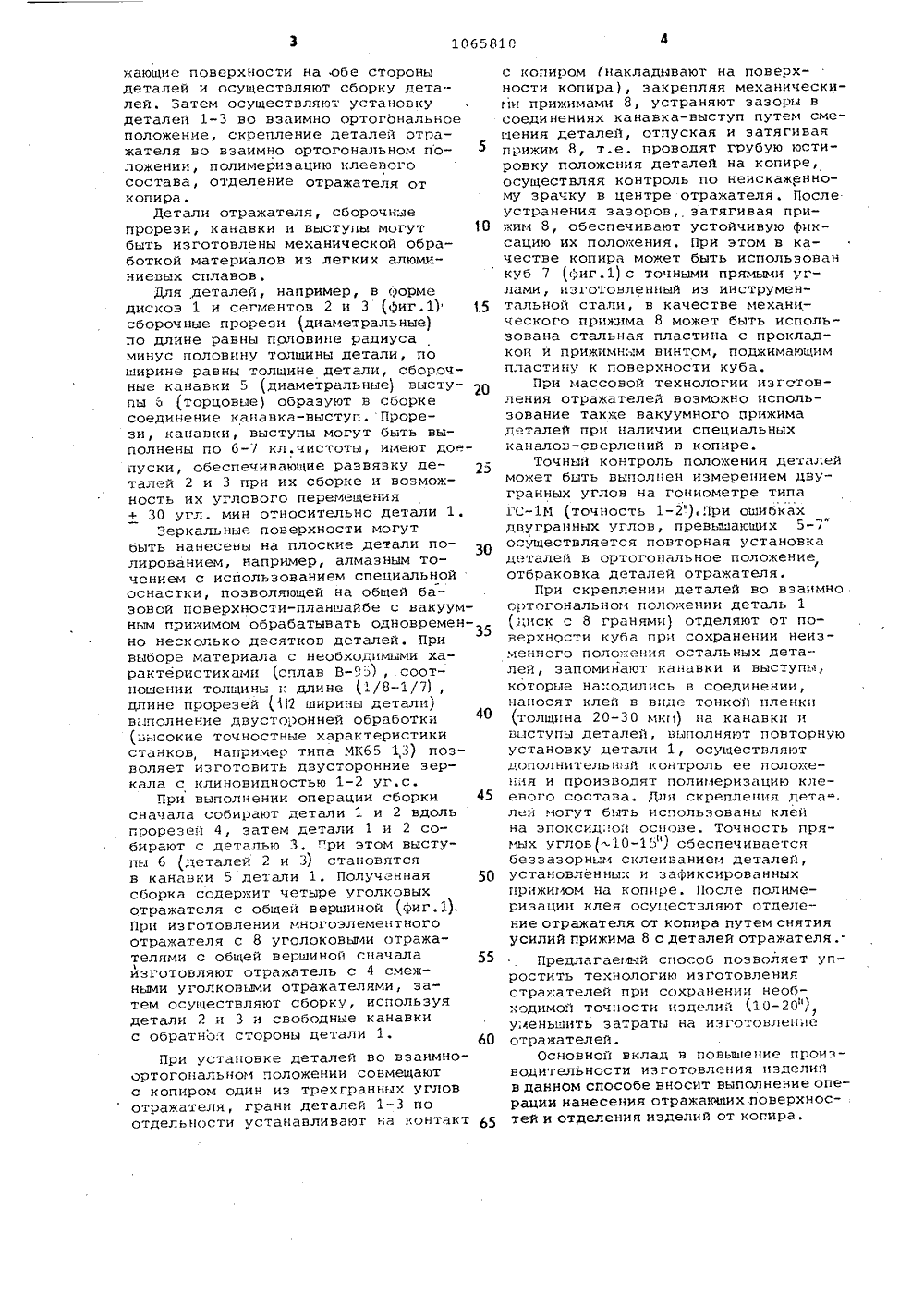
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 65810 А 2 В 2 ИСАН ВТОРСИОМУ ческая промыи- .30-32.ская про;ыш- .40-41 (протоУДАРСТВЕННЫЙ КОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ,54)(57) СПОСОБ ЕВГОТОВЛЕЛ 11 Л УГОЛКОВЫХ ОТРРЛ 7;ТЕЛЕ:, заключающийся визотовлении плоских деталей, выполнении на них Отражающих поверхностей, установке их в заданное положение методом контакта с поверхностью копира, скреплении их с помощьвклеевого состава непосредственно накопире и снятии их с копира после полимеризации клеевого состава, о тл и ч а ю ш и й с я тем, что, с целью упрощения технологии производства уголковых отражетелеи при сохранении .их точности, сокращения времени изготовления и обеспечения изготовления многоэлементных отражателей за один технологический цикл,в плоских деталях предварительно выполняют установочные пазы и прорези, а отражающие поверхности вы-. полняют на обеих сторонах плоских деталей, и проводят сборку их путем установки во взаимно ортогональное положение по упомянутым пазам и прорезям, после чего совмещают с копиром один из полученных трехгранных углов многоэлементного отражателя, проводят грубув юстировку положения деталей на копире, и 4 иксируют их путем прижима к граням копира, йроводят точный контроль взаимного положения деталепутем измерения остальных трехгранных углов, не контактирующих с копиром, снимавт с копира ,рС деталь с наибольщиш количеством отражающих поверхностей при сохранении неизменного положения остальных деталей на ко:плре, наносят на уста- Сновочные пазы деталей клеевой состав, устанавливают снятую деталь на преж- ф нее место, дополнительно контролируют ее положение, производят полимеризацию клеевого состава, и разъединяют изделие с копнром путем снятия усилия механического прижима.Изобретение относится к способамизготовления составных зеркальныхотражателей с диаграммой переотражения излучения близкой к 2 т ( 43)стереорадиан, и момет быть использовано при разработке технологии 5изготонления дешевых и легких зеркальных отражателей, предназначенныхдля определения характеристик, отладки, юстировки оптических дальномеров, систем связи, лидаров и других 10оптико-электронных систем.Известен способ изготовленияуголковых отражателей в котором напоедварительно изготовленном монолитном каркасе - подложке наносят много слойное отражающее покрытие методомкопирования с точных призм-оригиналов. Таким способом могут быть изготовлены отражатели со смежными грантми, общей вершиной и расходимос-, 20тью отраженного излучения (1-,5 х10рад Ц,Однако, монолитная конструкциякаркаса затрудняет снятие с оптического контакта при отделении копий оторигинала и приводит к увеличениюбрака оптических поверхностей примассовом изготовлении элементов.Наиболее близким к предлагаемомупо технической сущности и достигаемому результату является способ изготовления уголковых отражателей,заключающийся н изготовлении плоскихдеталей, выполнении на них стража- щих поверхностей, установке ихв заданное положение методом контакта с поверхностью копира, скреплении их с помощью клеевого составанепосредственно на копире и снятииих после полимеризации клея (2 .4 ЯНедостатком этого способа является то, что изготовленные отражательные элементы имеют углы, точностькоторых определяется точностью выполнения копира, 45При выполнении операции скрепления применяют дополнительные деталикаркаса, к которым, собственно иприклеиваются детали уголконогоОтражателя. После снятия с копираза счет остаточных деформаций вполимеризованном клеевом составепроисходит изменение взаимного потожения деталей уголкового отражателя й, как следствие, снижениеточности изготовления,В иэне.тном способе установкадеталей на копире осуществляетсяметодом притира детали о копир,что приводит к быстрому износу рабочих поверхностей копира и снижению точности углов.Кроме того, сам процесс обеспечения оптического контакта деталис поверхностью копира требует больпх трудо=атрат и рабочего време ни ч.О привОдит к низой производительности, На произнодительность, влияет также операция снятия готового изделия с копира, которая проводится в течение 24При выполнении известного способа в результате описанных выше операций получают только один уголковый отражатель, что делает его неприемлемым для изготовления многоэлементных уголковых отражателей.Цель изобретения - упрощение технологии производства уголковых отражателей при сохранении их точности, сокращение времени изготонления и обеспечение возможности изготовления многоэлементного зеркального Отражателя за оди . :е но- логический цикл.Поставленная цель дос игаетсл тем, что з способе изготУОв.ени:. уголковых ОтРа.:ателе,;у закючаюЩО;ОЯ в изготовлении пл,скнх деталей, выполнении на них отражающих понерхкосте:., установке их в заданное положение методом контакта с поверхностью копира, скреплении их с помощью клеегого состава непосре;:тнен -уно на. копире и снятии их с копира после полимеризации клеевого состава, в плоских деталях предварительно выполняют установочные и.з:-.:. , прс; - рези, а Отражающие говерхпости полняют на обеи.; сторонах плоск х деталей и прово"ят их сборку т, - ". УСтаНОВКИ ВО ВэаИМНО ОРтОГОПаЛЬПуе положение по .помянутым пазам и прорезям, после чего совмещают с КОПИРОМ ОДИН ИЗ ПОЛУЧЕННЫХ :,Еку.евиных углов многоэлементного отражателя, проводят грубую юстировк; положения деталей на копире и фиксируют их посредством прижима к гр;ням копира, проводят точный контроль взаимного положения деталей путем контроля остальных трехгранных углов, че контактиРУюЩих с копиРОму снимают с копира деталь с наибольшим количеством отражающих поверхностей, при сохранении неизменного полокения остальных деталей п- копире, наносят в установочные пазы дета - лей клеевой состав и устанавливают снятую деталь на прежнее местО дополнительно контролируют ее положение, производят полимеризацию клеевого состава, и разъединяют изделие с копиром путем снятия усилия механического примима. На фиг.1 показаны элементы уголковогс отражателя, на оиг,2 - копир,Способ Осуществляется следующимобразом,Изготавлинают плоские детали1-3, на них выполняют прорези 4,установочные пазы канавки 5 и выступы , Наносят параллельные отра 106581050 с обратно стороны детали 1.о 0При установке деталей во вэаимноортогональном положении совмещают с копиром один из трехгранных углов отражателя, грани деталей 1-3 по отдельности устанавливают на контакт 65 жающие поверхности на обе стороны деталей и осуществляют сборку деталей. Затем осуществляют устаовку деталей 1-3 во взаимно ортогональное положение, скрепление деталей отражателя во взаимно ортогональном положении, полимеризацию клеевого состава, отделение отражателя от копира.Детали отражателя, сборочные прорези, канавки и выступы могут 0 быть изготовлены механической обработкой материалов из легких алюминиевых сплавов.Для деталей, например, в оорме дисков 1 и сегментов 2 и 3 (фиг.1) 15 сборочные прорези (диаметральные) по длине равны половине радиуса минус половину толщины детали, по ширине равны толщине детали, сборочные канавки 5 (диаметральные) выступы 6 (торцовые) образуют в сборке соединение каавка-выступ. Прорези, канавки, выступы могут быть выполнены по 6-7 кл.чистоты, имеют доепуски, обеспечивающие развязку деталей 2 и 3 при их сборке и воэможность их углового перемещения + 30 угл. мин относительно детали 1,Зеркальные поверхности могут быть нанесены на плоские детали полированием, например, алмазным точением с использованием специальной оснастки, позволяющей на общей базовой поверхности-планшайбе с вакуумным прижимом обрабатывать одновременно несколько десятков деталей. При выборе материала с необходимыми характеристиками (сплав В),.соотношении толщины к длине (1/8-1/7), длине прорезей (12 ширины детали) выполнение двусторонней обработки (высокие точностные характеристики станков, например типа МК 65 1,3) позволяет изготовить двусторонние зеркала с клиновидностью 1-2 уг.с.При выполнении операции сборки 45 сначала собирают детали 1 и 2 вдоль грорезей 4, затем детали 1 и 2 собирают с деталью 3. При этом выступы 6 (деталей 2 и 3) становятся в канавки 5 детали 1. Полученная сборка содержит четыре уголковых отражателя с общей вершиной (Фиг.1). При изготовлении многоэлементного отражателя с 8 уголоковыми отражателями с общей вершиной сначала 55 изготовляют отражатель с 4 смежными уголковыми отражателями, затем осуществляют сборку, используя детали 2 и 3 и свободные канавки с копиром (накладывают на поверхности копира), закрепляя механическими прижимами 8, устраняют зазоры в соединениях канавка-выступ путем смецения деталей, отпуская и затягивая прижим 8, т.е. проводят грубую юстировку положения деталей на копире, осуществляя контроль по неискаженному зрачку в центре отражателя. После устранения зазоров, затягивая прижим 8, обеспечивают устойчивую фиксацию их положения. При этом в качестве копира может быть использован куб 7 иг.1) с точными прямыми углами, изготовленный иэ инструментальной стали, в качестве механического прижима 8 может быть использована стальная пластина с прокладкой и прижимным винтом, поджимающим пластину к поверхности куба.При массовой технологии изготовления отражателей возможно использование также вакуумного прижима деталей при наличии специальных каналов-сверлений в копире.Точный контроль положения деталей может быть выполнен измерением двугранных углов на гониометре типа ГСМ (точность 1-2"),При ошибках двугранных углов, превышающих 5-7" осуществляется повторная установка деталей в ортогональное положение/ отбраковка деталей отражателя.При скреплении деталей во взаимно ортогональном положении деталь 1 (диск с 8 гранями) отделяют от поверхОсти куба при сохранеии неизменного положеия остальных деталей, запоминают канавки и выступи, которые наодились в соединении, наносят клей в виде тонкой пленки (толщина 20-30 мкм) а канавки и выступы деталей, выполняют повторную установку детали 1, осуществляют дополнительный контроль ее положения и производят полимеризацию клеевого состава. Для скрепления дета, лей могут быть использованы клей на эпоксидой основе. Точность прямых углов( 10-1 У) обеспечивается безэазорным склеиванием деталей, установленных и зафиксированных прижимом на копире. После полимериэации клея осуцествляют отделение отражателя от копира путем снятия усилий прижима 8 с деталей отражателяПредлагаенй способ позволяет упростить технологию изготовления отражателей при сохранении необходимой точности изделий (10-20), уменьшить затраты на изготовление отражателей.Основной вклад н повышеие произ - водительности изготовления иэделий в данном способе вносит выполнение операции нанесения отражающих поверхнос- . тей и отделения изделий от копира.1065010 Сост Техр итель Л, МухинА, Бабинец тор Е. Лушник Корректо макаренко дписно-35,Филиал ППП "Патент", г; Ужгород,. ул. Проектна акаэ 11038/47ВНИИПИ Госудпо делам11 3035, Москва Ти вени ретеаж 5 го ко ий и аушск итета СССРткрытийн наб., д, 4/5
СмотретьЗаявка
3524151, 30.12.1982
ПРЕДПРИЯТИЕ ПЯ Р-6324
АЛЕКСЕЕВ ВАЛЕРИЙ АЛЕКСАНДРОВИЧ, КУЗНЕЦОВ СЕРГЕЙ ЕВГЕНЬЕВИЧ, МОРСКОВ ВИКТОР ФЕДОРОВИЧ, БИЛИБИН СЕРГЕЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: G02B 5/122
Метки: отражателей, уголковых
Опубликовано: 07.01.1984
Код ссылки
<a href="https://patents.su/4-1065810-sposob-izgotovleniya-ugolkovykh-otrazhatelejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления уголковых отражателей</a>
Отражатель к устройству для измерения угла поворота объекта

Номер патента: 588469
Опубликовано: 15.01.1978
МПК: G01B 11/26
Метки: объекта, отражатель, поворота, угла, устройству
...виконта 7, гайки 8 и рукоятки 9, Замыкание рычага на винт осуществляется пружиной 1,0, Датчик-приемник состоит из трех каналов: канала 11 марки и 15 двух идентичных приемочных каналов 12 и 13.Устройство работает следующим образом.Отражатель имеет отст 5 пление одного изуглов от 90 (угол А, фиг. 1) и установлен на оптической оси канала марки, Отражен ные отражателем пучки составляют с падающим угол Л, величина которого зависит от величины отступления прямого двугранного угла от 90. Такой же угол составляют оптические оси приемочных каналов 12, 13 с опти ческой осью канала марки 11. Если отражатель выполнен в виде триппельпризмы или нерег 5 лируемого тройного зеркала, то угол Л имеет постояяную величину. При изменении расстояния 1. между...
Способ установки копира соответственно детали на газорежущем автомате

Номер патента: 55567
Опубликовано: 01.01.1939
Автор: Попов
МПК: B23K 37/00, B23K 7/10
Метки: автомате, газорежущем, детали, копира, соответственно, установки
...железа и снабжены двумя запрессованными втулками 17.Расстояние между втулками 1 берется наибольшее в, продольном, направлении шаблона и в любомместе (необязательно по осевой ли. нии). Изготовленный шаблон вкладывается в копир, и через втулки 17 наносятся точки на основании копира, В этих точках в копире свер.лятся отверстия диаметром, примерно, 3 мм,Для установки детали при газовой резке поковка 1 б кладется на стол 19. Затем на поковку накладывается шаблон 15 так, чтобы он был вписан в поковку, и наносят кернами точки в центре втулок 17. Керны пригоняются во втулки без зазора. Когда получатся две точки на поковке 1 б, которая устанавливается по уровню, ставят копир о на поверхности стола 18 автомата, Столы 18 и 19 по...
Отражатель оптического стенда для контроля углов установки управляемых колес транспортного средства

Номер патента: 901882
Опубликовано: 30.01.1982
Авторы: Белоконь, Богданов, Василевский, Онищенко
МПК: G01M 17/06
Метки: колес, оптического, отражатель, средства, стенда, транспортного, углов, управляемых, установки
...В-В на фиг. 1; на фиг. 4 - разрез С-С на фиг. 1; на фиг. 5 - вид по стрелке Д на фиг. 1.90Отражатель состоит из основания 1, выполнеияого в-виде трех расположенных Т-образно относительно друг друга радиальных полок одинаковой длины, на концах которых закреплены постоянные магниты 2 с полюсами 3 и 4.С основанием 1 с помощью тяги 5 соединен кронштейн 6, выполненный в виде трех стержней, два из котоо рых расположены под углом 90 , а третий - по биссектрисе внешнего уг" ла. Кронштейн 6 опирается на основание 1 посредством двух регулировочных винтови 8 и цилиндрической пружины 9, установленной на консоли 10, На кронштейне 6 посредством амортизаторов 11 скобок 12-14 закреплено зеркало 15. В центре кронштейна 6 выполнено отверстие для тяги 5,...
Способ определения нулевого положения индукционного датчика угла

Номер патента: 1032554
Опубликовано: 30.07.1983
Авторы: Борисов, Москвин, Петров
МПК: H02K 24/00
Метки: датчика, индукционного, нулевого, положения, угла
...до совмещения меток, нанесенных на торец невыходного конца и корпус датчикаНа фиг. 1 показан индукционный дат чик, продольный разрез; на фиг. 2 - вид со стороны невыходного конца вала на 554 1фиГ, 3 Вид со .стороны ВходнОГО Вала,Индукционный бесконтактный датчик угла содержит пакет статора 1 с обмотками, ротор 2, вал 3, подшипниковую крышку 4 с отверстием по оси вала, в котором герметично размещен прозрачный материал 5, на торцах вала и фланца радиальные риски 6 и 7, выходной конец вала со , стыковочным элементом 8,ориентируюший, паз, который совпадает по угловому положению с риской 7.Способ определения нулевого положения индукционного датчика угла при стыковке с исполнительным механизмом зак 1 почается в следующем.. Взаимное...
Устройство для выверки положения строительных элементов

Номер патента: 321616
Опубликовано: 01.01.1971
Авторы: Дворкин, Крюков, Лерман
МПК: E04G 21/18
Метки: выверки, положения, строительных, элементов
...отверстий на верхней грани стсповой панели, прп этом пш 1 ьтька 1, поднимаясь вверх, входит в зацепление с головкой 2, посредством фиксатора 4, входящего в 10 паз 3. Затем пОВОрачш 1 ают стакап 6, при этомпосредством упоров г поворачивается головка 2 со шпилькой 1 и происходит закрепление последней в одном из резьбоилх отверстий степовой панели, которую поджимают за вы ступы 8 па шпильке 1 и устанавливают в проектное положение.Далее стакан 6 перемещают в сторону головки 2, прп этом упоры 7 стакана 6 перемещаются в прорезях о Голов 1 и 2 до сопр 11 кос повенпя ее внутренней резьбы 9 с резьбойшпильки 1, и поворачивают. Головка 2, поворачиваясь вокруг шпильки 1, выходит пз стакана 6 на требуемую величину, Завипч 11 вая плп вывинчивая...
Предыдущий патент: Счетчик молний
Следующий патент: Селективно-интерференционный светофильтр
Случайный патент: Клапан