Способ формирования базисных углов при горячей прокатке фланцевых профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1045962
Авторы: Калошин, Павловский, Резниченко, Сидоренко, Старченко

Текст
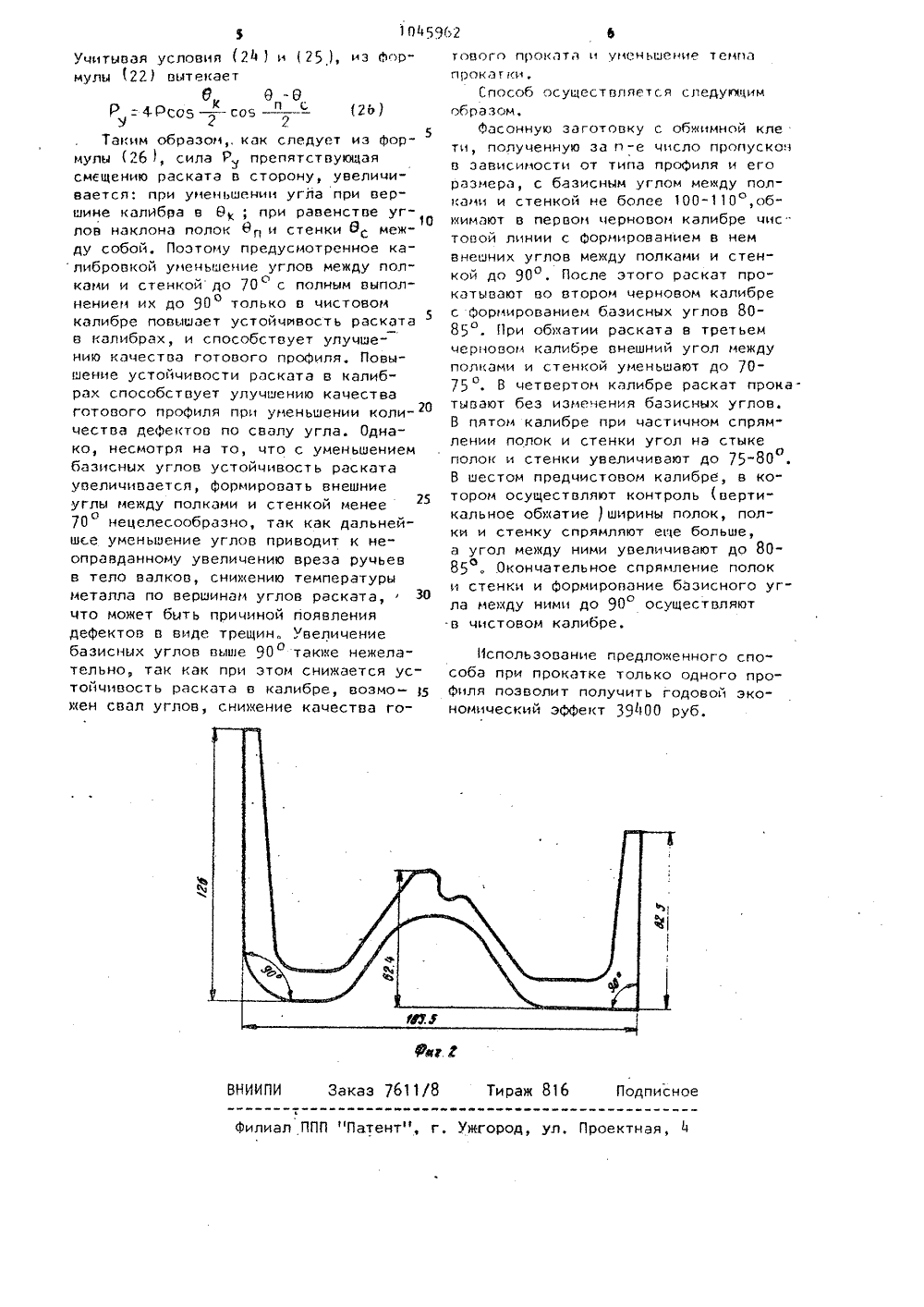
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1045962 09) 08 ПИСАНИЕ ИЗОБРЕТ ВТОРСНОМУ СВ 7В. Сидоренко,авловский гиче вскии метал 71,252,011(0/08, 1977.и др. Калибров"Металлурс, У 11-20,до 70 до 90 УДАРСТВЕННЫЙ КОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИИ И ОЯРКИЙ(9)(57) СПОСОБ ФОРМИРОВАНИЯ БАЗИСНЫХ УГЛОВ ПРИ ГОРЯЧЕЙ ПРОКАТКЕФЛАНЦЕВЫХ ПРОФИЛЕЙ оключаоций прокатку в черновых и чистооых калибрах с постепеннын изменением по ходу прокатки онеаних углоо на стыках развернутых, дугообразно изогнутых полок и стенки, о т л и ч а ю ц и й с я тем, что, с целью пооыыения устойчивости раската в калибре и качества выполнения внешних углоо, в черновых калибрах упомянутые углы последователь" но уменьшают по ходу прокатки от 90а затем увеличивают от 70о чистооом калибре.4 10151 зобретение относится к прокатому произоодстоу и лоет быть использовано при горячей прокатке Флднцеоых проФилей с внешними углами на стыках полок ц стенок, например, швеллеров, .5 профилей корытного типа и т,п.Изоестсн способ прокатки шоеллероо, включающий деформироодние в калибрах развернутых дугообразно изогнутых полок ц стенки с внешними угламц на цх стыках, равными внешним углам готового профилл. Для повышения качества выполнения углов на учдсткдх, прилегающих к их вершинам, Формируют утолцения металла ( 1 ).Недостатком известного способа является неудовлетворительная устойчцоость раската о калибрах и трудность точного определения необходимого набора металла в утолщениях, обес 20 печцодющего качестоенное выполнение углов.Ндцболее близким к предлагаемому по технической суцностц лоллетсл .способ прокатки проФилей шоеллерного типа, оключаюццй деформирооание в калибрах развернутых дугообразно изогнутых полок и стенки с постепеннымуленьшениел по ходу прокатки внешнего угла цх стыков до 90 в цистовомокалибре 2 ),Недостатком этого способа также яоляетсл неудоолетоорительнал устойчивость раската о калибрах и некачест. венное выполнение внешних углов проФцлл.Цель цзобретенил - повышение устойчивости раската в калибре и качества выполнения внешних углов профцлл.40Постаоленная цель достигается тем что согласно способу Формирования базисных углов при горячей прокатке " флднцеоых профилей, включающему про" катку о черновых и чистовом калибрах с постепенным изленениелл по ходу про" катки внешних углов на стыках разоернутых дугообразно изогнутых полок и стенки, в черновых калибрах упомянутые углы последовательно уменьшают по ходу прокатки от 90 до 70 а затем увеличивают от 70 до 90 в цистооом калибре.. Установлено,цто благодаря равномернолу обжатию полок ц стенки раска" та при постепенном уменьшении базисо ного угла прц вершине от 90 до 70 созддютсл благоприятные условия для свободного перетекания металла в 92 1ули кдлцбрд, что обеспечивает полное цх заполнение, При дальнейшейпрокатке о последующих калибрах испрлмлении полок и стенки с постепены увеличением угла от 70 до90 ч создаются услооцл для обжатияраската по онешнцм углам и одновременного контролл ( оертикальным обжатием )шлрины полок.Образование острых углов между пол.али и стенкой особым их взаилояоложением позволяет исключить ложныеФланцы, которые при обычном способеФормцрсвания базисных углов выполняют роль питателей. Кроме того,припрокатке раскатов с острыми угламимеду полкамц и стенкой устойчивостьцх раскатоо в калибрах увеличиваетсл, цто способствует снижению свалауглоо и повышению темпа прокатки.При прокатке в фасонных развернутых угловых, швеллерных и других подобных калибрах устоцчцвость раскатов для полуценил стабильных размероо и правильного заполнения угловпрофиля приобретает особо важное значение, При нестабильном, неустойчивомполоении раската в каком-либо калибре возможно его смещение в ту илииную сторону по ширине калибра, в ре"зультдте чего на готовом, профиле появллются дефекты по свалу угла, т,е,искажение внешней вершины угла на стыке полок и стенки.На Фиг. 1 показаны схемы сил взаимодействия, оалков и раската при про"катке в черновом развернутол калибрепрофиля рештака скребкооых угольныхконвейероо; на фиг. 2 - готовый профиль (пример).Устойчивость раската в калибре втечение прохода может быть оыраженараоенстоом условной силы Р , препятствуюцей смецению раската вправЬили влево, и горизонтальных составллюцих нормального даоленил и силтрения, действующих со стороны верхнего и нижнего валков в плоскости,перпендикулярной оси прокдтки.Из условия равновесияР -Р -Р:О, (1)где Р, - условная сила, препятствуюцая перемещению раската всторону;Р 1 - Рн - реакция верхнего ц нижнеговалков соответственно,можно определить:Р Р Р ( )02 аказ 7611/8 аж 816 НИИПИ одписно Проектная,Филиал ППП "Пате ро 3 10459 Учитыоая условия (4 ) и 125 ), из Формулц 22) оытекает69 -0а -орсо " -(2 Ь)2 25Такм образом как следует из формулц (26 ) сила Р препятствующая смещению раската о сторону, увелицивается; при уменьшении угла при вершине калибра в 6, при равенстве углов наклона полок 9 п и стенки Ос между собой. Поэтому предусмотренное калиброокой уменьшение углов между полками и стенкой до 70 с полным оцполнением их до 90 только о цистоволокалибре повышает устоичрвость раскатач 5 в калибрах, и способстоует улучшению кацества готооого проФиля. Повышение устойчивости раската в калибрах способствует улучшению качества готового проФиля при уменьшении колицестоа деФектоо по свалу угла. Однако, несмотря на то, что с уменьшением базисных углов устойчивость раската уоеличиоается, Формирооать внешние углы лежду полкапли и стенкой ленее 70 нецелесообразно, так как дальнейшсе уменьшение углов приводит к неоправданному увеличению вреза ручьев в тело валкоо, снижению температуры металла по вершинам углов раската, ЗО что может быть причиной появления деФектов о виде трещин. Увеличение базисных углоо выше 90 также нежелательно, так как при этом снижается устойциоость раската о калибре, оозмо жен свал углов, снижение кацества готооого проката и уменьшение темпапрокатки,Гпособ осуществляется следующимобразом,Фасонную заготовку с обжимной клети, полученную за и -е число пропускоо зависимости от типа проФиля и егоразмера, с базиснцм углом между полками и стенкой не более 100-110 ,обжимают о первом чернооом калибре чистовой линии с Формированием в немвнешних углов между полками и стенкой до 90. После этого раскат прокатьоают оо втором церновом калибрес Формированием базисных углов 8085 . При обжатии раската в третьемчерновом калиЬре внешний угол междуполками и стенкой уменьшают до 7075 о, В четвертом калибре раскат прока.тыоают без изменения базиснцх углов,В пятом калибре при цастичном спрям"лении полок и стенки угол на стыкеополок и стенки увеличивают до 75-80В шестом првдцистооом калибре, в ко"тором осуществляют контроль (оертикальное обжатие ) ширины полок, полки и стенку спрямляют еще больше,а угол между ними увеличивают до 8085 , .Окончательное спрямление полоки стенки и Формирование базисного угла между ними до 90 осуществляютв цистовом калиЬре,Использование предложенного способа при прокатке только одного проФиля позволит полуцить годовой экономический эФФект 39400 руб
СмотретьЗаявка
3457116, 23.06.1982
ЖДАНОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
СТАРЧЕНКО ДМИТРИЙ ИВАНОВИЧ, СИДОРЕНКО АЛЕКСАНДР ВЛАДИМИРОВИЧ, РЕЗНИЧЕНКО ЕВГЕНИЙ ИВАНОВИЧ, ПАВЛОВСКИЙ ВАЛЕНТИН ЯКОВЛЕВИЧ, КАЛОШИН ИГОРЬ НИКОЛАЕВИЧ
МПК / Метки
МПК: B21B 1/08
Метки: базисных, горячей, прокатке, профилей, углов, фланцевых, формирования
Опубликовано: 07.10.1983
Код ссылки
<a href="https://patents.su/4-1045962-sposob-formirovaniya-bazisnykh-uglov-pri-goryachejj-prokatke-flancevykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования базисных углов при горячей прокатке фланцевых профилей</a>
Ребровой калибр для прокатки таврового профиля с постоянной толщиной стенки

Номер патента: 522862
Опубликовано: 30.07.1976
МПК: B21B 1/10
Метки: калибр, постоянной, прокатки, профиля, ребровой, стенки, таврового, толщиной
...сопряжениям стенки с полками, равным ширине соответствующего уч 11 стка профиля задаваемой в калибр заготовки, а уклоны боковых граней ручья ПРОКАТКИ ТАВРОВОГОТОЛ Ц 1 И НОЙ СТЕНКИ направлены в сторону увеличения шири ручья с увеличением глубины его вреза,Это обеспечивает точное выполнение радиусов закруглений, сопрягающих стенку с полками и перпендикулярность стенки к подошве профиля,На чертеже представлен предлагаемый калибр для прокатки таврового профиля.Он содержит участок 1 закрытой части калибра, формирующий стенку профиля, участок 2 калибра, формирующий радиусы, сопрягающие стенку с полками, участок 3 калибра, формирующий полки профиля; сплошные линии - очертание калибра, пунктирные - поперечное сечение полосы, задаваемой...
Уплотнительный узел между рычагомпедали и стенкой кабинытранспортного средства

Номер патента: 412421
Опубликовано: 25.01.1974
Авторы: Калъченко, Каменев, Огни
МПК: B60R 27/00, F16J 15/34
Метки: кабинытранспортного, между, рычагомпедали, средства, стенкой, узел, уплотнительный
...1стен 1 ии и прижата к ней тпружннапнобой(мой и стенкой устанавлена уная пракл аулка, прввкрепленнаякабины.На чертеже показан уплотнительный узелмежду рычагом педали и стенкой кабиныпр анспортного средства,Упдотнителыный узел состоит ив уллотнителя 1, вложенного в обойму 2 с ирыввкой 8.Уллотнитель 1 обхватывает рычаг педали 4.Педаль установлена на оси б, прикрепленнойк опоре б с амортизатором 7. Ры 1 чав педалямина участке уплотнения изогнут по рапнусу,описанному с центра аси б. Обойма 2 с уплотнителем 1 закреплена на опоре 8, закры- ЗО вающеи отверстие в стенке кабины с обоймой и у,плотнителем ценприр рычагу педали 4.Кабина установлена на амартиза Между стенкой кабины 9 и опорой уплотнительная прокладпса 11, прик к стеньке кабины....
Система калибров для прокатки полосовых профилей с гребнями

Номер патента: 997861
Опубликовано: 23.02.1983
Авторы: Вергелес, Грицук, Капустин, Катрич, Кулак, Лекарь, Масонов, Могилевский, Приходько
МПК: B21B 1/08
Метки: гребнями, калибров, полосовых, прокатки, профилей
...проработкусоответствующих участков профиля.Благодаря предложенной системекалибров при прокатке профилей не д наблюдается незаполнение элементовкалибров и образование поперечныхтрещин на раскатах.На фиг, 1 изображена система калибров для прокатки полссовых профилей с гребнями; на фиг. 2 и 3черновые калибры предыдущий и последующий, выполненные с воэростаниемглубины врезов, на фиг. 4 и 5 - предыдущий и последующий черчовые калибры, выполненные с уменьшениемглубины врезов,Предлагаемая система калибров содержит черновые 1-4, предчистовой 5 и чистовой б калибры, Во всех черновых калибрах ручьи нижних валков имеют 40 кольцевые врезы, Ручьи верхних валков черновых калибров снабжены кольцевыми гребнями, расположенными против врезов нижних...
Система калибров для прокатки угловых профилей

Номер патента: 1041181
Опубликовано: 15.09.1983
Авторы: Вергелес, Грицук, Изотов, Кулак, Приходько
МПК: B21B 1/08
Метки: калибров, прокатки, профилей, угловых
...моменты сопротивления деФормации. При обжатии в вертикальных валках под действием прилагаемых к кромкам раската усилий происходит изгиб раската вокруг горизонтальной оси, проходящей черезформируемый угол раската в продольном направлении. Так как высота греб.ней в ручьях нижних валков горизонтальных черновых .калибров уменьшается в сторону разъемов валков,то привходе раската в очаг деформации происходит изгиб в первую очередь в сече.,нии последней от разъема канавки,деФормация изгиба прекращается, после того, как участки профиля, расположенные между двумя ближайшими гребнями на противоположных полках рас-ката, полностью соприкасаются с ЗОповерхностью ручьев калибра. Сразу после этого начинается деформация изгиба в сечениях...
Система калибров для прокатки полосовых профилей

Номер патента: 1199313
Опубликовано: 23.12.1985
Авторы: Бут, Губайдулин, Дмитриев, Карбышев, Минаев, Онищенко, Шульгин, Шум
МПК: B21B 1/22
Метки: калибров, полосовых, прокатки, профилей
...а так как тупыеуглы находились против разъемов предчистового калибра, то, следовательно, участки металла, находившиеся взонах разъемов, обрабатываются минимальным диаметром валков. В результате неравномерного распределенияуширения по высоте боковой кромкив чистовом калибре на выходе из негополучают профиль с взаимно перпендикулярными гранями. Однако для этогонеобходимо выдерживать следующеесоотношение /3 = (1,7 - 2,6) стак как выпуск предчистового калибра определяет отклонение углов получаемого профиля от прямого, а величина угла наклона чистового калибраопределяет различие в уширении профиля на верхней и нижней грани про 99313 зфиля. Следовательно, взаимосвязь уг.лов с и р определяет условия получения профиля с правильной...
Предыдущий патент: Способ изготовления двутавров
Следующий патент: Способ получения холоднокатаной ленты из оловянно фосфористой бронзы
Случайный патент: Пробоотборное устройство