Станок для фасонной резки труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1011343
Автор: Петухов




Текст
(19) (11) 1) В 2 3 0 2 1 / ЕНИЯ л. трукторское б ством АН Бело кон о с усс 58) изво 8)видетельство СССР0 21/02, 1968. 246. Проспекте 1 п ФРГ, 1977 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ИСАНИЕ ИЗОБ К АВТОРСКОМУ СВИДЕТЕЛЬСТВ 21) 3258980/2522) 16,03,8146) 15.04,83. Бю72) Э.А.Петухов71) Центральноеопытным прокой ССР621.967.3(0(56) 1. Авторское с9 243565, кл, В 232. Трубосек типфирмы фМеззег Ог 1 е(54) (57) СТАНОК ДЛЯ ФАСОННОЙ РЕЭКИТРУБ, содержащий основание, в направ"ляющих которого установлен ползун срежущиморганом, механизм поворота.трубы и привод, о т л и ч а ю щ и йс я тем, что, с целью повышения качества обрабатываемой поверхности,он снабжен механизмом поворота режущего органа, выполненным в виде двух.соединенных между собой кривошипов,один из которых кинематически связанс приводом, а другой - с режущим органом, при этом шатун соединен е ползуном, а режущий орган выполнен ввиде двух дисковых ножей,1011343 20 25 30 60 Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для фасонной резки труб.Известен станок для фасонной резки труб, содержащий станину, механизм вращения трубы и ползун с режущим органом 1) .Недостатком известного станка ян -ляется его низкая производительность. Наиболее близким к предлагаемому 10 по технической сущности и достигаемому результату является станок дляфасонной резки труб, содержащий основание, в направляющих которого установлен полэун с режущим органом,механизм поворота трубы и привод 2) Недостатком известного станка является низкое качество обрабатываемой поверхности, вызванное необходимостью применения н качестве режущего органа газопламенного резака.Цель изобретения - повышение качества обрабатываемой поверхности. Поставленная. цель достигается тем,что станок для фасонной резки труб,содержащий основание, в направляющих которого установлен ползун с режущим органом, механизм поворота трубы и привод, снабжен механизмом поворота режущего органа, выполненным в виде двух соединенных между собой шату-, ном кривошипов, один из которых кинематически связан с приводом, а другой - с режущим органом,при этомшатун соединен с ползуном, а режущийорган выполнен н виде двух дисковых 35ножей,На фиг, 1 изображена принципиальная кинематическая схема станка в одном из положений механизма продольного перемещения; на фиг. 2 - то же, 40вид сверху; на фиг. 3 - схема станкав положении трубы, повернутой пострелке А на 90 О; на фиг. 4 - то же,вид сверху.Станок содержит привод 1, на выходном валу которого установленазвездочка 2, конические шестерни 3и 4 с муфтами включения 5 и б, режущий орган в виде рабочих головок 7и 8 с инструментом в виде дисковыхножей 9 и 10 и фрикционных или формующих роликов 11 и 12, зажимной патрон 13, связанный через коническоезубчатое колесо 14 с приводом 1, ползун 15, в подшипниках которого расположены рабочие головки, шарнирныйпараллелограмм, один кривошип 16 которого сидит на одном валу со эвеэдочкой 17, связанной цепной передачей с приводом 1, другой кривошип 18 на одном валу со звездочкой 19, связанной через цепную передачу и знездочками 20 - 24 с приводом 1, а шатун 25 своим продольным пазом посредством шарнира с тягой ползуна 26,поджимную знездо 4 ку 27, которая че рез пружину поддерживает натяжениецепи при перемещении полэуна (на фигурах условно не показаны вспомогательные звездочки и нити цепей),Механизм поворота режущего органа состоит из кривошипа 18 и цепной передачи, включающей звездочки 19 - 24,а механизм поворота трубы . - иэ эажимного патрона 13, конического колеса14, конических шестерен 3 и 4 и муфт включения 5 и б.Устройст 1 э работает следующим образом. Обрабатываемое изделие (труба) устанавливается в зажимном патроне 13, после чего предварительно разведенные дисковые ножи 9 и 10 с формующими роликами 11 и 12 вводятся внутрь трубы на необходимую глубину и переводятся в рабочее положение (сжимаются),затем включается привод 1 и муфта 5.Крутящий момент от привода 1 передается через знеэдочку 2 на звездочку 17 и на кривошип 16 шарнирного параллелограмма, а также через коническую шестерню 3 на коническое колесо 14, которое жестко закреплено на зажимном патроне 13, Патрон, вращая трубку по стРелке Л, приводит в движение формующие ролики 11 и 12 за счет фрикционной связи с трубой и дисковые ножи 9 и 10, которые, вращаясь навстречу днижению трубы, разрезают металл,Через кривошип 16 увлекается в движение шатун 25 шарнирного параллелограмма и кривошип 18 со звездочкой 19. Вращение звездочкам 21 и 24 рабочих головок 7 и 8 передается йерез звездочки 20, 22 и 23. Диаметры звездочек 1 9, 21 и 24 рав ны между собой, поэтому рабочие головки вращаются синхронно с кривошипами 16 и 18шарнирного параллелограмма. Радиусыкривошипов 16 и 18 равны радиусу отверстия, вырезаемого в трубе. Шатун25, каждая точка которого описываетокружность, равную радиусу криношипа,посредством продольного паза шарнираи тяги 26 увлекает ползун 15 в возвратно-поступательное движение вдольоси трубы,В положении, показанном на фиг. 4,выключается муфта 5 и включается муфта б. Шестерня 3 разъединяется, а шестерня 4 соединяется с валом привода 1. Труба начинает вращаться в другую сторону, по стрелке В и т,д.Таким образом, благодаря наличию движений, одно из которых (качательное) реверсивное, в обрабатываемой трубе, в центре, перпендикулярно оси трубы вырезается отверстие с радиусом, равным радиусу кривошипа шарнирного параллелограмма, причем плоскость режущих ножей всегда расположена вдоль касательной к линии реза,что обеспечивает высокое качество обработки.В данной конструкции при изменении параметров ее элементов возможна вырезка отверстия в трубе по другому проФилю. 5Например, при .кривошипах 16 и 18 различной длины вырезается отверстие по сложной шатунной кривой, необходимой, например, при соединении труб под углом менее 90 С. 10При этом с целью расположения плоскости ножей вдоль касательной к линии реза необхоДимо соответственно спроФилировать диаметры звездочек 19, 21 и 24, 15При радиусах кривошипов 16 и 18, равных радиусу, большему, чем радиус сечения обрабатываемой трубы, возможна отрезка. трубы по проФилю, иеобхо" димому для стыковки ее под углом 90 с трубой, радиус сечения которой равен радиусу кривошипов. Возможна отрезка трубы под углом 90 При этом необходимо разъединить шатун 25 и тягу полэуна 26, а также звездочки между собой.Возможна также резка трубы одним ножом, например, если снабдить его приводом.По сравнениюс прототипом, использование изобретения позволяет повысить качество обрабатываемой поверхности,1011343 2( Составитель В,Морозовактор Л.Авраменко Техред М.Коштура . Ко Ю.Макаренко каз 26 15 Тираж 1104 ПодписнНИИПИ Государственного коМитета СССРпо делам изобретений и открытий13035, Москва, Ж, Раушская наб., д. 4/5 ПП Патент, г.ужгород, ул.Проектная,фи
СмотретьЗаявка
3258980, 16.03.1981
ЦЕНТРАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО С ОПЫТНЫМ ПРОИЗВОДСТВОМ АН БССР
ПЕТУХОВ ЭДГАРД АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23D 21/02
Метки: резки, станок, труб, фасонной
Опубликовано: 15.04.1983
Код ссылки
<a href="https://patents.su/4-1011343-stanok-dlya-fasonnojj-rezki-trub.html" target="_blank" rel="follow" title="База патентов СССР">Станок для фасонной резки труб</a>
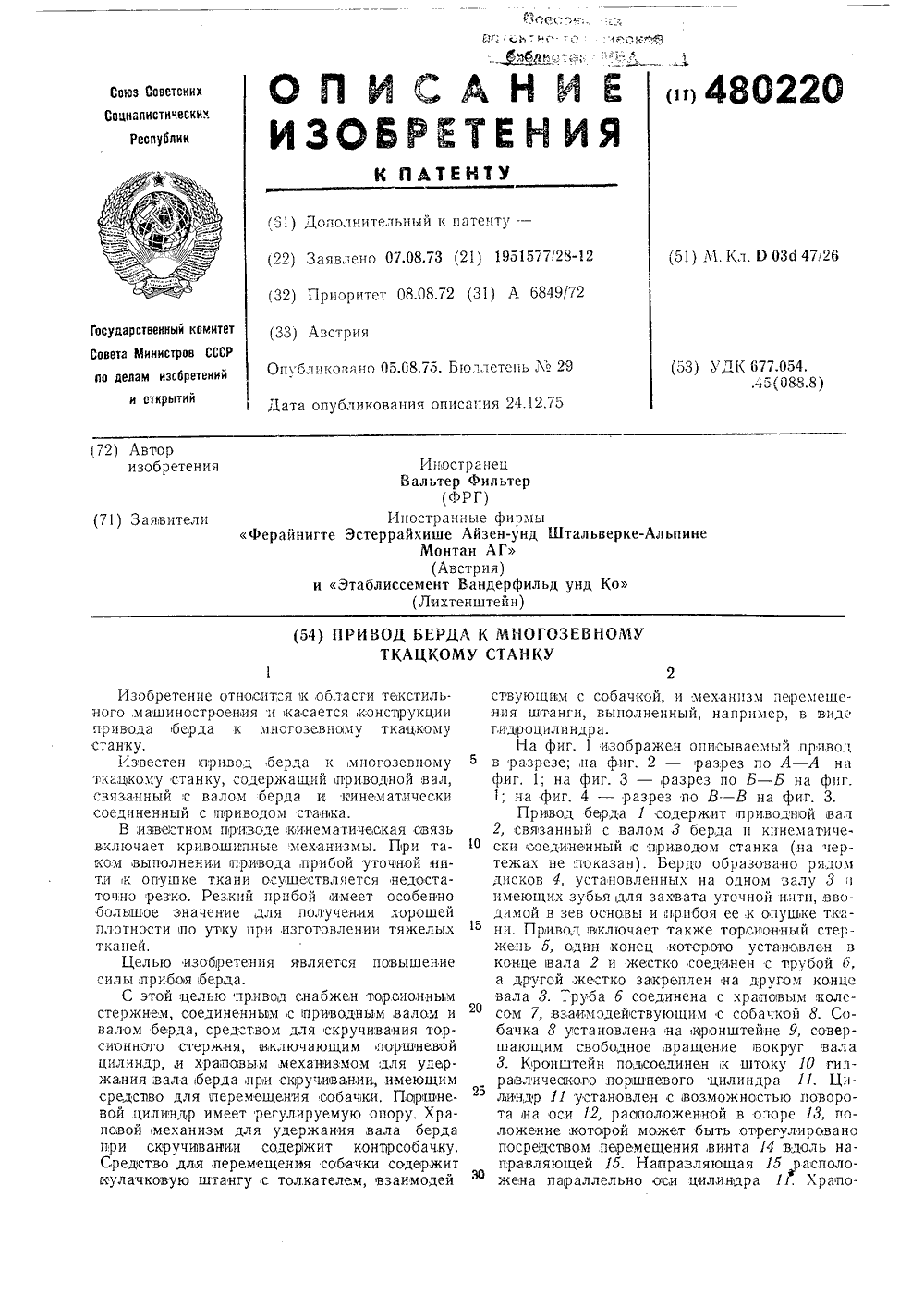
Привод берда к многозевному ткацкому станку
Номер патента: 480220
Опубликовано: 05.08.1975
Автор: Вальтер
МПК: D03D 47/26
Метки: берда, многозевному, привод, станку, ткацкому
...рааположенной в опоре 13, положение,которой может быть огрегулированопосредством перемещения,винта 14 вдоль направляющей 15. Направляющая 15 расположена параллельно оси цилиндра 11, Храповик 7, собачка 8 и управляющий ими .поршневой цилиндр 11 образуют ередство для скру. чивания торсионного стеркня,Привод содержит также храповой меланизм для удержания, вала 3 бернда при скру. чиванни. Храпэзой механизм содержит хра. повое колесо 1 б и сооачку 17 и имеет "редство,для неперемещения собачки. Последнее вклю. чает кулачковую штангу 18 с толкателем 19, взаимодейспвующим с собачкой 17, и механизм перемещения штанги 18. Собачка 17 подпружинена пружиной 20, регулируемой посредством винта 21. Для избежания нежелательно го поворота вала 3 берда...
Гидравлический привод протяжного станка

Номер патента: 278364
Опубликовано: 01.01.1970
Авторы: Жилинский, Кутай, Терентьев
МПК: F15B 15/02
Метки: гидравлический, привод, протяжного, станка
...с помощью перемещения следящего золотника 7, встроенного в насос 1, и лопастного на соса 8 с напорным золотником 9. В зависимости от величины нагрузки подпружиненный шток 10 чувствительного элемента 11 вводит в корректирующее звено 12 импульс, пропорциональный изменению давления в системе.10 Выход корректирующего звена 12 через тягуИ соединяется со следящим золотником 7, Насос 1 подает масло под давлением в соответствующую полость силового гидроцилиндра 4, со штоком цилиндра соединена каретка 15 6, к которой крепится протяжка. Во времяраоочего хода каретки масло от насоса 1 по трубопроводу 2 подается в верхнюю полость гидроцилиндра 4. Из нижней полости масло через трубопровод 3 отводится к всасываю щему патрубку насоса 1, а излишек...
Привод ткацкого станка

Номер патента: 1461785
Опубликовано: 28.02.1989
Авторы: Вороничев, Востриков, Шебаршин
МПК: D03D 51/08
Метки: привод, станка, ткацкого
...и наступает момент, когда напряжение задания задатчика 30 скорости становится равным напряжению датчика 12 скорости, а затем разность напряжения задания и датчика 12 скорости меняет знак.Изменение знака разности вызывает срабатывание компаратора 31 и на его выходе появляется логическая 1. Сигнал 1 с выхода компаратора 31 устанавливает в состояние логическойтриггер 23. Сигнал 1 с выхода триггера 23 устанавливает в состояние логического О триггеры 24 и 25. Сигнал О с выхода триггера 24 запрещает прохождение сигналов через элемент И 39, сигнал О с выхода триггера 25 через элемент ИЛИ 40 с помощью ключа 29 отключает тормозную обмотку 11 муфты 4. Хотя с выхода триггера 25 на вход элемента ИЛИ 34 поступает сигнал О, ключ 27 остается...
Гидравлическое устройство для бесступенчатого регулирования скоростей привода металлорежущих станков

Номер патента: 71720
Опубликовано: 01.01.1948
Автор: Орловский
МПК: B23Q 5/06
Метки: бесступенчатого, гидравлическое, металлорежущих, привода, скоростей, станков
...скорости результативного вала. При этом средним между ними положениям сердечника будут соответствовать средние скорости вращения результативного вала,Описанные случаи получения различных скоростей на результативном валу механизма возможны при отсутствии на нем нагрузки. Для обеспечения получения на результативном валу требующейся скорости вне зависимости от величины преодолеваемого им сопротивления служит стабилизатор скоростей, показаннь:й в нижней части схемы.Полуось 27 диференциала 28 можно соединить с помощью шестерен 23 и 24 с результативным валом основного механизма образования скоростей так, чтобы вращением результативного вала сердечник регулятора71720 з 1 з 79 коронной шестерней диференциала 28 поворачивался в сторону,...
Блок-приставка для привода подач станков

Номер патента: 306611
Опубликовано: 01.01.1971
Автор: Иностранец
МПК: B23Q 1/30
Метки: блок-приставка, подач, привода, станков
...2 и Бкл 0 снисм мх фт 11 13,связывая)щсн солне ихо шсстсршо 8 с неподви)кным корнхсом 1 Орооки 2. В резулыагсначинает работать планетарная передача, ивыходной Ба, 9 получает рабо уго скорость.Сила прижатия дисков муфты 13 опрсдслястс 51 силОЙ П 2 жати 51 пружин 18, КО 1 Оран рсГулирустся винтом 19, Таки)1 образом, сеть БозъОжность изх 1 с 1 ени 51 максиъ 1 ально 0 крх"5 нцсго момента, передаваемого коробкой при рабочеЙ скороеи, причем возможность, никак нссвязанная с регулированием давления Б гидросистеме блок-приставки,Согласно варианту коробки, изображенному на фиг. 2, обе муфты 12 и 3 размещеныпо одну сторону от фланца 11 1 не псрсмсцающсгося в этом случае в осевом нанравлппи), по но обе стороны от подвижного фланца 20, играющего...
Предыдущий патент: Устройство для обработки труб
Следующий патент: Штамп для резки листового материала
Случайный патент: Способ определения степени загрязненности радиаторных секций системы охлаждения тепловозного дизеля