Система управления приводом летучих ножниц
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 980969
Авторы: Прудков, Пружанский, Соседка, Ткаленко, Ферлудин
Текст
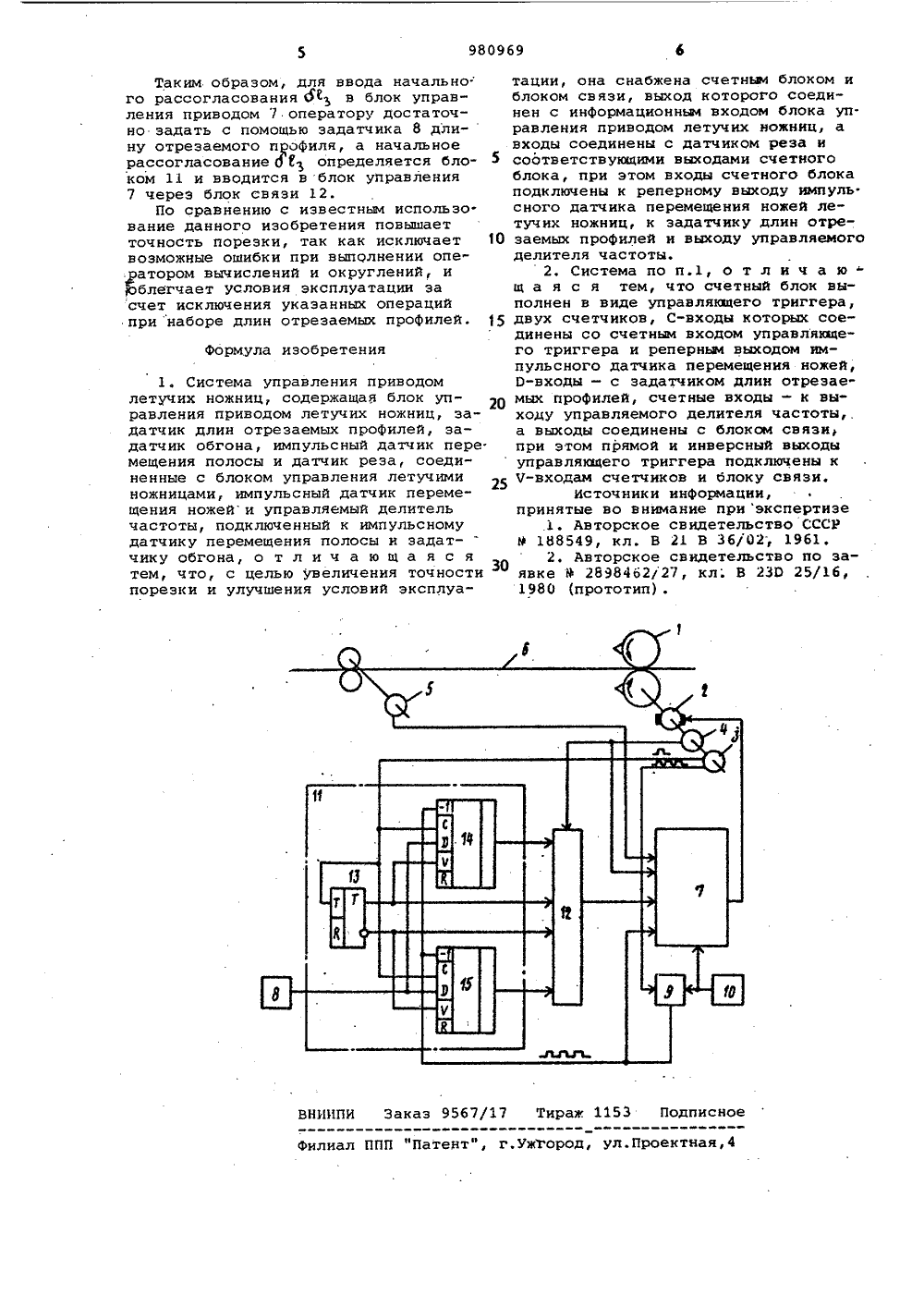
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоеетскикСоциалистическихРеспублик п 11980969(23) ПриоритетОпубликовано 1 Ы 282., Бюллетень Йо 46Дата опубликования описания 1 Ы 282 ИМ Кл з В 23 Р 25/16 Гасударственный комитет СССР по дедам изобретений и открытий(72) Авторы изобретенияГосударственный проектный институт Й 1 екжрртяжхиМпроект.(54) СИСТЕМА УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ Изобретение относится к автоматизации прокатного.производства и может.быть, использовано для управления ле-тучими ножницами профилегибочных агрегатов и прокатных станов,Известна система, реализукщая известный способ управления следящимприводом летучйх ножниц, содержащаяблок управления приводом летучих ножниц с регулятором скорости и положения ножей, импульсный датчик перемещения ножей летучих ножниц, датчикреза, датчик скорости полосы, импульсный датчик перемещения полосы и задатчик длин отрезаемых профилей 11).Недостатком данной системы является то, что оно не обеспечивает возможность регулируемого обгона полосыножами летучих ножниц в зоне реза,что ухудшает качество реза профилей.Наиболее близка к изобретению система управления приводом летучих нож"ниц, содержащая блок управления приводом летучих ножниц, задатчик длинотрезаемых профилей, задатчик обгона,импульсный датчик перемещения полосыи датчик реза, соединенные с блокомуправления летучими ножницами, импульсный датчик перемещения ножей, иуправляемый делитель частоты, подклю. ченный к импульсному датчику перемещения ножей и к задатчику обгона 12) .Недостатком этой системы являетсято, что возможные ошибки при вычислении и погрешность округлений могутдать суммарную погрешность, котораяприводит к неправильному вводу величины рассогласования д:в систему управления, что в свою очередь, вызывает систематическую ошибку в длинахотрезаемых профилей. Кроме того, выполнение арифметических операций затрудняет работу оператора при задании длин отрезаемых профилей. Этоособенно сказывается, когда коррекция длин производится без остановкиагрегата.Цель изобретения - повышение точности порезки и улучшение условийэксплуатации.Поставленная цель достигается тем,что оистема управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, задат чик длин отреэаемых профилей, задатчик обгона, импульсный датчик перемещения полосы и датчик реза, соединенные с блоком управления летучиминожницами, импульсный датчик переме щения ножей и, управляемый делительчастоты, подключенный к импульсномудатчику перемещения полосы и к задатчику обгона, снабжена счетным блокоми блоком связи, выход которого соединен с информационным входом блока управления приводом летучих ножниц, а 5входы соединены с датчиком реза и соответствующими выходами счетного,блока, при этом входы счетного блокаподключены к реперному выходу импульсного датчика перемещения ножей лету чих ножниц, к задатчику длин отрезаемых профилей и к выходу управляемогоделителя частот,При этом счетный блок может бытьвыполнен в виде управляющего триггера, двух счетчиков, С - входы которыхсоединены со счетным входом управляющего триггера и с реперным выходомимпульсного датчика перемещения ножей,0 - входы - с задатчиком длин отрезаемых профилей, счетные входы - свыходом управляемого делителя частоты, а выходы соединены с блоком связи, при этом прямой и инверсный выхоцы управляющего триггера подключе"ны к Ч-входам счетчиков и к блоку,связи,На чертеже изображена функциональная схема системы управления приводом летучих ножниц.Система содержит летучие ножницы1 с приводом 2, импульсный датчик 3перемещения ножей летучих ножницдатчик 4 реза, импульсный датчик 5перемещения полосы б, блок 7 управления приводом летучих ножниц, задатчик 35длин 8 отрезаемых профилей, управляемый делитель частоты 9 с задатчикомобгона 10, счетный блок 11 и блок 12связи, Выход блока 12 соединен с инФормационным входом блока 7, а вхо Оды соединены с датчиком 4 и соответствующими выходами счетного блока 11,при этом первый, второй и третий входы счетного блока 11 соединены соот"ветственно с реперным выходом датчика 3, задатчиком длины 8 и выходомуправляемого делителя частоты 9, входы которого соединены с импульснымвыходом датчика 3 и выходом задатчика обгона 10,5 ОСчетный блок 11 содержит управляющий триггер 13 и два счетчика 14 и 15,С - входы которых соединены с первымвходом счетного блока 11 и счетнымвходом триггера 13, Р - входы соединены со вторым;входом счетного блока11, счетные входы - с третьим входомсчетного блока 11, а выходы соединены с выходами счетного блока 11, приэтом прямой и инверсный выходы управляющего триггера 13 подключены к Ч- бОвходам счетчиков 14 и 15 и к выходамсчетного блока 11.Система работает следующим образом,При каждом резе начальное рассогласование д 1 ъ вводится в блок 7, ко" б 5 торый после реза снижает скорость летучих ножниц. Перед следующим резомскорость летучих ножниц повышаетсяблоком 7 до величины Д ив ее тЧоН Кгде Ч - скорость ножей;Ч - скорость полосы;К., - коэффициент, который в из вестных делителях частотыопределяется по формулепли+Т,где и, - число, выбираемое оператором;и " емкость счетчика управляемого делителя частоты.От реза к резу блок 7, фиксируятекущее рассогласование между положением ножей летучих ножниц и метом реза на полосе, управляет изменениемскорости ножей так, чтобы перед резом,рассогласование .было отработанодо нуля, а скорость ножей соответствовала бы ЧнЗадатчиком 8 оператор задает длинуотрезаемого профиля 1 И . В момент,когда датчик 3 выдает очередной импульс с реперного выхода, триггер 13изменяет свое состояние, Допустим,что на его прямом выходе устанавливается сигнал 1, В этом случае посигналу с реперного выхода датчика 3на С-вход счетчика, 14 длина 0 и вводится в этот счетчик. По мере движения ножей летучих ножниц 1 на вычитаю.щий вход счетчика 14 поступают импульсы от управляемого делителя частоты 9. К моменту появления второго импульса с реперного выхода датчика 3,что означает, что ножи летучих ножниц сделали полный оборот, с выходаделителя частоты 9 на вычитающий входсчетчика 14 поступают импульсы, число которых соответствуют К Гн , где- длина окружности вращейия ножей. Следовательно, в счетчике 14фиксируется величина К 8 согласно Формуле ДР = я -КОи . Второй импульс с реперйого выхода датчика 3также переводит управляющий триггер13 в противоположное состояние, Приэтом запрещается работа счетчика 14и разрешается работа счетчика 15, вкоторый вводится длина 8 и импульсы начинают поступать от управляемого делителя частоты 9.При схождении ножей летучих ножницпоступает импульс от датчика реза 4на вход блока связи 12 и происходитввод числа, записанного в счетчике14 в блок управления приводом 7 через его информационный вход,В следующем цикле работа системыаналогична, только запись д 8 в блокуправления 7 происходит из счетчика 15980969 Формула изобретения Заказ 9567/17 Тираж 11 писное Филиал ППП "Патент", г.ужгород, ул.Проектн Таким образом, для ввода начально го рассогласования Ф в блок управления приводом 7 оператору достаточно задать с помощью задатчика 8 длину отрезаемого профиля, а начальное рассогласование о 8 определяется блоком 11 и вводится в блок управления 7 через блок связи 12.По сравнению с известньм использование данного изобретения повышает точность порезки, так как исключает возможные ошибки при выполнении опеатором вычислений и округлений, и блегчает условия эксплуатации за счет исключения укаэанных операций при наборе длин отрезаемых профилей. 1. Система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, задатчик длин отрезаемых профилей, задатчик обгона, импульсный датчик пере мещения полосы и датчик реза, соединенные с блоком управления летучими ножницами, импульсный датчик перемещения ножей и управляемый делитель частоты, подключенный к импульсному датчику перемещения полосы и задат чику обгона, отличающаяся тем, что, с целью увеличения точности порезки и улучшения условий эксплуатации, она снабжена счетньи блоком иблоком связи, выход которого соединен с информационньач входом блока управления приводом летучих ножниц, авходы соединены с датчиком реза и5 соответствующими выходами счетногоблока, при этом входы счетного блокаподключены к реперному выходу импуль.сного датчика перемещения ножей летучих ножниц, к задатчику длин отре 10 заемых профилей и выходу управляемогоделителя частоты.2, Система по п.1, о т л и ч а ющ а я с я тем, что счетный блок выполнен в виде управляющего триггера,15 двух счетчиков, С-входы которых соединены со счетным входом управляющего триггера и реперньи выходом импульсного датчика перемещения ножей,Р-входы - с задатчиком длин отреэае 2 О мых профилей, счетные входы - к выходу управляемого делителя частоты,а выходы соединены с блоком связи,при этом прямой и инверсный выходыуправляющего триггера подключены к25 Ч-входам счетчиков и блоку связи.источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРМ 188549, кл. В 21 В 36/02; 1961,2. Авторское свидетельство по заявке В 2898462/27, кл; В 23 Р 25/16,1980 (прототип).
СмотретьЗаявка
3243009, 05.02.1981
ГОСУДАРСТВЕННЫЙ ПРОЕКТНЫЙ ИНСТИТУТ "ЭЛЕКТРОТЯЖХИМПРОЕКТ"
ПРУЖАНСКИЙ ДАВИД ИСААКОВИЧ, ТКАЛЕНКО ВИКТОР ГЕОРГИЕВИЧ, ФЕРЛУДИН ВЛАДИМИР МИХАЙЛОВИЧ, ПРУДКОВ МАРК ЛЬВОВИЧ, СОСЕДКА ВИЛИЙ ЛУКИЧ
МПК / Метки
МПК: B23D 25/16
Метки: летучих, ножниц, приводом
Опубликовано: 15.12.1982
Код ссылки
<a href="https://patents.su/3-980969-sistema-upravleniya-privodom-letuchikh-nozhnic.html" target="_blank" rel="follow" title="База патентов СССР">Система управления приводом летучих ножниц</a>
Система управления приводом летучих ножниц

Номер патента: 657410
Опубликовано: 15.04.1979
Автор: Прудков
МПК: G05B 15/02
Метки: летучих, ножниц, приводом
...формирования сигналауправления. Путь перемещений ножейизмеряется датчиком 3 перемещения ножей, который подключен со знаком "+"36 ко входу регулятора 12 перемещения ножей блока 11 формирования сигнала управления,Выход регулятора 12 перемещенияножей подключен ко входу регулятораМ 13 скорости ножей и задает последнемувеличину перепада частоты вращения ВО)привода 2 для отработки рассогласования Ю , введенного от датчика 9 мерной длины.Ко входам регулятора 13 скоростиножей подключены также задающий сигнал датчика 8 скорости проката и сигнал отрицательной обратной связи датчика 4 скорости ножей. Датчик 8 скорос-ти проката задает скорость ножей сОсинхронную со скоростью проката в зоне реза,Функциональные блоки 15-21 обеспечивают ограничение...
Система управления приводом летучих ножниц

Номер патента: 746418
Опубликовано: 05.07.1980
Автор: Прудков
МПК: G05B 15/02
Метки: летучих, ножниц, приводом
...летучих ножниц 1 эа цикл реза. Путь перемещения проката б измеряется датчиком 7, который подключен по схеме отрицательной обратнойсвязи по входу счетчика 11, Путьперемещения ножей измеряется датчиком 3, который подключен со знаком+ ко входу счетчика 11, Выходсчетчика 11 через преобразователь12, функциональный преобразователь13 параболического типа, обеспечивающий без перерегулирования отработку заданного рассогласования ЬГ, изадатчик ускорения 14 подключен ковходу регулятора скорости 15 и задает последнему величину перепадачастоты вращения ь привода 2 для 15 обработки рассогласования д 1 . Задатчик ускорения 14 определяет на входе регулятора скорости 15 темп изменейия частоты вращения д или ускорение привода 2. На входы регулятора 20...
Система управления приводом летучих ножниц

Номер патента: 889416
Опубликовано: 15.12.1981
Авторы: Пружанский, Ткаленко, Ферлудин
МПК: B25D 25/16
Метки: летучих, ножниц, приводом
...цены импульса датчика 3, синхронизатор 21 импульсов датчиков 3 и 6, обеспечиваюс щий разцелецие во вр.меци импульсов)поступающих на реверс ивцый счетчик 22,преобразователь 23 код-аналог со зцакопеременным выходом, узел управления24 с задатчиком длины профилей, преобразователь 25 с устройством автоматического регулирования приводом,К блокам 7 и 8 взамен импульсныхдатчиков 3 и 6 могут быть подключеныимитаторы работы соответственно летучих ножниц и следящих роликов.Система работает следующим образом,Датчики импульсов 3 и 6 на одиноборот вала выдают с импульсного выхода определенное число импульсов, Одиноборот вала каждого датчика фиксируется импульсом с его расперного выхода. В связи с этим, для ряда узлов блока 7 известно число...
Система управления приводом летучих ножниц

Номер патента: 1260121
Опубликовано: 30.09.1986
Авторы: Бонгард, Мовчан, Розов, Руденко, Холодный
МПК: B21B 35/02, B23D 36/00
Метки: летучих, ножниц, приводом
...при этом равно величине заданного рассогласования длины Ьюии(1) где Ь - заданная мерная длина разрезаемого проката 5;- минимальная длина отрезаемогомкпроката, равная периметру траектории ножей ножниц 1 в цикле порезки,Величина Ь подается с выхода третьего счетчика 20 на второй вход кодового дискриминатора 23, на первый вход которого с выхода задатчика 14 мерных длин подается также величинаВ результате этого на выходе кодового дискриминатора 23 сигнал равен нулю, а ключ 24 закрыт. При этом сигнал 1, на выходе первого умножителя 15 частоты равен нулю и, соответственно, также равны нулю сигналы П и Г на выходах преобразователя 22 частота - напряжение и третьего умножителя 17 частоты, являющихся выходами блока 13 оптимального...
Система управления приводом летучих ножниц

Номер патента: 1523269
Опубликовано: 23.11.1989
Авторы: Бонгард, Голосий, Мовчан, Нихамин, Розов, Руденко, Холодный
МПК: B23D 36/00
Метки: летучих, ножниц, приводом
...запирая ключ 11 и отпирая ключи 12 и 17.Импульсы частоты 1 с вьхода датчика 8 перемещения проката на делителе 21 частоты преобразуются в частоту1формируется цифровым функциональнымпреобразователем 16 по коду Л 1. в соответствии с выражением1. Л 1.+1.- 1.,(10)При открывании ключа 17 импульсы частоты 11 начинают поступать на счетчик 19,выходной код которого (второй выход) пропорционален относительной длине г, проката,вышедшего за линию реза, в соответствиис формулой (6)Ы,=Р, 11= - Х 1 г 11= -- " 11= - , (11)ККЬ К,а 1." 11 К Кгде К - коэффициент проорциональностимежду частотой 1 следования иммульсов на выходе датчика 8перемещения проката и скоростьюпроката 5,При этом на инверсных выходах разрядов двоичного счетчика 19 (первый...
Предыдущий патент: Ножницы для резки металла
Следующий патент: Переносное устройство для термической резки труб
Случайный патент: Колосниковая решетка