Способ регулирования процесса электрошлаковой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
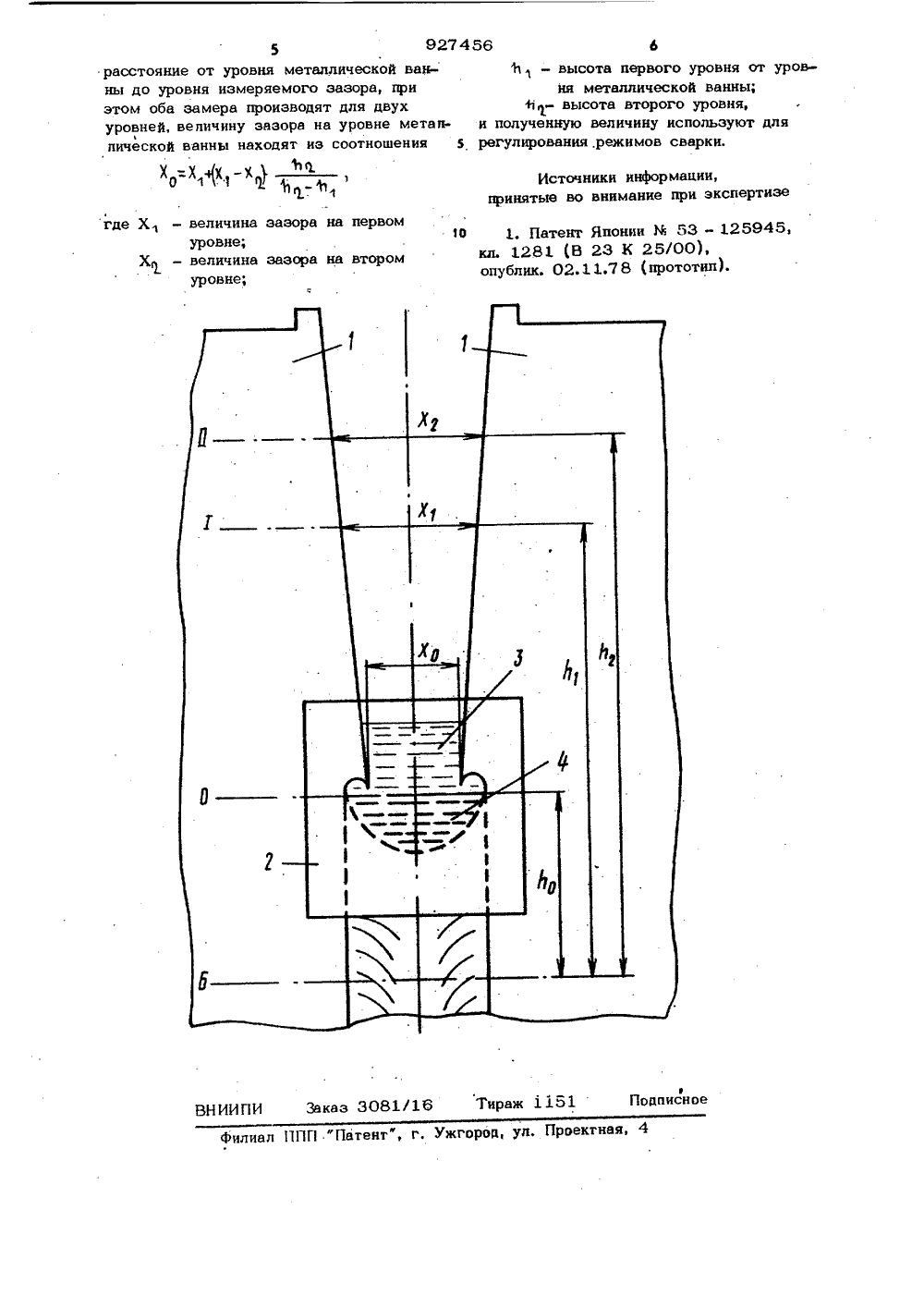
ОП РеСАНИЕ 927456ИЗЬБРЕТЕ Н ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскнкСоциалнстмческкиРеспублкк(23) ПриоритетОпубликовано 15.05.82. Бюллетень М 18Дата опубликования описания 17.05.82 И 5). (л, В 23 К 25/00 Гооударстеоаый комитет оо делан нэобретеннй н открыткй(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРОШЛАКОВОГСВАРКИ дефортруктурны зации яется в ых нагр ями при ст ллзова яжело ковой сварке, и может быть испоЭ но в отраслях энергетического, т го и химического машиностроения.Известен способ регулирования электрошлаковой сварки, по которому ширину зазора измеряют перед электродом, то есть выше токоподводящих мундштуков, посредством датчика, перемещаемогопроцессе сварки одновременно со сваочной головкой, а при изменении зазора регулируют параметры сварки, например скорость сварки 1.Недостатком известного способа является значителлная погрешность определе ния зазора в зоне сварки через. измерение зазора и месте, удаленном от зоны сварки, Погрешность зависит от непараллеллности кромок стыка соединенных сваркой заготовок и непостоянна в течение процесса сварки как по величине, так и по знаку, посколлку величина непараллеллности кромок, кроме заданной сборочным ея. в Р ширинудичин и элек зора о аннырасстоны до томуровней, опредьЪ 1ф(,-"Ы и -,Изобретение относится к сварочному оизводству, в частности к электрошл азором, измен следствиемаций, вызванн евом и сми превращени кри аллиметалла шва,Целью изобретения является уние качества сварных соединенийповышения точности регулированиУказанная цель достигаетсячто согласно способу регулировацесса электрошлаковой сварки, з1 Очающемуся в том, что измеряютзазора перед электродом и по везазора изменяют скорость подачтрода и напряжение, величину заделяют на уровне металлическойдля чего дополнительно измеряют5яние от уровня металлической вауровня измеряемого зазора, приоба замера производят для двухйа величину зазора в зоне сваркиляют из соотношенияХ,1-Х, Х,1 -Х Х,=хДх-х )9. 3 9274где Х 1 - величина зазора на первом уровне;- величина зазора на второмуровне;- высота первого уровня от уров 1ня металлической ванны;Ъ - высоте второго уровня.На чертеже представлено устройство,характеризующее данный способ.Способ осуществляется следующимобразом.Заготовки 1, соединяемые сваркой,устанавливают с зазором, в котороммежду формирующими ползунами 2 наводятшлаковую 3 и металлическую 4 ванны;ползуны 2 в процессе сварки перемещают вверх и измеряют зазор Х., на уровне 1, а также высоту:И, этого уровняотносительно уровня металлической ванны (нулевой уровень). Такие же измерения производят для уровня П, то есть,получают величину зазора Х 1 и высотуЪ) для уровня,При прямолинейных кромкех стыкацля трех уровней О, 1 и П относительно произвольного базового уровня - Б,расположенного не выше уровня металлической ванны на расстоянии от него,иэ геометрического подобия справедливо Откуда, принимая нулевой уровень забазовый, т.е. Ъо = 0 определяют поуказанным измерениям где Хо - величина зазора на уровнеметаллической ванны.По величине зазора Хо регулируют скорость подачи электрода и напряжение сварки.П р и м е р. Для сварки с регулированиэм процесса берут заготовки тол- ф шиной 7 5 мм и устанавливают их с зазором 28+ 2 м на длине сварочного стыка 4500 мм. В процессе периодически измеряют зазор на уровнях 250 и 350 мм от уровня металлической ванны. 50 Замеры производят простейшими измерительными инструментами (штангенциркуль, масштабная линейка), а уровень металлической ванны определяют металличес ким щупом, кратковременно опускаемым в 55В первой половине шва для одного из замеров при Х 1 = 32 мм, Х = 34 мм 56 4(расходящийся зазор) получаем Х О 1 =27 мм.Во второй половине шва для 1. -того замера при Х= 30 мм, Х и =29 мм (сходящийся зазор) получают Х = .32,5 мм.01В первом случае снижают скроость сварки посредством уменьшения скорости подачи электрода пропорционально сужению зазора и повышают напряжение сварки в соответствии с уменьшением зазора;Во втором случае снижают скорость сварки увеличением скорости подачи электрода и снижают напряжение сварки. В результате скорость сварки после каждой корректировки приводят к постоянной.величине, что вместе с корректировкой напряжения сварки обеспечивает стабилизацию проплава кромок и условий кристаллизации металла шва.Технический эффект от использования предлагаемого изобретения заключается в повышении качества сварки посредством повышения точности регулирования процесса со стабилизацией проплава кромок свериваемых,деталей и условий кристаллизации; кроме того эффект проявляется в облегчении работы оператора сварки в части контроля эа уровнем ванны, поскольку при постоянной скорости сварки равномерное перемещение сварочной головки и формирующих ползунов с той же скоростью вверх исключает вытекание металлической ванны через нижний край и переливение шлаковой ванны через верхний край полэуне.Экономический эффект от использования предлагаемого способа только за счет снижения затрат не исправление брака составляет примерно 10% от стоимости наплавпенного металла сварных соединений. фор мула изобретения1 Способ регулирования процесса электрошлаковой сварки, согласно которому измеряют ширину зазора между свариваемыми кромками, по его величине изменяют скорость подачи электрода и напряжение, причем замер производят перед электродом, о т л и ч а ю щ и й с я тем что с цельюулучшения качества сварных соединений путем повышения тоточности регулирования, определяют величину зазора на уровне металлической ванны для чего дополнительно измеряют927456 расстояние от уровня металлической ванны до уровня измеряемого зазора, приэтом оба замера производят для двухуровней, величину зазора на уровне металлической ванны находят из соотношения 5 Х =Хе(х,-хО 1.1 )л 1 О 1. Патент Японии М 53 - 125945, кл. 1281 В 23 К 2 ИОО), опублик. 02.11.78 (прототип). ВНИИПИ Заказ 3081/16 Тираж 1151 Подписно ороа, ул. Проектная Филиал ППП "Патент", г. где Х - величина зазора на первомуровне;Х) - величина зазора на второмуровне;с И - высота первого уровня от уровня металлической ванны; й- высота второго уровня,и полученную величину используют для регулирования, режимов сварки.Источники информации,принятые во внимание при экспертизе
СмотретьЗаявка
2972473, 18.08.1980
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ "ЦНИИТМАШ"
ТРОФИМОВ НИКОЛАЙ МИХАЙЛОВИЧ, САПИРО ВЛАДИМИР БОРИСОВИЧ, РОЩИН МАКСИМ БОРИСОВИЧ, СИДОРОВ ВИКТОР ВЛАДИМИРОВИЧ, МАЛАЙ АЛЕКСАНДР ЕВСТАФЬЕВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: процесса, сварки, электрошлаковой
Опубликовано: 15.05.1982
Код ссылки
<a href="https://patents.su/3-927456-sposob-regulirovaniya-processa-ehlektroshlakovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса электрошлаковой сварки</a>
Устройство для контроля уровня металлической ванны

Номер патента: 969485
Опубликовано: 30.10.1982
Авторы: Джансыз, Ивон, Михеенко, Попов, Секачев, Шейко
МПК: B23K 25/00
Метки: ванны, металлической, уровня
...ванны, вольтметр Ч показывает ве 10 15 20 25 30 35 40 45 Практически время срабатывания исполнительного механизма не превышает 2 с., а скорость сварки (выплавки) - 15 м/ч, следовательно, толщина колец-экранов, достаточная для четкой работы устройства, может быть 9 мм и менее. В общем случае толщину колец-экранов можно выбирать из условия ЫЧ 1где Ь - толщина кольца-экрана, мм;Ч - скорость сварки (выплавки), мм/с- время срабатывания исполнительного механизма, с,В настоящее время неизвестен электрический изоляционный материал, который может длительное время выдерживать воздействие высоких температур (до 2500 С) и химически активных сред, состоящих из фтористых и хлористых соединений,чем является жидкая шлаковая ванна. 50 55 Но...
Способ контроля уровня металлической ванны при электрошлаковой сварке

Номер патента: 998059
Опубликовано: 23.02.1983
Авторы: Карпова, Леонтьев, Рощин, Сапиро, Трофимов, Фомин
МПК: B23K 25/00
Метки: ванны, металлической, сварке, уровня, электрошлаковой
...источника10. Между выходом источника 9 сварочного тока и центральным электро"дом 5 установлено сопротивление 11.55Устройство работает следующим образом,Цикл работы устройства задаетсяпереключателем цикла с периодом ТС окончанием импульса тока на цент" бОральном электроде 5, переключатель8 устанавливается: в положение, показанное на фиг, 1, и источник 9 сварочного тока оказывается подключенным к периферийным электродам б. Этот 65щ Чсвгде Гш - сечение стыка, м 2Ч - скЬрость снарки, м/с,(3) момент отражается точкой 12 на циклограмме центрального электрода 5 (фиг. 2) и характеризуется определенным положением всех трех электродов, торцы которых нахоцятся в средней части шлаковой ванны 1. С момента 12 скорость плавления центрального...
Способ контроля уровня металлической ванны при электрошлаковом процессе

Номер патента: 1217609
Опубликовано: 15.03.1986
Авторы: Бурдыкин, Камбаров, Покровский, Рабинович, Ситников, Шалаев
МПК: B23K 25/00
Метки: ванны, металлической, процессе, уровня, электрошлаковом
...не срабатывает.Установлено, что при применениивольфрамового неохлаждаемого щупашлаковый гарнисаж не образуется,но в этом слечае наблюдается срабатывание устройства на большомудалении щупа от металла (на шлаке),чем затрудняется точный контрольуровня металлической ванны. В этомслучае, когда устройство служитсигнализатором окончания заполнения сварочного зазора, такой недостаток приводит к недовару (к браку)Если щуп не срабатывает (при зашлаковке), происходит перевар, требуюший дополнительную трудоемкость намеханическую обработку и дополнительный присадочный металл.Цель. изобретения - повышение надежности контроля уровня металлической ванны при электрошлаковом процессе,Поставленная цель достигаетсятем, что в качестве контрольногосигнала...
Устройство для контроля уровня металлической ванны при электрошлаковом переплаве

Номер патента: 496813
Опубликовано: 30.12.1982
Авторы: Кумыш, Маринский, Медовар, Сагань, Сердюкова, Шевцов
МПК: C21C 5/56
Метки: ванны, металлической, переплаве, уровня, электрошлаковом
...состоит из вставляемого встенку кристаллизатора 1 водоохлаждаемого корпуса 2 с каналом 3, открытым в сторону плавильного пространства, В этом канале установленбатарейный датчик 4 теплового пото"ка. Канал 3 в корпусе, по которомуформула изобретения 2, Устройство по и. 1, о т- л и ч а ю щ е е с я тем, что расширение канала выполнено ступенчатым,каз 10865/12 Тира Подписное НИИП ектная 4 илиал ППП "Патент", г, Ужгород 349681лучистый поток от боковой поверхности шлаковой ванны или слитка проникает к датчику, выполнен расширяющимся от диаметра 2-3 мм со стороны плавильного пространства до размера5датчика теплового потока.Предлагаемое устройство работаетследующим образом,При подъеме шлаковой ванны 5 настенке кристаллизатора 1 образуетсякорочка...
Устройство для контроля величины зазоров между свариваемыми деталями при контактной точечной сварке

Номер патента: 1156877
Опубликовано: 23.05.1985
Авторы: Вишняков, Серегин, Храмовский, Царьков, Чакалев, Чулошников
МПК: B23K 11/24
Метки: величины, деталями, зазоров, контактной, между, свариваемыми, сварке, точечной
...перемещение верхнего электрода сварочной машины в дискретные рр электрические импульсы, блок 2 измерения, выполненный по схеме счетчика электрических импульсов, блок формирования сигнала касания верхнего электрода с деталью, состоящий из 25 датчика 3, определяющего момент закрытия зазоров между свариваемыми деталями и блока 4 запуска, датчик 5, определяющий момент касания верхнего электрода сварочной машины поверхности детали, блок 6 сравнения измеренной и допускаемой величины зазоров, блок 7 цифровой регистрации измеренной величины зазоров, блок 8 световой и звуковой сигнализации превышения допускаемой величины зазо ров, блок 9 управления сварочным током машины.Устройство работает следующим образом.При нажатии на педаль сварочной4 О...
Предыдущий патент: Способ управления процессом электрошлаковой сварки
Следующий патент: Устройство для регулирования процесса электрошлаковой сварки
Случайный патент: Механизм ориентации устройства для загрузки и разгрузки стеллажа