Способ управления процессом электрошлаковой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 927455
Авторы: Бондаренко, Крицкий, Лычко, Музыченко, Подола, Поповский, Сущук-Слюсаренко
Текст
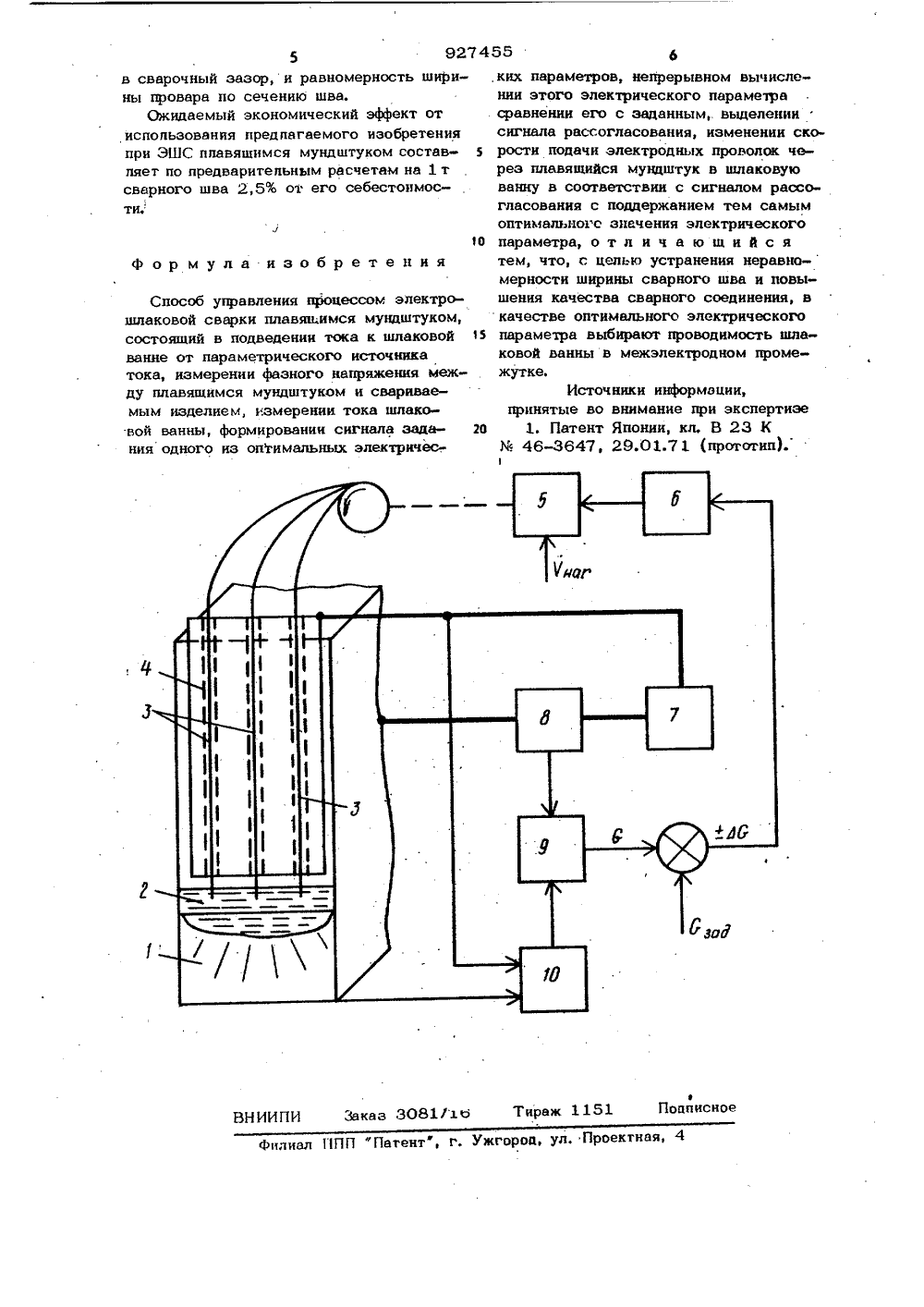
Союз СоветскикСоциалистическихРеспублик ИДИ ТЕЛЬ СТВУ ОРСКОМ) Дополнительное к авт. свид-ву2)Заявлено 30.07.80(2) 2966149/2присоединениеит заявки,йе(51)М. Кл, В 23 К 25/ рстееицй квиите СССР 3) ПриоритетОпубликовано 15,05.82, Бюллетень рте Дата опубликования описания 17.05 8 етеиий о делен К 621.791.3 (088.8) открытий Н. В, Подола, И.) Авторыизобретен и рдена Трудового КрасноЖгЗтт лектросварки им. Е. О, Пато дена Ленина и) Заявитель 54) СПОСОБ УПРА ВЛЕНИЯ ПРОЦЕССОМСВАРКИ ТРОШЛА КОВО 1 держивать постоянной длину дуги, и тесамым обеспечить заданную скоростьперехода металла электрода в сварной я к сварочному и к электрошламундштуком й различной формы обретение относ ству, в частносарке плавящим произвковойкрупнои конф аритных израции,При электрошлаковой сварке напрние на шлаковой ванне не определяе ения устройкоторыхпеременным звестн способы управговой сварки,ством дляаппарат длтоком примка тока, а однозначно место нахождетрода относительно уровталла, т.е. регупированилоки по напряжению исторяет смысл, так как неважнейшего технологичесра - заданной скоростирного шва, что существечественные характеристикдинения и технико-экономтели процесса ЭШС.Целью изобретения яв е конца эл дуговой сваняется в ка ня жидкого мее подачи провочника токатепозволяет достич кого параметнаппавпения сваве источнисварочной ли ют в скорость по оматически с изменение но снижает каи сварного соеические показа цессам ые спо д лч тран ока. е неравномерност ирины сварно а, повыш ия е динен П что сЯ и тавл достигается тем,управления процес варки плавяшименная цель о способу с глас лектр од м 1 лаков проволоки авт регу русоответствии м напряжедуги 1).Однако применительно к проэлектрошлаковой сварки известисобы не позволяют однозначно опредлить местонахождение конца электрной проволоки и шлаковой ванне припитании аппарата ЭШС от источника. При дуговой сварке зависимосгипаднапряжения на дуге от ее длины имлинейный характер, т.е. рогулироватскорости подачи проволоки в соответвии с напряжением дуги позволяет п ущук-Слюсаренко,К йцКий и А.:Д Лузь9274ся мундштуком, состоящем, в подведении тока к шлаковой ванне от источника тока, измерении фазного напряжения между плавящимся мундштуком и свариваемым изделием, измерении тока сварки, формировании сигнала задания одного из оптимальных электрическим параметров, непрерывном вычислении этого электри ческдго параметра, сравнении его с заданным, выделение сигнала рассогласо вания и измерении скорости подачи электродных проволок через плавящийся мундштук в шлаковую ванну в соответствии с сигналом рассогласования с поддержанием тем самым оптимального значе ния электрического параметра, в качестве оптимального электрического параметра выбирают проводимость шлаковой ванны в межэлектродном промежутке.Проводимость шлаковой ванны в сва рочном зазоре является параметром, однозначно определяющим местонахождение концов электродных проволок и плавящегося мундштука относительно зеркала металлической ванны, что по зволяет использовать этот параметр для управления подачей электродных проволок при питании сварочного аппарата от источника тока.На фиг. 1 представлен пример выпол нения предлагаемого способа управления процессом электрошлаковой сварки.Схема содержит свариваемое изделие 1; шлаковая ванна 2; электродная (электродные) проволока 3; плавящийся мундштук 4; привод подачи электродной проволоки (проволок) 5; усилитель мощности 6; параметрический источник тока 7; датчика тока 8; измеритель проволимости шлаковой ванны 9; датчик напряжения 10. Способ управления процессом электрошлаковой сварки осуществляется следующим образом.1)осле наведения шлаковой ванны 2 в сварочном зазоре любым иэ известных способов, привод 5 осуществляет подачу электродной проволоки 3 через плавящийся мундштук 4 с начальной скоростью и 1, . Под воздействием установленного тока от источника тока 7 электродная проволока 3 ппавится в шлаке, в результате чего образуется сварное соединение 1. Датчик тока 8 и датчик напряжения 10 получают информацию, соответственно, о токе процесса и напряжения между плавящимся мундштуком 4 и изделием и передают 55 фее в блок измерения проводимости 6 шлаковой ванны 9. Сигнал с выхода блока 9, пропорциональный реальной проводимости 6 шлаковой ванны сравнивается с сигналом пропорциональным заданной оптимальной, проводимости, после чего разность этих сигналов через усилитель 6 воздействует на начальную скорость Чпривода 5 такимОцобразом, чтобы свести разность дмежду реальной и заданной проводимостью шлаковой ванны к нулю, Поддер. жание постоянной провоцимости.шлаковой ванны в сварочном зазоре позволяет сохранить стабильной конфигурацию температурного поля в сварочном зазоре, а постоянство тока в шлаковой ванне от источника тока обеспечивает стабильность вводимой мощности в зазоре, что способствует достижению равномерной ширины проплавления кромок свариваемого изделия и повышению качества сварного соединения в целом.Предлагаемый способ управления осуществляют при электрошлаковой сварке плавящимся мундштуком деталей штамповой оснастки. Размеры шва 400 х 800 х Х 50 мм. В качестве сварной головки при-, меняют аппарат А 645, через плавящийся мундштук, размерами 350 х 1000 Х х 10 мм подают три электродных проволоки диаметром 3 мм, источник питания трансформатор ТРЮК 3000/1, включенный в трехфазную сеть напряжения 380 В по схеме Бушеро посредством дрооселей ОСУи конденсаторной батареи типа КМ-0, 38 х 6. Сварочный ток поддерживают источником тока постоянным заданным на уровне 1,5 кА, напряжение источника колеблется в диапазоне 40-50 В в зависимости от проводимости шлаковой ванны в сварочном зазоре. Энергетические параметры сварки регистрируются самопишущими приборами типа Н 370, в качестве преобразователя тока и напряжения применяются серийные блоки из прибора Н 338-4 П, в качестве измерителя проводимости шлаковой ванны - блок делителя типа ОШ 132-УЗ.Изменение скорости подачи электродных проволок по сигналу проводимости с выхода блока ОШ 132-УЗ осуществляют вручную, поддерживая проводимость в шлаковой ванне постоянной на уровне 30 ом,В процессе сварки достигается ожидаемая стабильность мощности, вводимой5 927455 в сварочный зазор, и равномерность шири- .к ны провара по сечению шва.Ожидаемый экономический эффект от ср использования предлагаемого изобретения с при ЭШС плавящимся мундштуком состав р ляет по предварительным расчетам на 1 т ре сварного шва 2,57 о о его себестоимос- ва ти, гл Ц ПИ Заказ 3081/ь Подписное ираж 115 город, ул. Проектная илиад ППП "Патент,фор мула изобретения Способ управления процессом электро- шлаковой сварки плавни.имся мундштуком, состоящий в подведении тока к шлаковой ванне от параметрического источника тока, измерении фазного напряжения между плавящимся мундштуком и свариваемым изделием, измерении тока шлаковой ванны, формировании сигнала задания одного из опгимальных электричесих параметров, непрерывном вычислении этого электрического параметраавнении его с заданным,. выделенииигнала рассогласования, изменении скоости подачи электродных проволок чез плавящийся мундштук в шлаковуюнну в соответствии с сигналом рассоасования с поддержанием тем самымоптимальногс значения электрического 1 О параметра, о т л и ч а ю щ и й с ятем, что, с целью устранения неравно-мерности ширины сварного шва и повышения качества сварного соединения, вкачестве оптимального электрического 15 параметра выбирают проводимость шлаковой ванны в межэлектродном промежутке. Источники информации,принятые во внимание при экспертизего 1. Патент Японии, кл, В 23 КМ 46-3647, 29.01.71 (прототип).1
СмотретьЗаявка
2966149, 30.07.1980
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
БОНДАРЕНКО ОЛЕГ ПЕТРОВИЧ, ПОДОЛА НИКОЛАЙ ВАСИЛЬЕВИЧ, СУЩУК-СЛЮСАРЕНКО ИГОРЬ ИВАНОВИЧ, ПОПОВСКИЙ ВАСИЛИЙ ЮРЬЕВИЧ, ЛЫЧКО ИВАН ИВАНОВИЧ, КРИЦКИЙ МИХАИЛ ВАСИЛЬЕВИЧ, МУЗЫЧЕНКО АЛЕКСАНДР ДМИТРИЕВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: процессом, сварки, электрошлаковой
Опубликовано: 15.05.1982
Код ссылки
<a href="https://patents.su/3-927455-sposob-upravleniya-processom-ehlektroshlakovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом электрошлаковой сварки</a>
Устройство для регулирования процесса дуговой сварки соединений с переменным зазором

Номер патента: 1326405
Опубликовано: 30.07.1987
Автор: Попков
МПК: B23K 9/10
Метки: дуговой, зазором, переменным, процесса, сварки, соединений
...Полученные от этих устройств сигналы суммируются в первом сумматоре 6 с сигналом задания высоты усиления шва дПолученный при этом сигнал рассог ласования передается на блок 7 управления подачей проволоки, который в зависимости от величины и знака сигнала через механизм 8 подачи электродной проволоки увеличивает или уменьшает скорость подачи проволоки 1 в сварочную дугу 2 (зону сварки) до такого значения, при котором сигнал рассогласования уменьшается до нуля,Изменение скорости подачи электродной проволоки. вызывает соответствующие изменения силы сварочного тока и напряжения на. дуге, которые Фиксируются измерителями сварочного тока 9 и сварочного напряжения 13. Сигнал об изменении силы сварочного тока поступает на второй сумматор 10, где...
Способ подготовки электродной ванны для безэлектролизного борирования

Номер патента: 1206335
Опубликовано: 23.01.1986
Авторы: Кнышев, Липинский, Сарманова, Смольников
МПК: C23C 8/42
Метки: безэлектролизного, борирования, ванны, подготовки, электродной
...количестве 8-147, отее массы, содержащей 25-30 мас.%буры, 30-35 мас.7 бора и фтористыйнатрий остальное, при этом назеркале ванны не образуется корка,Увеличение содержания буры свыше30 мас, % и бора свьппе 35 мас, 7.в составе борирующей составляющейне приводит к существенному повышению глубины борированного слоя.Уменьшение содержания буры до20 мас.% и бора до 25 мас.% в составе борирующей составляющей как иуменьшение до 57 количества последнего существенно снижает глубинуслоя, Введение в легкоплавкую смесьборирующего комплекса в количестве177. от массы легкоплавкой смесихотя и приводит к росту глубины боридного слоя, но сопровождается образованием корки на зеркале ванны,что затрудняет работу.Следовательно, решение поставленной задачи...
Способ электрошлаковой сварки плавящимся мундштуком

Номер патента: 927454
Опубликовано: 15.05.1982
Авторы: Бондаренко, Крицкий, Лычко, Подола, Поповский, Сущук-Слюсаренко
МПК: B23K 25/00
Метки: мундштуком, плавящимся, сварки, электрошлаковой
...электродные проволоки 2; шлаковая ванна 3; сварной шов 4; источник питания 5; привод подачи электродных проволок 6; блок коэффициента пропорцио иальности 7; усилитель-преобразовательОсигнала 8; преобразователь тока 9; преобразователь напряжения 10; измеритель активной мощности 11; блок коррекции скорости подачи проволок 12. 5 а Способ электрошлаковой сварки осуществляется следующим образом,После наведения шлаковой ванны 3 через каналы плавящегося мундштука 1осуществляется подача в шлаковую ванну 3 электродной проволоки 2 посредством привода 6 от усилителя-преобразо вателя 8 с постоянной начальной скоростью 1 идч, Электродная проволока 2 под воздействием тока от источника питания 5 начинает плавиться в шлаковой ванне 3, вследствие чего...
Способ электрошлаковой сварки плавящимся мундштуком

Номер патента: 450670
Опубликовано: 25.11.1974
Авторы: Брыженко, Коваль, Лелюшко, Лычко, Сущук-Слюсаренко, Хрундже, Черкашина, Шабалин
МПК: B23K 25/00
Метки: мундштуком, плавящимся, сварки, электрошлаковой
...момент подачи основных проволок при плавлении пластины мундштука; на фиг. 2 - момент подачи вспомогательных проволок (в период отсутствия плавления пластины мундштука),Металл сваривают с помощью плавящегося мундштука, в котором выполнены основные 1, 3, 5, 7 и 9 и вспомогательные 2, 4, б и 8 каналы для подачи электродной проволоки. Вспомогательные каналы расположены между основными. Расстояние между основными каналами может составлять в этом случае 300 - 400 мм, толщина пластины мундштука 15 - 20 мм.После установления электрошлакового процесса проволоку подают по основным и вспомогательным каналам поочередно следующим образом; сначала проволоку подают по основным каналам до тех пор, пока пластина мундштука, которая плавится всегда быстрее...
Способ электрошлаковой сварки плавящимся мундштуком

Номер патента: 1593851
Опубликовано: 23.09.1990
Авторы: Алексеев, Антипенко, Константинов, Нефедов
МПК: B23K 25/00
Метки: мундштуком, плавящимся, сварки, электрошлаковой
...2, с металлом шва происходит болье интенсивное охлаждение расплавленной шлаковой ванны эа счет ее сравнительно большей шощади теплового рассеивания, по сравнению с площадью теплового рас- сеивания расплавленной шлаковой ван ны на участке сплавления свариваемой кромки 10, расположенной над осью 2, с металлом шва, что приводит к уменьшению тепловложений и глубины проплавлениякромки 9, увеличению тепло" вложений и глубины проплавления кромки 10 с металлом шва, ухудшению качества сварного соединения эа счет появления дефектов в виде несплавлений и непроваров по кромке шва, расположенной под осью разделки, и, соответственно, к перегреву по границе сварного шва, расположенной над осью разделки. При сварке со смещением оси плавящегося...
Предыдущий патент: Способ электрошлаковой сварки плавящимся мундштуком
Следующий патент: Способ регулирования процесса электрошлаковой сварки
Случайный патент: Прессформа