Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 904841
Авторы: Павлов, Покровский, Суярко, Тищенко
Текст
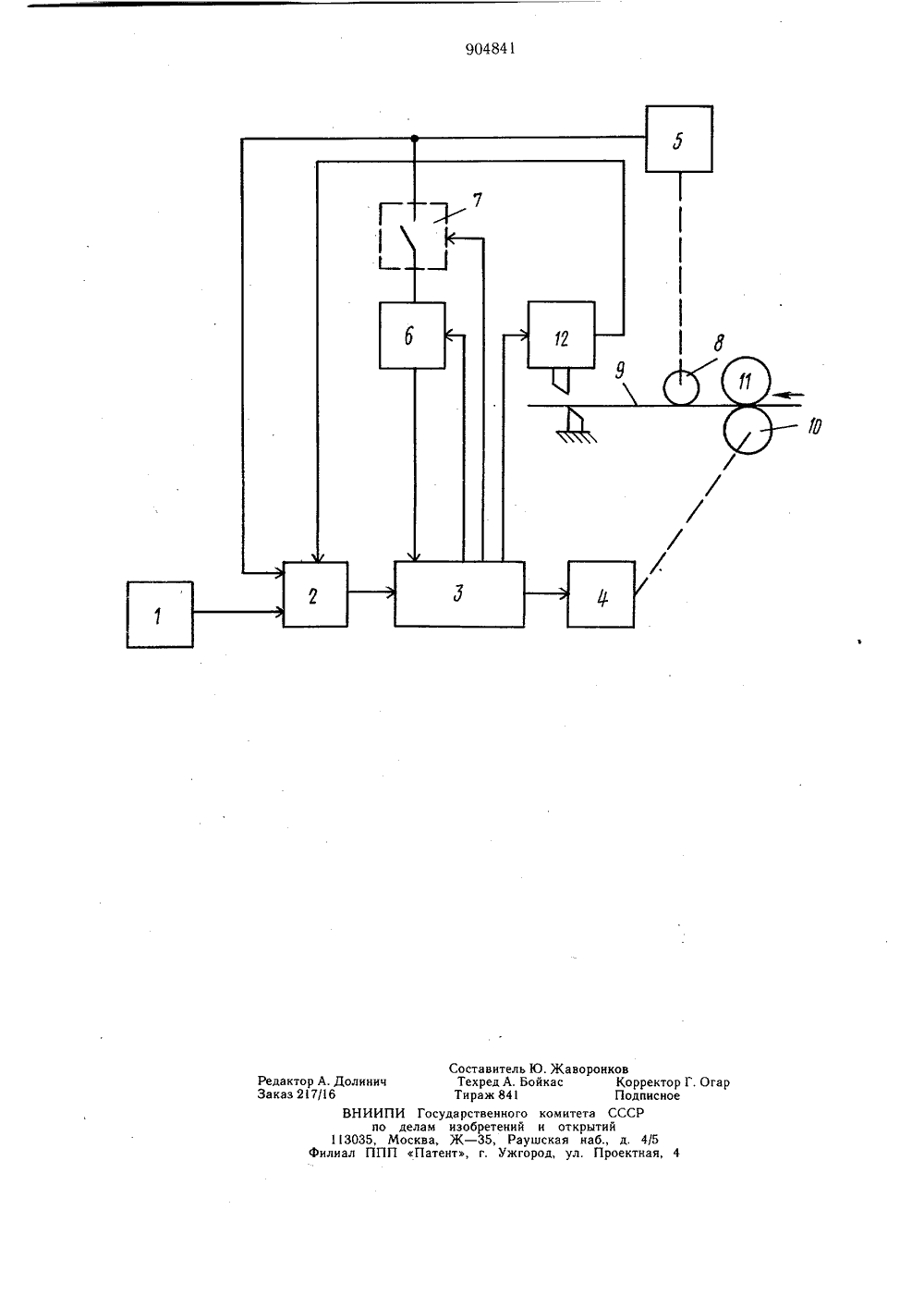
(22) Заявлено О. (21) 2880379/2Р 43/О с присоединени 23) Приоритет заявки М ударстееикый кемитет СССР бликовано 15.02.82. Бюллетень3) УДК 621.98: 62 229 61 (088.8) о делам иэобретеиий и открмтий72) Авторы изобретен и чно-исследовательский институт автоматизации производства 71) Заявитель(54) СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ ПОДАЧЕИ ДЛИННОМЕРНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ОБРАБАТЫВАЮЩЕИ МАШИНЫсчетчика соединство с выходома другой входвхэдом основногОднако извес ен через к датчика ве - через бл о реверсивно тная систем ючевое устроичичины подачи, ок задержки со го счетчика 2.довольно слож на. Цель изобр мы программннияуправле рощение систя. Изобретение относится к машиностроению, в частности к средствам автоматизации листоштамповочного и отрезного оборудования.Известна система программного управления подачей длинномерного материала, содержащая датчик и задатчик величины по дачи и реверсивный счетчик, соединенные с командным блоком, управляющим приводом подачи .(1.Однако в известной системе снижена производительность за счет увеличения времени позиционирования с заданной точностью т 0 при изменениях параметров привода (приведенного момента инерции и тормозного момента двигателя).Наиболее блиизкой к предлагаемой является система программного управления подачей длинномерного материала, содержащая датчик и задатчик величины подачи и реверсивный счетчик, соединенные с командным блоком, управляющим приводом подачи, блок задержки, ключевое устройство и дополнительный реверсивный счетчик, 20 включенный между задатчиком величины подачи и основным реверсивным счетчиком. Один вход дополнительного реверсивного Поставленная цель достигается тем, что в системе программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины, содержащей задатчик величины подачи, реверсивный счетчик, входы которого соединены с датчиком величины подачи и приводом обрабатывающей машины, а выход - с одним из входов блока управления, управляющим приводом обрабатывающей машины, приводом подачи и ключевым блоком, вход которого соединен с датчиком величины подачи, а выход - с дополнительным счетчиком, выход задатчика величины подачи соединен с входом реверсивного счетчика, дополнительный счетчик выполнен нереверсивным с числом разрядов, определяемым максимальной величиной погрешности шага по 904841дачи, а один из его выходов и один из входов соединены с блоком управления.На чертеже представлена предлагаемая система,Система управления приводом подающего органа содержит задатчик 1 величины подачи, реверсивный счетчик 2, блок управления 3, привод 4, датчик 5 величины подачи, нереверсивный счетчик 6, ключевой блок 7, ролик 8, взаимодействующий с материалом 9 (полосой или лентой). Привод 4 свя зан с подающими валками 10 и 11, у которых установлены ножницы 12. Нереверсивный счетчик 6 выполнен с числом разрядов, равным максимальной величине погрешности шага подачи.15система управления приводом подающего органа работает следующим образом.Задатчиик 1 величины подачи подает сигнал, содержащий информацию о величине подачи материала 9, в реверсивный счетчик 2. 10Цифровой сигнал из реверсивного счетчика 2 поступает в блок управления 3. Блок управления 3 преобразует цифровой сигнал в аналоговый, который поступает в привод 4. Привод 4 приводит в движение подающие валки 10 и 11, которые перемещают материал 9 (полосу или ленту) на шаг Т подачи в рабочую зону ножниц 12. Ролик 8 при взаимодействии с материалом 9 вращается и приводит в движение датчик 5 величины подачи. Датчик 5 величины подачи вырабатывает сигнал, пропорциональный углу поворота ролика 8, и подает его в реверсивный счетчик 2, который работает в режиме вычитания, и на выходе имеет число, соответствующее оставшемуся пути. При равенстве чисел в реверсивном счетчике 2 и не- реверсивном счетчике 6 (в данном случае число в нереверсивном счетчике равно нулю) блок управления 3 подает сигналы после сравнения этих чисел на отключение привода 4, на включение ключевого блока 7. 40 Подающие валки 10 н 1 работают в режиме торможения и в этот момент перемешают материал 9 на некоторую величину В. При этом ролик 8 вращает датчик 5 величины подачи, который подает сигнал через ключевой блок 7 в нереверсивный счет чнк 6, в котором осуществляется запись величины длины пути пройденного материала 9 после подачи сигнала на отключение привода 4. Затем, по истечении определенного времени после подачи сигнала на отключение привода 4, блок управления 3 подает сигнал на включение ножниц 12 и размыкание ключевого блока 7.После осуществления резки материала 9 поступает сигнал от ножниц 12 в реверсивный счетчик 2 и задатчик 1 величины подачи подает сигнал, содержащий информацию о величине подачи материала 9, в реверсивный счетчик 2При повторном цикле подачи сигнал на отключение привода 4 также подается при равенстве чисел в счетчиках 2 и 6, т. е. сигнал на отключение привода 4 подается при прохождении материала 9 величины пути 1., равной Е = Т - Р.Подающие валки 10 и 11 начинают работать в режиме торможения, а сигнал из блока управления 3 поступает в нереверсивный счетчик 6 и в ключевой блок 7.При этом в нереверсивном счетчике 6 величина Р стирается и при вращении датчика 5 величины подачи вновь записывается следующая величина О. Затем цикл повторяется.Формула изобретенияСистема программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины, содержащая задатчик величины подачи, реверсивный счетчик, вход которого соединен с датчиком величины подачи и приводом обрабатывающей машины, а выход - с одним из входов блока управления, управляющего приводом обрабатывающей машины, приводом подачи и ключевым блоком, вход которого соединен с датчиком величины подачи, а выход - с дополнительным счетчиком, отличающаяся тем, что, с целью упрощения системы, выход задатчика величины подачи соединен с входом реверсивного счетчика, дополнительный счетчиик выполнен нереверсивным с числом разрядов, определяемым максимальной величиной погрешности шага подачи, а один из его выходов и один из входов соединены с блоком управления.Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР378809, кл. б 05 В 19/26, 22.01.71.2. Авторское свидетельство СССР665289, кл. й 05 В 19/26, В 21 0 7/12,22.02.78 (прототип) .Составитель Ю. Жаворонков Редактор А. Долинич Техред А. Бойкас Корректор Г. Огар Заказ 217/16 Тираж 841 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
2880379, 12.02.1980
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ И ПРОИЗВОДСТВА
ПАВЛОВ АНДРЕЙ ИВАНОВИЧ, ПОКРОВСКИЙ ВЛАДИМИР БОРИСОВИЧ, СУЯРКО СЕРГЕЙ ВАСИЛЬЕВИЧ, ТИЩЕНКО ВАЛЕРИЙ АНАТОЛЬЕВИЧ
МПК / Метки
МПК: B21D 43/00
Метки: длинномерного, зону, обрабатывающей, подачей, программного, рабочую
Опубликовано: 15.02.1982
Код ссылки
<a href="https://patents.su/3-904841-sistema-programmnogo-upravleniya-podachejj-dlinnomernogo-materiala-v-rabochuyu-zonu-obrabatyvayushhejj-mashiny.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины</a>
Счетчик импульсов с реверсивным отсчетом

Номер патента: 141680
Опубликовано: 01.01.1961
МПК: H03K 23/86
Метки: импульсов, отсчетом, реверсивным, счетчик
...входные импульсы, и сигнал на выходе дешифратора 4 всегда перемещается от выхода с меньшим порядковым номером к выходу с большим номером. Однако в зависимости от того, какие ключи И открыты (четные или нечетные), показания на выходных шинах при поступлении входных импульсов будут возрастать 0,1,2,39 (открыты нечетные ключи) или уменьшаться - 9,8,72,1,0 (открыты четные ключи). Иными словами, коммутирующие элементы, включенные между дешифратором и индикаторной частью описываемого счетчика, обеспечивают получение при индикации эффекта сложения или вычитания в десятичном коде, не уменьшая быстродействия счетчика.141680Переключение триггера знака происходит по сигналу от схемы 7 фиксации нуля при полном очищении счетчика, Следует отметить,...
Механизм привода реверсивного транспортера кормораздатчика

Номер патента: 1493204
Опубликовано: 15.07.1989
Авторы: Зайцев, Качеровскис, Кутлембетов, Милев, Палмс, Сосновский
МПК: A01K 5/02
Метки: кормораздатчика, механизм, привода, реверсивного, транспортера
...12 закреплена на водиле 14, при этом водила 5 и 14 шарнирно связаны посредством тяги 15 с общим шатуном 7, а упор 9 и 13 жестко соединены 15 между собой, например, с помощью элемента 16 или выполнены заодно целое, чем достигается постоянное врацение ра нового колеса при прямом и обратном ходах шатуна 7.,Чля упрощения перевода механизма привода в режим реверсивной работы каждая собачка может быть выполнена из двушарнирно прикрепленных к водилу симметричныэлементов 17 и 18, ичеющипружину 19, которая прикреплена к собачке и водилу в 25 точках, лежашистветственно снаружиотносительно ее центра поворота и с его противоположной стороны. Нейтральное среднее положение этих собачек является неустойчивым. Перевод ив то или иное рабочее...
Механизм привода реверсивных транспортеров,

Номер патента: 209910
Опубликовано: 01.01.1968
МПК: A01K 5/00
Метки: механизм, привода, реверсивных, транспортеров
...колеса 4, подвижной серьги 5, соединенной шарнирно с шатуном б, несущей шарнирно поворотную подпружиненную толкающую собачку 7, фиксирующей собачки 8, укрепленной на раме 25 отсекающего кожуха 9, который связан со штоком гидроцилиндра 10, и траверсы 11 с регулируемыми упорами 12, соединенной со штоком гидроцилиндра И. Задний борт кормораздатчика подвешен на оси 14, имеющей на 30 одном конце коленчатый рычаг 15, соединенный со штоком гидроцилиндра 1 б. Гидроцилиндры И и 1 б связаны параллельно.Механизм привода продольного транспортера работает следующим образом. От вала отбора модности трактора вращение .ерез систему передач передается приводному валу с кривошипом. Шатун сообщает возвратно- поступательное движение серьге и...
Привод подающего устройства обрабатывающей машины

Номер патента: 535990
Опубликовано: 25.11.1976
МПК: B21D 43/04
Метки: обрабатывающей, подающего, привод, устройства
...связана с шестерней 9, находящейся в зацеплении с зубчатой рейкой 10, закрепленной на подвижной части пресса 11, Полумуфта 8 установлена с возможностью осевого перемещения вдоль шлицев, имеющихся на валу, Рейки 10 и шестерня 9,выполнены с косыми зубьями.Привод работает следующим образом.Лента предварительно зажимается в валках 5 и б. Подвижная часть пресса 11 перемещается вверх вместе со связанной с ней рейкой 10, которая своими зубьями перемещает шестерню 9 вместе с полумуфтой по направлению к полумуфте 7 до зацепления зубьев полумуфт 7 и 8. При дальнейшем движении рейки 10 вверх шестерня 9 при помощи полумуфт 8 и 7 проверяет вал 2 с валком 5, и лента, зажатая между валками 5 и б, пе,ремещается на величину заданного шага подачи,При...
Привод подающего устройства обрабатывающей машины

Номер патента: 770620
Опубликовано: 15.10.1980
Авторы: Гальчинский, Коляда, Марчук, Радионенко, Смагач
МПК: B21D 43/04
Метки: обрабатывающей, подающего, привод, устройства
...входящей в зацепление .с рейкой, а механизм регулировки может быть выполнен в виде гаек, навинченных на вал, и пружины, установленной на валу между шайбой и гайками.На чертеже показан предлагаемый привод.Привод подающего устройства обра О батывающей машины содержит вал 1, на котором установлена кулачковая муфта, состоящая иэ двух полумуфт 2 и 3. По- лумуфта 2 жестко закреплена на валу 1, а полумуфта 3 жестко связана с косозубой шестерней 4, находящейся в зацеплении с косоэубой рейкой 5, закрепленной на штоке 6 цилиндра 7. На шестерню 4 воздействует муфта предельного момента, выполненная в виде шайбы 8, через шарики 9, удерживаемые пружинами 10. Шайба 8 установлена на валу 1 с возможностью осевого перемещения по шпонке или шлицу 11,...
Предыдущий патент: Устройство для ударной листовой штамповки
Следующий патент: Загрузочное устройство к трубогибочному станку-автомату
Случайный патент: Устройство для контроля крутящего момента на выходном валу электропривода