Способ автоматического управления процессом поверхностного пластического деформирования и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
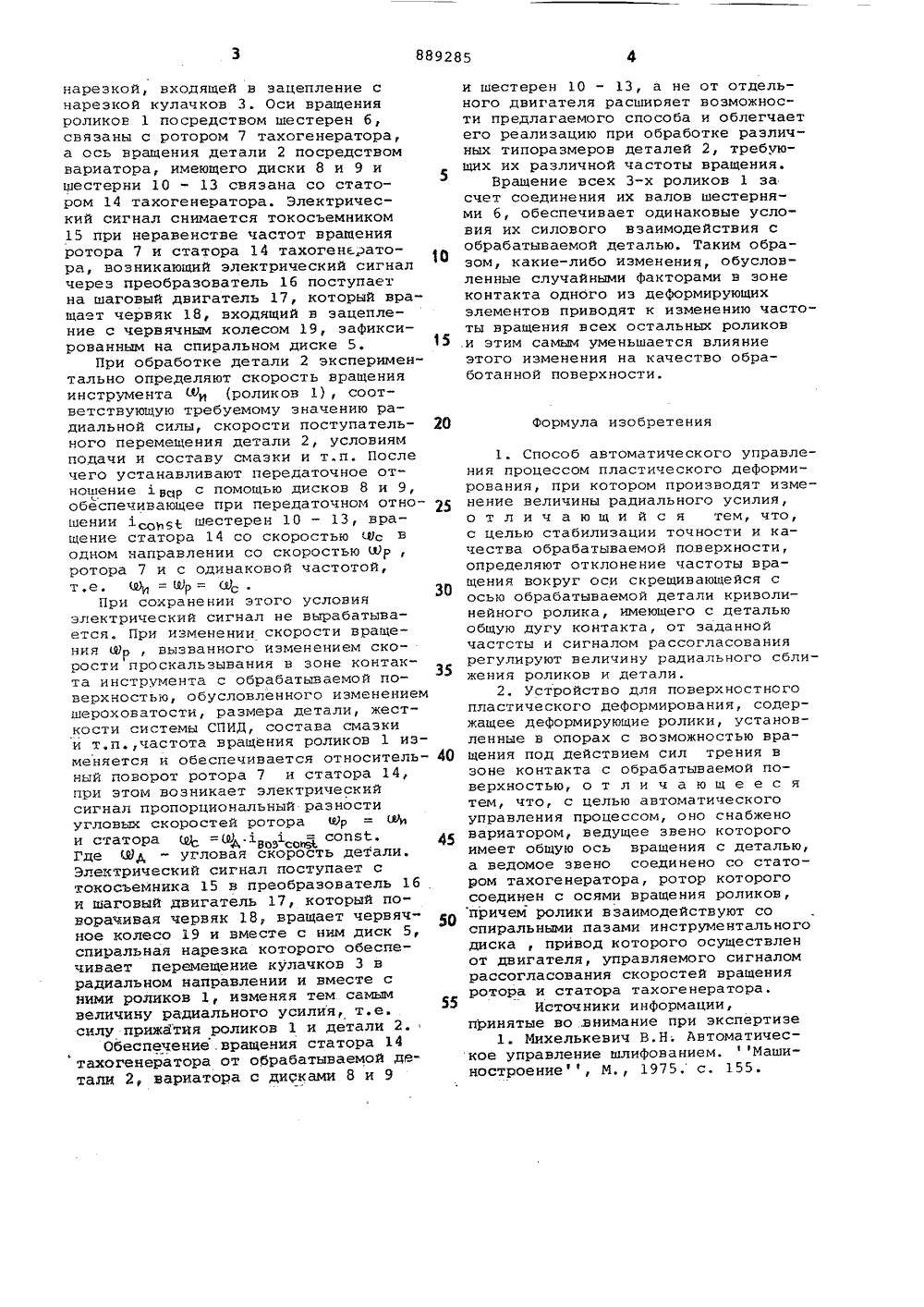
Союз Советских Социалистических РеспубликОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИ ЕТЕЛЬСТВУ(22) Заявлен 20380 (21) 2900033/25-08с присоединением заявки Йо(23) ПриоритетОпубликовано 15,1281 Бюллетень Ж 46Дата опубликования описания 15. 12, 81 ГосударственныЯ комитет СССР яо дедам изобретениЯ н отнрытиЯ(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРИИРОВАНИЯ И УСТРОВ.ТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 1Изобретение относится к технологии машиностроения, преимущественнок Финишным процессам обработки и может быть использовано для обработкидеталей машин поверхностньм,пласти-.ческим деформированием (ППД).Известны способы автоматическогоуправления процессом поверхностногопластического деформирования, при Окоторых производят изменение величины радиального усилия..Известны устройства, осуществляющие указанные способы, содержащиедеформирующие ролики, установленныев опорах с возможностью вращения под 15действием сил трения в зоне контактас обрабатываемой поверхностью 11.достатком таких способов иустройств для его осуществления явля-,ется низкая стабилизация точности. и Юкачеств обработанной поверхности,отсутствие возможности автоматичес-,кого управления процессом.Цель изобретения - стабилизацияточности и качеств обработанной поверхности и автоматическое управление процессом.,Поставленная цель достигаетсятем,. что определяют отклонение частотй вращения вокруг оси скрещиваю щейся с осью обрабатываемой детали криволинейного ролика, имеющего с деталью общую дугу контакта от заданной частоты и сигналом рассогласования регулируют величину радиального сближения роликов и деталн , а устройство снабжено варнатором, ведущее звено. которого имеет общую ось вращения с деталью, а ведомое звено соединено со статором тахоге" нератора, ротор которого соединен с осями вращения роликов, причем ролики взаимодействуют со спиральньзеи пазами инструментального диска, привод которого осуществлен от двигате" ля, управляемого сигналом рассогласования скоростей вращения ротора и статора тахогенератора.На фиг. 1 - 2 представлена принципиальная схема автоматического управления процессом ППД,ДеФормирующие элементы (ролики) 1 имеют радиус образующих, величина которого выбирается из условия наличия общей дуги контакта с обрабатываемой деталью 2 при скрещивании их осей симметрии. Ролики 1 радиально перемещаются вместе.с кулачками 3 перемещающимися в направляющих, 4 при вращении диска 5 со спиральнойнарезкой, входящей в зацепление с нарезкой кулачков 3. Оси вращения роликов 1 посредством шестерен б, связаны с ротором 7 тахогенератора, а ось вращения детали 2 посредством вариатора, имеющего диски 8 и 9 и шестерни 10 - 13 связана со статором 14 тахогенератора. Электрический сигнал снимается токосъемником 15 при неравенстве частот вращения ротора 7 и статора 14 тахоген.ратора, возникающий электрический сигнал через преобразователь 1 Б поступаетна шаговый двигатель 17, который вращает червяк 18, входящий в зацепление с червячным колесом 19, зафиксированным на спиральном диске 5.При обработке детали 2 экспериментально определяют скорость вращения инструмента 6 и (роликов 1), соответствующую требуемому значению радиальной силы, скорости поступательного перемещения детали 2, условиям подачи и составу смазки и т.п. После чего устанавливают передаточное отношение 1 зпр с помощью дисков 8 и 9, обеспечивающее при передаточном отношении 1 ,ь шестерен 10 - 13, вращение статора 14 со скоростью Фс в одном чаправлении со скоростью Юр ротора 7 и с одинаковой частотой, т.е. Щ, = ц)р =- 0,Ь .При сохранении этого условия электрический сигнал не вырабатывается. При изменении скорости вращения Фр, вызванного изменением скорости проскальзывания в зоне контакта инструмента с обрабатываемой поверхностью, обусловленного изменением шероховатости, размера детали, жесткости системы СПИД, состава смазки и т.пчастота вращения роликов 1 изменяется и обеспечивается относительный поворот ротора 7 и статора 14, при этом возникает электрический сигнал пропорциональный разности угловых скоростей ротора Юр = Юи и статора Мс =Ю.3. 1 = сопзр. Где Юд - угловая скорость детали. Электрический сигнал поступает с токосъемника 15 в преобразователь 16 и шаговый двигатель 17, который поворачивая черняк 18, вращает червяч" ное колесо 19 и вместе с ним диск 5, спиральная нарезка которого обеспечивает перемещение кулачков 3 в радиальном направлении и вместе с ними роликов 1, изменяя тем самым величину радиального усилия, т.е. силу прижатая роликов 1 и детали 2.Обеспечение .вращения статора 14 тахогенератора от обрабатываемой детали 2, вариатора с дисками 8 и 9Формула изобретения 1Способ автоматического управления процессом пластического деформирования, при котором производят изменение величины радиального усилия,о т л и ч а ю щ и й с я тем, что,с целью стабилизации точности и качества обрабатываемой поверхности,определяют отклонение частоты вращения вокруг оси скрещивающейся сосью обрабатываемой детали криволинейного ролика, имеющего с детальюобщую дугу контакта, от заданнойчастсты и сигналом рассогласованиярегулируют величину радиального сближения роликов и детали.2. Устройство для поверхностногопластического деформирования, содержащее деформирующие ролики, установленные в опорах с возможностью вращения под действием сил трения взоне контакта с обрабатываемой поверхностью, о т л и ч а ю щ е е с ятем, что, с целью автоматическогоуправления процессом, оно снабженовариатором, ведущее звено которогоимеет общую ось вращения с деталью,а ведомое звено соединено со статором тахогенератора, ротор которогосоединен с осями вращения роликов,причем ролики взаимодействуют соспиральными пазами инструментальногодиска , привод которого осуществленот двигателя, управляемого сигналомрассогласования скоростей вращенияротора и статора тахогенератора.Источники информации,принятые во внимание при экспертизе1. Иихелькевич В.Н, Автоматическое управление шлифованием. Машиностроением, М 1975. с. 155. 25 30 35 40 45 50 55 и шестерен 10 - 13, а не от отдельного двигателя расширяет возможности предлагаемого способа и облегчает его реализацию при обработке различных типоразмеров деталей 2, требующих их различной частоты вращения.Вращение всех 3-х роликов 1 за счет соединения их валов шестернями б, обеспечивает одинаковые условия их силового взаимодействия с обрабатываемой деталью. Таким образом, какие-либо изменения, обусловленные случайными факторами в зоне контакта одного из деформирующих элементов приводят к изменению частоты вращения всех остальных роликов и этим самым уменьшается влияние этого изменения на качество обработанной поверхности.889285 Диг. 0845/23 Тираж 1151 ПодписнВНИИПИ Государственного комитета СССРпо делам изобретений иоткрытий113035, Москва, Ж, Раушская наб., д. 4/ а 5 илиал ППП Патент, г. Ужгород, ул. Проектная, 4 Составитель В.Платоноведактор Н.Воловик Техред А. Бабинец Корректор М.Кос
СмотретьЗаявка
2900033, 25.03.1980
БЕЛОРУССКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ФИЛОНОВ ИГОРЬ ПАВЛОВИЧ, ИВАШИН ЭДУАРД ЯКОВЛЕВИЧ, ЕРЕМЕНКО МИХАИЛ ЛУКИЧ, БАЙДАКОВ СЕРГЕЙ ПЕТРОВИЧ
МПК / Метки
МПК: B23B 25/06
Метки: деформирования, пластического, поверхностного, процессом
Опубликовано: 15.12.1981
Код ссылки
<a href="https://patents.su/3-889285-sposob-avtomaticheskogo-upravleniya-processom-poverkhnostnogo-plasticheskogo-deformirovaniya-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления процессом поверхностного пластического деформирования и устройство для его осуществления</a>
Устройство для контроля и регулирования толщины детали в процессе фрезерования

Номер патента: 642136
Опубликовано: 15.01.1979
Авторы: Аюпов, Коротков, Яруллин
МПК: B23Q 15/00
Метки: детали, процессе, толщины, фрезерования
...емкостньтй, вращающийся токосъемник 5 соединен с толщиномером 3, Жидкость, поступающая по внутреннему каналу 6 фрезы в локальную ванну 7, обеспечивает акус. тическую связь датчика с деталью 8. Локальная ванна 7 одним концом охватывает датчик, а другим прилегает к обрабатываемой поверхности детали 8.Выход толщиномера 3 соединен со сравнивающим устройством 9, на другой вход которого поступает информащюя о заданной толщине с программирующего органа 10. Результаты срав. пения вводятся в корректирующий орган 11, который, взаимодействуя с программирующим органом 10, выдает сигнал коррекции в следящийпривод станка.Для упрощения конструкции фрезы и сцсте. мы связи предусмотрено друтое выполнение устройства, по которому в осевом отверстии...
Опора для вращения и подачи обрабатываемой трубы

Номер патента: 663943
Опубликовано: 25.05.1979
МПК: F16L 3/16
Метки: вращения, обрабатываемой, опора, подачи, трубы
...рычага 2 ось 8, несущая по концам вертикально установленную гайку 9 и поперечно размещенную втулку. Одна из этих втулок - 10 - " вьтолнена с резьбовым отверстйем, а другая - 11 - с гладким. Поворотные ры 4 чаги 2. установлены на общем горизонтальном пальце 1 2, несомым размещенной на, основании 1 подставкой 13 через верти кальную цапфу 14, Привод выдвижения конических роликов 5 выполнен в виде связанных с их стойками 4 вертикальных винтов 15, продетых в гайки 9. Привод сближения цилиндрических роликов 3 выполнен в видевинта с резьбовой"16 и гладкой 17, снабженной концевыми упорами 18и 19 частями, продетымие соответствующие отверствия втулок 10 и 11. 11 илиндрические ролики 3 снабжены стопорами 20. Основание 1 оснащено аутригерами...
Способ управления процессом каталитической (со) полимеризации этилена в газовой фазе

Номер патента: 1741114
Опубликовано: 15.06.1992
Авторы: Баулин, Георгиу, Зеленцов, Олейников, Пахомова, Черных, Шагилова
МПК: C08F 10/02, G05D 27/00
Метки: газовой, каталитической, полимеризации, процессом, со, фазе, этилена
...а полимер имеет постоянную зольность 0,01. ПТР 5 полимера остается науровне 0,6 г/10 мин,П р и м е р 2. В реакторе 1 проводятсополимеризацию этилена с бутеномнахромокисном катализаторе (Сг = 0,5 + 0,05%)при Оз = 10 т/ч, которая обеспечиваетсядз = 1 кг/ч. Соотношение Н 2/С 2 = 0,02моль/моль, Зольность полимера составляет0,01 о , ПТР 5 - 0,7 г/10 мин, Аз = 10 т/кг кат,Датчик 3 фиксирует снижение От реактора до 9 т/ч, вызванное падением активности катализатора в связи с. увеличениемконцентрации микропримесей каталитических ядов. Сигналы от датчиков 3, 6, 9 поступают в ВУ 5, ВУ 5 поступившуюинформацию обрабатывает в следующейпоследовательности;определяет текущую величину соотношения9Ат = О/9 Т == 9 т/кг кат1определяет отклонение (ЛА)...
Устройство для контроля диаметра крупной детали в процессе ее обработки на станке

Номер патента: 142441
Опубликовано: 01.01.1961
Автор: Трутень
МПК: G01B 7/12
Метки: детали, диаметра, крупной, процессе, станке
...с деталью ц производяццй измерение за один фиксированный се оборотУстройство такой конструкции ооеспечцвает измерение диаметра детали в десятичной системс оез промекуточных передач и пересчетов.Крохе того, в устройстве примечен установленный на планшайбе станка кулачок, включающий ц выкспочающий счетчик, что ооеспечиваст фиксирование огного оборота обрабатываемой детали.На чертеже схепатически изооряжено ОписыВаемое устройство дл 51 контроля диаметра детали.Измерительный калиброванный диск 1 (ролик) диаметром 100 .".д становлен на щариОподпциниках качаощегося рычага 2, которыЙ посредством прукипы 3 прцжцмяст ролик к поверхности изберяемо 1 дстали 4. Ролик связан с отсчитывающим число его оборотов счетчиком 5, который включается...
Стенд для сборки и вращения тяжелове ных цилиндрических изделий в процессе сварки

Номер патента: 518310
Опубликовано: 25.06.1976
Авторы: Глобин, Зисельман, Макаров, Серов
МПК: B23K 37/04
Метки: вращения, процессе, сборки, сварки, стенд, тяжелове, цилиндрических, ьных
...положениезаканчивается подготовка роликов 10 стенда квращению сосуда. При этом геометрическое положение сосуда, т.е. наклон его оси относительногоризонтальной плоскости определяется положением роликов 10 двух тележек 3, расположенныхпо концам сосуда и являющихся его концевымижесткими опорами,Ролики 10 средних тележек 4 в процессе вращения сосуда смещаются в обе стороны от среднего положения на величину биения наружной поверхности сосуда в месте контакта с роликами10, Максимальное возможное смещение роликов10 в ту или другую сторону равно половине ходапоршня 17 амортизатора 16. Правильное положениетележек 3 и 4, а следовательно и их роликов 10,обеспечивается узлами направляющих роликов,которые работают следующим образом.При появлении...
Предыдущий патент: Установка для исследования вибраций режущего инструмента
Следующий патент: Сборный инструмент с механическим креплением режущих пластин
Случайный патент: Способ дефторирования воды