Адаптивное устройство для программногоуправления ctahkom
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
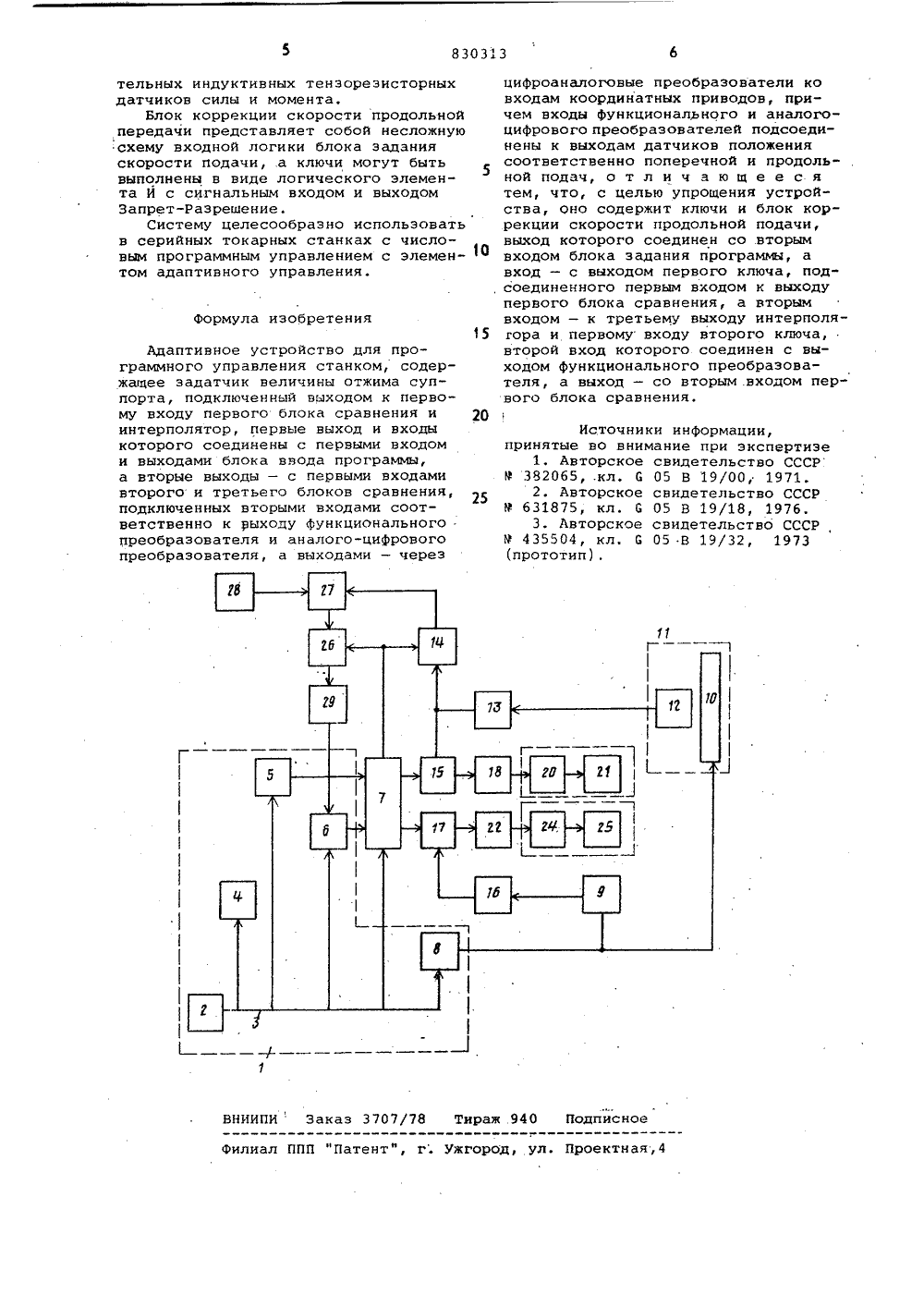
ОПИСАНИЕИ З О Б Р Е,1, Е 1.1 И я о 1830313 Союз СоветскихСоциалистическихРеспублик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Дополнительное к авт, свид-в(5)М. Кл 22) Заявлено 11.06.7 присоединением зая 096/18-24 5 В 19/3 Государственный СССР по делам изобр и открыт) Приоритет Опубл иков нь М 18Дата опубликов 0 5.8 2) Авторыиэобретени В, А. Яковенко и В. М. Опенкин Рязанское специальное конструкторское бюрд станкостроения1) Заявител 54) АДАПТИВНОЕ УСТРОЙСТВО ДЛЯ ПРОГУПРАВЛЕНИЯ СТАНКОМ НОГО ности датчикаи, задаи блока стигаомент чикасравст, повышение т а счет введения я, блока коррек огических коман ьно нуж 20 Изобретение относится к автомати ке и может быть использовано в системах числового программного адаптивного .Управления металлорежущими станками.Известны устройства аналогового программного управления, имеющие, кроме элементов числового управления, элементы коррекции погрешностей обработки, зависящих от отжимов при резании, содержащие блок управления перемещением рабочего органа с инструментом по двум координатам с заданием информации об окончательном черновом контуре детали в цифровом коде, блок для определения положения инструмента в начале каждого прохода блок сравнения действительного положе ния инструмента в момент встречи его с заданным программой, датчик для определения предельной глубины резания, установленный непосредственно на резце, блок анализатора сигнала датчика и узел для измерения силово-, го параметра резания 1.Известно также устройство, включаю щее последовательно соединенные блок программного управления, устройство подключения к системе СПИД, датчики деформаций инструмента и измерительется э д м арезани ци ттехнол днения 2 .Однако дополнительные датчики исхемы их подсоединения значителусложняют устройство и не даютной точности.Наиболее близким технически решением к изобретению является устройство для адаптивного управления станками, содержащее импульсный накопитель, блок задания программы, привод,5 нуль-орган, датчик деформаций и силырезания, цифроаналоговый и функциональный преобразователи, управляемыйгенератор импульсов, блок сравненияи задатчик силы резания (эадатчиквеличины отжима суппорта) 3 1,Недостатком его является сложность и малая точность обработки деталей, так как датчик силы резанияи датчик деформации установить натокарном станке очень трудно. Их устанавливают на резцедержателе с большим количеством промежуточных деталей, Все это значительно усложняетустройство, уменьшает эфФективностьЗ 0 применения адаптивного управления иснижает точность обработки деталей и производительность станка.Цель изобретения - упрощение устройства.Поставленная цель достигается тем, что адаптивное устройство для про граммного управления станком, содержащее задатчик величины отжима суппорта, подключенный выходом к первому входу первого блока сравнения и интерполятор, первые вход и выходы которо- о го соединены с первыми входами и выходами блока ввода программы, а вторые - с первыми входами второго и третьего блоков сравнения, подключенных вторыми входами соответственно к выходу функционального преобразовате ля и аналого-цифрового преобразова- теля, а выходами - через цифроаналоговые преобразователи ко входам коор,динатных приводов, причем входы функционального и аналого-циФрового пре образователей подсоединены к выходам датчиков положения соответственно поперечной и продольной подач, содержит ключи и блок коррекции скорости продольной подачи, выход которого 25 соединен со вторым входом блока задания программы, а вход - с выходом первого ключа, подсоединенного первым входом к выходу блока сравнения, а вторым входом - к третьему выходу интерполятора и первому входу второго ключа, второй вход которого соединен с выходом функционального преобразователя, а выход - со вторым входом первого блока сравнения.Введение этих элементов в устройство позволяет отказаться от применения дополнительных датчиков, измеряющих отжим суппорта от усилий резания, а использовать линейный датчик положения поперечной подачи ко торый уже используется в качестве обратной связи. За счет этого повышается точность обработки деталей и производительность станка.На чертеже показана блок-схема 45 устройства.Устройство содержит блок 1 ввода программы, процессор 2, канал 3 связи, блок 4 задания, блок 5 задания скорости поперечной и продольную подачу б, интерполятор 7, блок 8 питания датчика 9 положения продольной подачи и линейки 10 датчика 11 положения поперечной подачи, считы- вающая головка 12 которого соединена с регулируемым функциональным преобразователем 13Устройство также содержит второй ключ 14, второй блок 15 сравнения, аналого-цифровой преобразователь 16, третий блок 17 сравне" ния, цифроаналоговый преобразователь, 60 18, координатный привод 19 (поперечной подачи), усилитель 20 мощности, двигатель 21, цифроаналоговый преобразователь 22, координатный привод 23(продольной подачи) усилитель 24 мощ ности, двигатель 25, первый ключ 26,первый блок 27 сравнения, задатчик 28отжима суппсрта и бЛок 29 коррекциискорости продольной подачи,Устройство работает следующим образом,Процесс 2 через канал 3 связи управляет рядом периферийных узлов 4-8.Ввод информации на перемещение,скорость отработки и выполнение технологических операций осуществляетсячерез блок 4. При этом интерполятор7 вырабатывает цифровые сигналы, пропорциональные длине, скорости;. перемещения, Один из этих сигналов в блоке 15 сравннвается с сигналом отработкидатчика 11. Блок 15 вырабатывает сигнал управления, который из цифровоговида преобразуется в аналоговый впреобразователе 18 и через усилитель20 управляет двигателем 21 поперечнойподачи. Работа канала продольной подачи (блоки 9, 16, 17, 22, 24 и 25) аналогична, вышеописанной работе канала поперечного перемещения,При завершении отработки поперечного перемещения (поперечной подачи) интерполятор 7 вырабатывает потенциальный сигнал разрешения, открывающий ключи 14 и 26 при условии, чтодалее последует только продольноеперемещение. При последующем продольном перемещении в режиме обработки детали происходит поперечный отжим суппорта под действием сил резания и изменениявго динамической жесткости. При отжиме происходит относительное перемещение головки 12 относительно линейки 10 датчика 11, в результате чего с выхода последнего снимается сигнал, пропорциональный величине отжима суппорта, приведенный к цифровой форме в преобразователе .13 сигнал с датчика 11 через открытый ключ 14 поступает в блок 27,где сравнивается с заданной величинойотжима суппорта от задатчика 28 (заданная величина отжима суппорта соответствует оптимальному режиму обработки).Как только в процессе обработки появляется отклонение от настроенного положения суппорта (от заданной величины отжима) блок 27 выдает сигнал отклонения величины отжима суп- порта, который через открытый ключ 26 и блок 29 изменяет скорость продольной подачи в блоке б, последнийчерез интерполятор 7 и канал продольного перемещения (блоки 9, 16, 17, 22, 24 и 25) изменяет величину продольной подачи, тем самым стабилизируя отжим суппорта, что повышает точность и производительность обработкидеталей.Предлагаемое устройство проще известных, требующих для этих целей сложной конструктивной встройки и регулировки применяемых в них дополни830313 формула изобретения раж 940 Подпис НИИПИЗаказ 3707/78 илиал ППП "Патент", г; Ужгород, ул. Проектная,4 тельных индуктивных тензорезисторных датчиков силы и момента,Блок коррекции скорости продольной передачи представляет собой несложную схему входной логики блока задания скорости подачи, а ключи могут быть выполнены в виде логического элемента И с сигнальным входом и выходом Запрет-Разрешение.Систему целесообразно испольэовать в серийных токарных станках с числовым программным управлением с элементом адаптивного управления. Адаптивное устройство для программного управления станком, содержащее задатчик величины отжима суппорта, подключенный выходом к первому входу первого блока сравнения и интерполятор, первые выход и входы которого соединены с первыми входом и выходами блока ввода программы, а вторые выходы - с первыми входами второго и третьего блоков сравнения, подключенных вторыми входами соответственно к выходу Функционального преобразователя и аналого-цифрового преобразователя, а выходами - через цифроаналоговые преобразователи ковходам координатных приводов, причем входы функционалдного и аналогоцифровогопреобразователей подсоединены к выходам датчиков положениясоответственно поперечной и продольной подач, о т л и ч а ю щ е е с ятем, что, с целью упрощения устройства, оно содержит ключи и блок коррекции скорости продольной подачи,выход которого соединен со вторымвходом блока задания программы, авход - с выходом первого ключа, под,соединенного первым входом к выходупервого блока сравнения, а вторымвходом - к третьему выходу интерполя 15 гора и первому входу второго ключа,второй вход которого соединен с выходом Функционального преобразователя, а выход - со вторым входом первого блока сравнения,20 Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР9 382065, .кл. С 05 В 19/00, 1971.2. Авторское свидетельство СССРУ 631875, кл. 6 05 В 19/18, 1976,3. Авторское свидетельство СССР,Р 435504, кл. С 05 В 19/32, 1973
СмотретьЗаявка
2779096, 11.06.1979
РЯЗАНСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕБЮРО СТАНКОСТРОЕНИЯ
ЯКОВЕНКО ВАЛЕНТИН АНДРЕЕВИЧ, ОПЕНКИН ВЛАДИМИР МИХАЙЛОВИЧ
МПК / Метки
МПК: G05B 19/39
Метки: ctahkom, адаптивное, программногоуправления
Опубликовано: 15.05.1981
Код ссылки
<a href="https://patents.su/3-830313-adaptivnoe-ustrojjstvo-dlya-programmnogoupravleniya-ctahkom.html" target="_blank" rel="follow" title="База патентов СССР">Адаптивное устройство для программногоуправления ctahkom</a>
Устройство для тестирования цифровых блоков

Номер патента: 1656540
Опубликовано: 15.06.1991
Авторы: Казанцев, Мансуров, Синтюрев
МПК: G06F 11/26
Метки: блоков, тестирования, цифровых
...11 памяти и на управляющий вход схемы 12 сравнения, Число, содержащееся в регистре 2 5 10 15 20 25 30 35 сдвига, сравнивается с эталонной сигнатурой исправного контролируемого блока 3, находящейся в нулевой ячейке блока 11 памяти,При совпадении укаэанных чисел на выходе сравнения блока 12 формируется сигнал, который поступает на управляющий вход ключевой схемы 15, содержимое счетчика 10 поступает на блок 16 индикации. Появление на индикации нулевой информации говорит об исправности контролируемого блока 3.При несовпадении чисел сигнал несравнения с выхода схемы 12 сравнения поступает на суммирующий вход счетчика 10, увеличивая его содержимое на единицу, Одновременно этот сигнал с.некоторой задержкой поступает на вход считывания блока...
Устройство для контроля входа и выхода рабочих и служащих

Номер патента: 615514
Опубликовано: 15.07.1978
Авторы: Козинцев, Морозов, Покидаев, Шаровар
МПК: G07C 1/10
Метки: входа, выхода, рабочих, служащих
...открывается сигналом, вырабатываемым формирователем 13 опроса регистра анализа, Появившийся сигнал на ее выходе проходит через элемент ИЛИ 25 на формирователе 8 выходной информации, который под действием этого сигнала вырабатывает ответную информацию, разрешающую вход на объект по шйне 12, й сигйал 5 10 15 20 25 30 35 40 45 50 55 60 65 на элемент И 40. Элемент И 40, подготовленный по другому входу блоком 1 приема команд, срабатывает и появившийся сигнал на его выходе поступает через элемент ИЛИ 42 на элементы И 30, 31 блока 10 корректива и через элемент ИЛИ 6 на блок памяти 9 и второй формирователь 18 сигналов управления блоком памяти, В результате избирательная схема 31 выбранного дешифратора 4 информативного узла 27 срабатывает...
Устройство для управления продольной подачей суппорта токарного станка

Номер патента: 463515
Опубликовано: 15.03.1975
Автор: Шурпа
МПК: B23B 21/00
Метки: подачей, продольной, станка, суппорта, токарного
...объединения средств ии дачей суппорта включает воздухораспределительную коробку 1 и штангу 2, проходящую через корпус коробки с передвижными упорами 3 и 4, пневмоцилиндр 5, рычаг с неподвижным кронштейном 6, соединительную вилку 7 и рукоятку 8, состоящую из корпуса 9, контргайки 10, шаровой ручки 11, кнопки 12, втулки 13, пружины 14, упора 15, ролика 16, стержня 17, специальной ограничительной 10 гайки 18 и оси 19 упора.Устройство работает следующим образом.Сжатый воздух поступает через отверстиявоздухораспределительной коробки 1 в одну из полостей пневмоцилиндра 5.15 Под действием пневмоцилиндра 5 н рычагас неподвижным кронштейном 6 н соединительной вилки 7 происходит переключение с помощью рукоятки для подачи суппорта или, если...
Устройство избирательной защиты линии электропередачи постоянного тока

Номер патента: 213710
Опубликовано: 01.01.1968
Авторы: Иностранец, Иностранна
Метки: защиты, избирательной, линии, постоянного, электропередачи
...падение напряжения в линии носит более "стойчивый характер, конденсатор будегзаряжаться, и когда величина напряжения,на нем превысит заданное значение, определяемое управляемым диодом и положительным напряжением источника его питания, произойдет разряд конденсатора 27 через управляемый диод. Схема будет работать как измеритель времени и с резистора 29 выдавать импульс напряжения, если напряжение в линии будет иметь стабильный характер, Время срабатывания системы защиты задают уставкой величины переменного сопротивления резистора 28.В схеме генератора 8 использован трансформатор и транзистор 30, соединенный последовательно с первичной обмоткой 31 указанного транзистора. Кроме того, трансформатор имеет обмотку подмагничивания 32. Импульс,...
Устройство для ввода информации

Номер патента: 627470
Опубликовано: 05.10.1978
Авторы: Никитина, Романчев, Узерцов
МПК: G06F 3/02
Метки: ввода, информации
...специальной информации производится с помощью клавиатуры 1, Ввод . производится носим- вольно за два нажатия определенной комбинации клавиш.При первом нажатии клавиш на выходе блока. 5 сравнения образуется высокий уровень, По переднему фронту этого сигнала срабатывает элемент И 8 (так как счетчик 6 тактов сброшен в нулевое состояние) и запускает второй одновибратор 9. Короткий импульс с одновибратора сбрасывает регистр 2 обмена и счетчик 6 тактов в начальное состояние.После действия сигнала Сброскод символа от первого нажатия клавиш заносится на регистр 2 обмена, По заднему фронту сигнала с выхода блока 5 сравнения срабатывает счетчик 6 тактов, подготавливая вхо.ды регистра 2 обмена для занесения кода символа от второго нажатия...
Предыдущий патент: Устройство для программного управленияприводом ctahka
Следующий патент: Устройство для управления токарнымстанком
Случайный патент: Способ термической обработкиизделий с плакирующим слоем